PWR Advanced Cooling Technology has ordered two universal batch CAB furnaces and a CAB continuous line. The furnaces will be used for brazing aluminum heat exchangers. The 3 solutions will go to 2 continents – Australia and North America.
PWR Advanced Cooling Technology specializes in the production of modern and efficient heat exchangers and has used SECO/WARWICK Group furnaces in the past. Two furnaces, the continuous CAB line and Universal Batch CAB Furnace, will be delivered to production plants in Australia. The second chamber furnace will be delivered at the same time to the American branch of PWR, C&R Racing Inc.
Andi Scott, general manager - advanced technology, PWR Australia Source: PWR Australia
The universal batch CAB furnace meets the requirements for protective atmosphere aluminum brazing technology (Nocolok®) and allows users to braze products in a horizontal or vertical position. The continuous CAB line performs brazing in a protective atmosphere for mass production of various heat exchangers.
“We have already ordered the company’s furnaces twice, and the current contract, although more than 25 years have passed since the first order, is the best proof that we are satisfied with the product quality, cooperation, and after-sales service.” said Andi Scott from PWR Advanced Cooling Technology.
“The current contract is special because we will deliver different solutions simultaneously to two continents but to the same customer,” commented Sławomir Woźniak, CEO of the SECO/WARWICK Group.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECOWARWICK Source: LinkedIn
Two Chinese manufacturers choose EV/CAB lines to expand their heat exchanger production to better heat treat oversized battery cooler.
The furnace supplier, SECO/WARWICK, noted that this will be the fourteenth CAB line for one of the manufacturers in the China market.
“This year, CAB lines for brazing heat exchangers have been sold to several new customers on the Chinese market," said Piotr Skarbiński, vice president of the Aluminum and CAB Products at SECO/WARWICK. “The EV/CAB line . . . [has] temperature uniformity across the belt, suitable for the strict requirements of the automotive industry, as well as its reliability and quality."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
An international automotive conglomerate has selected a controlled atmosphere brazing line for their newly established factory in Mexico. The heat treat system will be used to process EV batteries.
5th CAB line for global automotive manufacturer
Piotr Skarbiński Vice President of Aluminum and CAB Products Segment SECO/WARWICK Source: LinkedIn
While this is the 5th CAB line that SECO/WARWICK has provided to the manufacturer, this specific heat treat system --- the EV/CAB line --- is designed with the electric vehicle (EV) sector in mind to braze large-size car battery coolers for the EV industry. The system includes a brazing furnace, convection preheating chamber, cooling chamber with air jacket, final cooling chamber, and control system.
"This is the customer’s first order outside the Asian market," commented Piotr Skarbiński, vice president of Aluminum and CAB Products Segment at SECO/WARWICK. He continued, saying, "We are glad [to] be involved in this project." SECO/WARWICK will commission this solution and execute the start-up on-site.
This solution is provided within the global context of increased demand for battery coolers due to the growing production of electric vehicles.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
According to "Dr. O" – Dr. Steve Offley, product marketing manager at PhoenixTM – temperature control of the heat treatment application is critical to the metallurgical and physical characteristics of the final product, and hence its ability to perform its intended function. Explore today's Technical Tuesday article to find the light at the end of your mesh belt furnace tunnel.
This article first appeared in Heat TreatToday’sFebruary 2022 Air & Atmosphere Furnace Systems print edition.
Dr. Steve Offley, “Dr. O" Product Marketing Manager PhoenixTM
Introduction – The Need for Accurate Product Temperature Measurement
Even though modern furnaces are supplied with sophisticated control systems, they are still not always capable of truly giving an accurate picture of the actual product temperature as it passes through the process. Temperature sensors positioned along the furnace give a snapshot of what the environmental temperature is possibly zone by zone. Furnace controllers, as the name suggests, can give confidence that the process heating is performed in a controlled manner but will never give an accurate view of what the actual product temperature is. When monitoring, it is important to be able to distinguish between process and product.
The challenge to any process engineer is understanding how the product heating cycle relates to the operation of the furnace. A furnace environment may be well controlled, but very different product temperatures can be experienced with variation in key properties such as product material, size, shape, thermal mass, and position/orientation in the furnace. Infrared (IR) pyrometers and thermal imagers can provide surface temperature measurements only and require line of sight, so they limit the areas of the product that can be measured. Setup can sometimes be complex considering surface characteristics (emissivity) and process background/atmosphere compensation. As with air sensors, being fixed, typically IR sensors only give information at that specific furnace location which prevents accurate calculation of soak times at critical temperatures. Without additional information, soak times and temperatures may need to be extended well beyond the target to guarantee the heat treat process is completed with confidence with an obvious compromise to throughput and energy conservation.
Product Temperature Profiling
To fully understand the operational characteristics of the heat treat process it is necessary to measure both the environment and product temperature continuously as it travels through the process. Such technique provides what is referred to as a “temperature profile” which is basically a thermal fingerprint for that product in that furnace process. This thermal fingerprint will be unique but will allow understanding, control, optimization, and validation of the heat treat process.
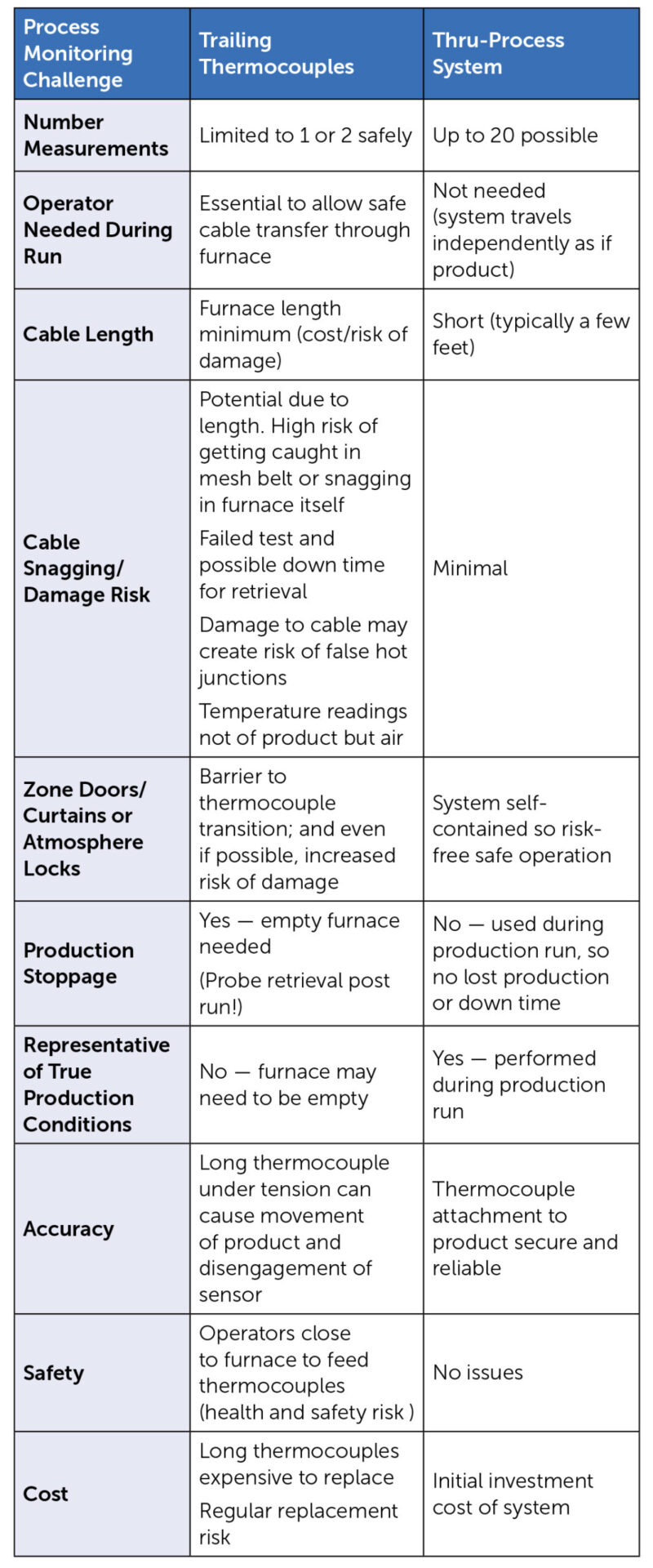
Table 1. Table showing the numerous benefits of thru-process temperature monitoring over traditional trailing thermocouples methodology for a mesh belt furnace
Historically, trailing thermocouples have been the go-to technique for product temperature monitoring. A very long thermocouple is attached to the product in the furnace. The data logger measuring the live temperature reading is kept external to the furnace. Although possible for static batch processes, the technique has significant limitations in a continuous/semicontinuous process, especially mesh belt furnaces (See Table 1).
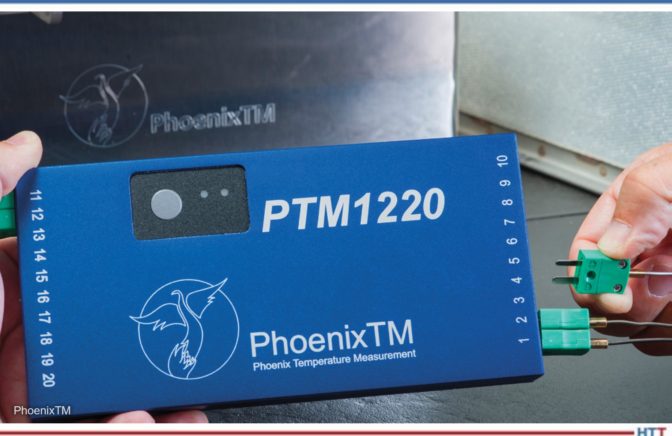
Fig 1. Robust multichannel data logger designed specifically for thru-process temperature profiling
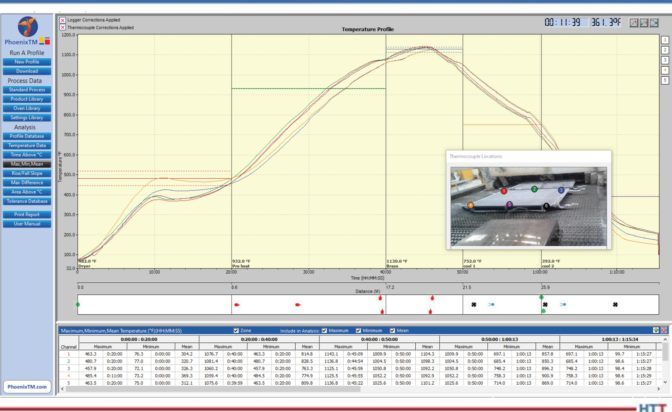
In thru-process temperature profiling the data logger travels with the product through the furnace. The data logger (Figure 1) is protected by an enclosure, referred to as a thermal barrier, which keeps the logger at a safe operating temperature (Figure 2). Temperature readings recorded by the data logger from multiple short length thermocouples can be retrieved post run. Alternatively, if feasible, the data can be read in real time as the system passes through the furnace using a two-way radio frequency (RF) telemetry communication option. The resulting temperature profile graph (Figure 3) provides a comprehensive picture — product thermal fingerprint — of the thermal process.
Fig 2. Thermal barrier protecting the data logger safely entering the conveyor furnace during the temperature profile run. Barrier size is customized to suit process credentials.
Fig 3. Typical temperature profile recorded for an aluminum CAB brazing line giving a complete temperature history for a brazed radiator at different product locations.(1)
Monitoring Your Heat Treat Process Temperature at the Product Level
Applying thru-process temperature monitoring product temperature measurement can focus on the micro product level which at the end of the day is most important. Static control thermocouples give an environmental temperature of the furnace in a zone, but this only reflects the true temperature wherever the thermocouple is located. This may be some distance from the product and may give some bias to its position if located on one side of the furnace. The thru-process monitoring system allows simultaneous product and/or air temperature measurement directly at the mesh belt. Monitoring can be performed across the belt with thermocouple placement on and in the core of the product and can be made to identify areas of different thermal mass resulting in differing heating characteristics.
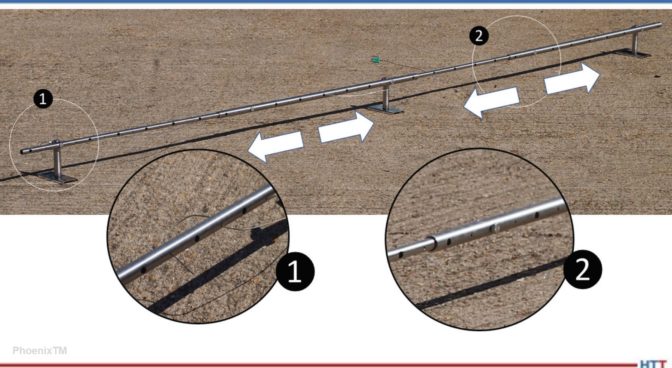
A useful strategy to use before looking at the product temperature is to thermally map the furnace. Thermocouples, connected to the data logger protected within the thermal barrier, are positioned across the mesh belt using a mount jig such as that shown in Figure 4. The jig guarantees reliable location of the measurement sensor run to run and adjustment means it can be adapted to different belt widths. Applying this principle, the thermal uniformity of air across the belt width through the entire furnace can be measured.
Fig 4. Thermocouple mount jig allowing accurate positioning of thermocouples (1) across the mesh belt width with adjustment to suit different belt dimensions (2).
Such data can be compared with zone control thermocouples to see what temperature differential the product may be experiencing at the belt level. Temperature imbalances across the belt and hot or cold spots along the process journey can be identified.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Discover the True Root Cause of Your Furnace Problems
When it comes to product quality and process efficiency in any mesh belt furnace applications, temperature monitoring is only part of the story. Gaining an insight into what is physically happening in the product’s furnace journey can help you understand current issues or predict issues in the future, which can be corrected or prevented. To allow true root cause analysis of temperature related issues, it is sometimes necessary to “go to Gemba” and inspect what the product is experiencing, directly in the furnace. This is not always possible under true production conditions.
For a classic mesh belt furnace application such as controlled aluminum brazing (CAB), internal inspection of the furnace is not a quick and easy task. Operating at 1000°F, the cool down period is significant to allow engineers safe access for inspection and corrective action and then further delay to get the furnace back up to a stable operating temperature. Such maintenance action may mean one or two days lost production, from that line, which is obviously detrimental to productivity, meeting production schedules, satisfying key customers, and the bottom line.
In addition to process temperature problems there are many other production issues that can be faced relating to the furnace operation and safe reliable transfer of the product through the furnace. In the CAB process a day-to-day hazard is the build-up of flux debris. Flux materials used to remove oxides from the metal surface and allow successful brazing can accumulate within the internal void of the furnace. These materials are most problematic at the back end of the muffle section of the furnace where, due to the drop in temperature entering the cooling zone, materials condense out. Flux buildup can create many different process issues including:
Physical damage to the conveyor belt or support structure requiring expensive replacement
Reduction in belt lubricity creating jerky movement and causing unwanted product vibration
Lifting of the mesh belt creating an uneven transfer of products causing possible excessive product movement, clumping, or clashing
Reduction in inner furnace clearance creating possible product impingement issues and blockages
To prevent such problems, regular scheduled inspection and clean out of the furnace is necessary. This is not a pleasant, quick operation, and requires chipping away flux debris with pneumatic tools. Often requiring a furnace down time of 1 to 2 days, this task is only performed when essential. Leaving the clean-up operation too long can be catastrophic, causing dramatic deterioration in product quality or risk of mid-production run stoppages.
Figure 5. PhoenixTM Optical profiling ‘Optic’ System - Optical Profile View. System adaptable for both temperature and optical profiling.
Figure 5.1. High temperature thermal barrier for aluminum brazing system protecting camera and torches through CAB furnace
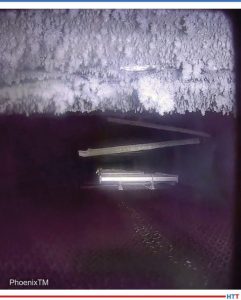
Figure 5.2 Video image in inner CAB furnace showing condition of inner furnace, mesh belt and product transfer
Figure 5.3. Identification of flux debris at back end of muffle furnace prompting scheduling of clean down operation
Optical Profiling – The Efficient Alternative
Optical profiling is a new complementary technique to that of thru-process temperature profiling. The innovative technology allows for the first-time process engineers to view the inner workings of the furnace under normal production conditions. Traveling through the furnace with the products being processed, the optic system gives a product’s eye view of the entire heat treatment journey. A thermal barrier, similar in design to that used in temperature profiling, protects a compact video camera and torch that are used to record a video of what a product would see traveling through the furnace (Figure 5). The principle is just like your car’s dash cam, the only difference being that your journey is being performed in a furnace at up to 1000°F. The resulting video, “Optical Furnace Profile,” shows process engineers so much about how their process is operating without any need to stop, cool, and dismantle the furnace. This allows safe routine furnace inspection without any of the problems of costly lost production and days of furnace down time.
Summary
Monitoring your mesh belt furnace from a temperature and optical perspective allows you to fully understand what truly happens in that black box. Understanding leads to better control, which helps you get the optimal performance out of your heat treat process from a quality, productivity, and energy efficiency perspective.
Don’t get left in the dark. Consider the power of temperature and optical profiling which will literally provide a light at the end of your furnace tunnel!
References:
[1] Steve Offley, “Unveiling the Mystery of Your Al Brazing Furnace with ‘Thru-Process’ Temperature Profiling," Heat Treat Today Magazine, June 2020, p40.
[2] Steve Offley, “Applying ‘Thru-process’ Temperature Surveying To Meet the TUS Challenge of CQI-9.” HeatTreatToday.com. June, 2019. https://www.heattreattoday.com/heat-treat-news/automotive-heattreat-news/applying-thru-processtemperature-surveying-to-meet-thetus-challenges-of-cqi-9/
About the Author:
Dr. Steve Offley, “Dr. O,” has been the product marketing manager at PhoenixTM for the last 4 years after a career of over 25 years in temperature monitoring focusing on the heat treatment, paint, and general manufacturing industries. A key aspect of his role is the product management of the innovative PhoenixTM range of ‘thruprocess’ temperature and optical profiling and TUS monitoring system solutions.
Piotr Skarbiński Vice President of the Aluminum Process and CAB Products Segment SECO/WARWICK Group Source: SECO/WARWICK
A continuous line for controlled atmosphere brazing (CAB) of large-dimension battery coolers will be installed at the plant of a European manufacturer of heat exchangers. This purchase is consistent with continental trends to invest in building supply chains for the manufacture of electric vehicles.
This is the second year in a row that the client is ordering CAB line from SECO/WARWICK, the Polish sister company to SECO/VACUUMin North America; this current commission will be the widest CAB line that the supplier has ever built. Its usable dimensions will allow the customer to manufacture large-dimensioned vehicle battery coolers at a mass scale. The dynamic growth of battery sales involves the growth of sales of other parts such as battery coolers. They are manufactured using highly-specialized continuous lines for controlled atmosphere brazing.
"Globally, we sell more and more CAB lines, which prove well in this industry," said Piotr Skarbiński, vice president of Business Segment Aluminum Process and CAB at SECO/WARWICK. "Our equipment is operated not only in Europe, but also in Asia and North America."








 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com








 Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.
Furnace mapping can be further developed to satisfy either CQI-9/CQI-29 or AMS2750F pyrometry standards where a two-dimensional jig is constructed to perform the temperature uniformity survey (TUS).2 Employing the plane method, a frame jig is constructed to match the furnace work zone with the necessary number of thermocouples to satisfy the furnace cross section dimensions. Temperatures recorded over the working zone are compared to the desired TUS levels to ensure that they are within tolerance as defined in the standards.