Heat TreatToday offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 17 news items.
Equipment
Pomini Tenova, which manufactures advanced roll shop equipment, recently signed two contracts for fully automatic roll shop equipment with Baowu of China. The first contract includes a set of four automatic CNC roll grinders with two automatic inspection stations, to be installed at a plant where two new cold rolling mills for silicon steel will be in operation. The second contract includes two automatic CNC roll grinders and an automatic inspection station, equipped with an automatic roll loading system, which will be installed in the roll shop of a new cold rolling mill for silicon steel production.
Nucor Steel has commissioned SMS group for the modernization and expansion of its Steckel mill at its site in Tuscaloosa, Alabama. The existing Steckel mill will be converted into a tandem Steckel mill, designed to produce high-strength thin strip as well as to boost capacity.
A global car window manufacturer’s European branch has purchased two SECO/WARWICK technological lines for two of the company’s locations. The order includes RHLE units for bending car windows.
Jiangsu Dongpu Fine Ceramics Technology Co., Ltd., has installed a hot isostatic press (HIP) from Quintus Technologies. The HIP model operates company’s production line for Si3Ni4 bearing balls in its manufacturing facility in Lianyungang, China.
Zhang Qing, chairman of OBEI, the Industrial Products Purchasing Company of Baowu, and Paolo Gaboardi, executive vice president of Pomini TenovaSteckel mill commissioned by Nucor and delivered by SMS groupQuintus HIP line for Jiangsu Dongpu Fine Ceramics Technology Co., Ltd
Company & Personnel
Inductotherm Group has appointed Mick Nallen and Satyen Prabhu as co‐leaders, a transition which became effective July 1, 2024, when Gary Doyon stepped down from his role as CEO. Mick and Satyen have a combined experience at the company of nearly 70 years.
Vincent Lelong of ECM USA presented on low pressure carburizing with vacuum furnace technology at Purdue University’s School of Materials Engineering undergraduate seminar. This seminar regularly features industry speakers, some of whom are members of the Purdue Heat Treating Consortium.
The direct reduction plant at Nucor Steel Louisiana achieved a world production record of 330.3 tons per hour of high-quality cold direct reduced iron (CDRI), yielding an outstanding 7,928 tons per day (tpd). A high-quality direct reduced iron (DRI) output with 95% metallization (%M) and a carbon content of 3.3% (%C) was measured. The ENERGIRON technology was jointly developed by Tenova and Danieli.
Jabil Inc, which designs and manufactures supply chain solutions, announced its acquisition of Mikros Technologies LLC, which engineers and manufactures liquid cooling solutions for thermal management.
Aerospace Testing & Pyrometry, Inc., (ATP) recently opened its Pacific Northwest office in Seattle, Washington. With this new facility, the company will now have a footprint in all four corners of the United States.
Satyen Prabhu Co-Leader Inductotherm Group Mick Nallen Co-Leader Inductotherm Group Vincent Lelong of ECM USA presents seminar for Purdue Heat Treating ConsortiumNucor achieves a World Production Record with ENERGIRON, developed by Tenova and Danieli Mikros Technologies facilityAndrew Bassett, President; John Hollman, Regional Manager, and Edwin Rosales, Pacific Northwest Manager Aerospace Testing & Pyrometry, Inc.
Kudos
Solar Atmospheres‘ Greenville, SC, facility recently announced it has been awarded Parker Aerospace approval. Its five facilities are now able to assist clients with Parker Aerospace thermal processing requirements.
Furnace manufacturer Grieve Corporation has reached its 75th year in business. Begun in 1949 as a small job shop in Chicago, the company now occupies a 100,000 square foot facility in Round Lake, Illinois
StandardAero, an independent provider of engine maintenance, repair and overhaul (MRO) services, recently celebrated the tenth anniversary of its Singapore facility, a Pratt & Whitney Canada Designated Overhaul Facility (DOF) for the PW150A turboprop engine. This anniversary coincides with the company’s redelivery of its 500th PW150A engine, which powers the popular Bombardier Dash 8-400 regional turboprop.
Paulo’s Cleveland Division was recently awarded approval from GE Aviation for hot isostatic pressing, specifically GT193 Process Code FF.
C3 Data has achieved SOC 2 Compliance, which ensures stringent standards for handling sensitive data.
Tennessee Society of Association Executives recently honored Tom Morrison of the Metal Treating Institute (MTI) with the Industry Marketing Award for its Jobs of Tomorrow Workforce Development Program.
Solar Atmospheres of Western Pennsylvania announced that it has been awarded Pratt & Whitney‘s PWA 11, “Heat Treatments” approval. The facility is now certified to perform heat treatments for P&W’s Suffix 17, “Precipitation Harden,” and Suffix 22, “Austenitize, Quench, and Temper.”
Grieve Corporation Board of Directors Left to right: Frank Calabrese, vice president; Tony Caringella, president; Doug Grieve, chairman of the boardLeft to right: Jamie Flynn, Executive Director of Tennessee Society of Association Executives, and Tom Morrison, CEO of Metal Treating Institute (MTI)
Heat treat industry players from across a spectrum of facilities, suppliers, and manufacturing specialties landed in Pittsburgh, Pennsylvania, on Monday, September 24, 2024, to kick off Heat TreatBoot Camp 2024. Attendees networked, gained new practical knowledge, and participated in a tour of a local commercial heat treating facility. It wasn’t all work; an opportunity to get to know one another at a meet-and-greet reception upon arrival and later on a trip up Pittsburgh’s Duquesne Incline allowed boot campers to relax and connect, balancing work with fun.
A day and a half of sessions led by instructors Doug Glenn, publisher and founder of Heat TreatToday, and Thomas Wingens, president/CEO and founder of WINGENS International Industry Consultancy, brought the 39 trainees up-to-speed on “Processes & Materials,” “Heat Treat Players,” “Latest Heat Treat Developments,” and more. Questions and discussion were encouraged during the formal sessions, and heat treaters had plenty of informal, additional learning time through interactions with each other and the instructors.
At the end of the first day of lectures, nearly all of the attendees boarded a school bus to visit the Duquesne Incline on Mount Washington and enjoy the view of Pittsburgh. Following another day packed with training and resources, attendees had the option to visit Solar Atmospheres in Hermitage, Pennsylvania, to tour the in-house vacuum heat treating and brazing facility.
Ike Okoh Product Engineer Dry Coolers
“I’ve enjoyed talking about the different types of heat processes and the types of furnaces — vacuum and atmosphere air systems,” said Ike Okoh, a product engineer with Dry Coolers, Inc, based in Michigan. “The questions I had before the course started were answered during the course, and the most beautiful part of the program was that it’s not always you get to see CEOs and or business owners in the training sessions with you. It’s wonderful to get to meet them and find out more about them and their companies.
“The instructors, Doug and Thomas, were really nice, went through the course and broke down some of the issues, took questions and answered them,” Okoh added. “All in all, it’s been an enlightening experience.”
“Every group that’s been here is different,” said Glenn. “This group has been really fantastic; it’s an engaging group, and overall, we’ve heard positive feedback that the sessions and networking have been helpful. So, thanks to everyone who has come, and we look forward to seeing others next year.”
Highlights of the Event
Monday evening’s meet-and-greet allowed participants to network and connect.
Days 1 and 2 of instruction from Doug Glenn and Thomas WingensField trip to Pittsburgh’s Duquesne Incline after Day 1 of instructionHTBC 2024 team and attendees
Keep your eyes open for your invitation to join us in 2025 for our fourth year of training up heat treaters of the future. Be sure to register early and bring friend and coworkers!
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the next 5-10 years in the heat treat industry. What are the trends and what should you prepare for. Experts include Peter Sherwin, Eurotherm by Schneider Electric; Janusz Kowaleski, Ipsen Group; Andrew Bassett, Aerospace Testing & Pyrometry; and Dan Herring, the Heat Treat Doctor from The HERRING GROUP, Inc.
You can view this special video edition of Heat Treat Radio by clicking the button below.
Heat Treat Radio host Doug Glenn continues his conversation with AMS2750F expert Andrew Bassett. This final discussion revolves around changes in temperature uniformity survey (TUS) specifications.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glen (DG): In this episode, Andrew Bassett and I have our third and final conversation about AMS2750F. Andrew Bassett is president of ATP and directly contributed his expertise to the latest revisions of AMS2750. If you haven’t heard the previous two episodes, you can find them by Binging or Googling Heat Treat Radio or by simply typing www.heattreattoday.com/radio into your browser.
In the first episode, you and I did some talking about just the AMS2750 generally; what it was, how it’s done, who was on the committee obviously, the fact that it’s not just a minor rewrite, but that it’s a major rewrite and then specifically in that first episode, we talked about thermocouples and calibration. Once we were done with that, we went into the second episode where we talked about system accuracy tests.
Andrew, again, tell our listeners who was involved on the committee. I know that from our perspective, the good folks over at GeoCorp had James LaFollete on the committee and I know Doug Shuler from Pyro Consulting was on there, but who else was on the committee that was responsible for putting this revision F together?
Andrew Bassett (AB): We had Marcel Cuperman from PRI (Performance Review Institute). He is one of the lead staff engineers for the NADCAP heat treat task group. We had Doug Matson from Boeing. Doug Matson, after the release of Rev F went into retirement. He has still been very active on any questions that have been arising with the Rev F. He’s retired, but he’s still in the loop with the specification. We had Brian Reynolds from Arconic. Again, we were looking for various people within the industry, so Brian Reynolds gave us a perspective from the raw material suppliers. We also had Cyril Vernault from Safran Aerospace. We wanted some European influence on the specification, and he is also the task group chairman for heat treat. We had a good, well rounded group of guys that were experts on this, to try to get this next revision put together.
DG: And yourself, of course. Let’s not forget that.
AB: I always like to say that I wrote the good stuff in there.
DG: Before we jump into TUS specifics and some of the major changes there, I want to hit just briefly on training. You and I were talking about this before we hit the record button. The fact of the matter is, there are several different training courses out there. Obviously, these three episodes ought to be helpful to you. A direct call to your cell or to Aerospace Testing and Pyrometry probably wouldn’t be a bad idea if somebody needed help with it. Does ATP also provide a training course?
AB: Yes, we do. We’ve always prided ourselves on providing AMS2750 training. Our training has always been customized to what our customers requirements would be, so every course is not the same. We like to take it to more than just AMS2750. You have to remember, there are other aerospace primes out there that have their own pyrometry requirements. For instance, GE Aviation has their own pyrometry requirements, P10TF3. Rolls Royce has their own pyrometry requirements. Or Pratt & Whitney might have some other things that need to be addressed. We actually sit down with our customers prior to any training and kind of take out the information that is needed, and then we perform the training onsite at the client’s facilities. So that if any other questions arise – “Hey, you’re talking about the SAT stuff” – then I can say, “Hey, let’s go for a field trip” and we can walk right out to the customer’s equipment and kind of demonstrate how to do, let’s say, a proper SAT or proper calibration. Again, we’ll cover various different specifications. For instance, one thing we like to do is find out what types of heat treating they’re doing. If they’re strictly a vacuum heat treating, I’m not going to talk about any of the aluminum requirements. There are some pyrometry requirements when it comes to aluminum, but we’ll talk about vacuum gauge calibrations, which is not covered under 2750, but is covered under AMS2769. Again, each one of our courses is customized to what our client’s needs are.
So, yes, they can feel free to reach out to us. There is myself and Collin Thomas who is an ex-NADCAP auditor for the two instructors for the course, and we’re more than willing to help out with that at any time.
DG: And just so everyone knows, at the end of this podcast, we will mention a couple of other companies and resources that you can go to for training on AMS2750F. I would like to mention, though, just a little self-serving note – and I did this with Google just a minute ago, though I don’t know that it will work on everybody’s location and what not… I Googled “AMS2750F” and Heat Treat Today came up as the second item with an article that we posted back on July 21st called AMS2750F expert analysis of which, Andrew, you were one of the contributors. We had five contributors, I believe, to that article, Doug Shuler being one of them, Peter Sherwin from Eurotherm being another, yourself being one and we had two others, Jim Oakes from SSI and Jason Schulze. I think you had to answer two or three questions and we compiled that. So that’s also a good resource to go to, if you have a moment to do so.
Let’s jump into temperature uniformity surveys (TUS). As we’ve done in the past, basically what we’re doing is asking you, “what were the major changes in this area?” So we’ve broken TUS into five basic questions. Let’s hit the first one now. Looking for the major changes in modifications and repairs section, tell us about that.
AB: In Rev E (the previous revision), there were two sections broken out called furnace modifications and furnace repairs. We put in there the caveat “but not limited to the following things.” If you replaced a hot zone in a vacuum furnace, or you changed thermocouple locations, these would trigger a major modification where you would have to do an initial uniformity survey. We basically took out the repairs function and just left in modification. If any kind of preventive maintenance, or some sort of maintenance function that is done, that would be considered a repair, it’s going to be up to the user’s quality organization to determine if any other testing is going to be required. For instance, if they replace a door seal around a door, quality is going to have to get involved and ask, “Do we need to do a uniformity survey?” What I always tell suppliers out there that are compliant with this is, get with your maintenance team, because the maintenance team typically will know whatever repair they did will have a major impact to maybe a uniformity survey. At that standpoint, repairs will have to be documented, as always, and then quality is going to have to sign off and ask, “Do we need another calibration, an SAT or a TUS?” We’ve put the onus back on the users now to determine if a test needs to be conducted. And then they’re going to have to defend that if they have an audit.
It was kind of silent in the previous revisions of the spec, but it was kind of mentioned that when you move a piece of thermal processing equipment from one corner of the building to the other corner of the building, that you were going to be required to do an initial uniformity survey. I brought up to the team, that these days, they actually make furnaces and ovens with wheels on them. This is for cellular manufacturing. If they have wheels on them to be moved to different locations, it again will have to be on the onus of the quality department to determine if another uniformity or initial survey needs to be done. Maybe they do a quick test on the furnace to make sure it’s within the same realm as the previous testing. We did say that initial TUS may be waived if the furnace is designed to be portable.
Some of the other major changes/modifications were people were always thinking if you changed your control thermocouple, when you replace it with a new one, that you have to do an initial survey. We always said no, you don’t have to do that as long as you put it back in the documented location. But I did see a problem with this when if they change the type of sensor, basically the thickness of the sensor. Maybe they went from a 3/16th sensor down to a 1/8th sensor. Well the 1/8th sensor is going to be more sensitive to temperature change and that could have a major impact on the uniformity. Or if they went from a hot junction that was not exposed to an exposed junction, this again increases the sensitivity. So we added in that as a major modification. If you do change that type of scenario on your thermocouples, then yes, you’d better do an initial uniformity survey.
And lastly, since we’re getting more and more advanced control systems, if you change the PLC logic, the PLCs that control a vacuum furnace or any other type of thermal processing equipment, then you better do an initial uniformity survey. So we kind of beefed up a little bit of the major modifications to address some of the newer technology that is out there.
DG: You said a lot of that was up to the quality department? Is that true, for example, when you went from a hot junction to not? Is that still up to the quality department?
AB: No. That’s now been changed under the major modifications that would trigger an initial uniformity survey. Changing from different types of sensors is not a repair, that is a modification.
DG: How about the way vacuum furnaces and the TUS’s need to be performed there? What were the major changes?
AB: There was really only one major change that we changed for when you conduct a survey on a vacuum furnace. Before, all you had to do was just do your typical uniformities within your temperature ranges for your qualified range of use and your vacuum pressure. If you had a diffusion pump, it had to get below one micron and then just do your survey. But then, I think it was Dr. Shuler, that brought up the idea that said, if people use a back fill gas or use partial pressure, maybe they just need to have one test under partial pressure.
At first, we got a lot of push-back from the suppliers on that saying this is going to cost them extra money and they would have to do an extra test. And we said, no, this is just part of your routine temperature uniformity survey schedule. We’re just saying, at least on an annual basis, you choose a single operating temperature within a defined partial pressure range that you use during production. We just want a survey done that way. You get to choose what gas you’re using, if you’re using argon or nitrogen. The thought process behind this was, if you had a needle valve that maybe was leaking and creating a cold spot in your furnace and you didn’t know about it, it’s more of a preventive thing to ask are those needle valves leaking and are you getting a cold spot in your furnace that you don’t know about. That’s all we’re asking, is just for one survey to be done in any one of your single set point temperatures with any partial pressure gas in the range that you define as your partial pressure. Once we explained it that way, we were able to get over that hump and move forward.
DG: It wasn’t as onerous as it initially sounded, apparently.
AB: Yes, I think the wording in the original draft sounded like it was going to be an extra survey, and I can understand the pushback from the suppliers. We explained that it was not an extra survey, it’s just one during your regular routine survey.
DG: Right. It replaces another one.
AB: Correct.
DG: Question 3. Location of the test thermocouples when you’re under 3 cubic feet.
AB: This was something that I always had an issue with in AMS2750, in the previous revision. How it was stated was that when you have a furnace less than 3 cubic feet, you can do a survey with five sensors. And it said that the five sensors shall be placed in the corners. Well, in a cylindrical furnace, you have eight corners, so what five corners do you choose? My understanding was that when NADAP PRI was teaching their pyrometry course, it was basically the central plane of the furnace. So you would have two thermocouples in the front that were in the center plane and then two in the back in the center plane and one in the center.
And I said, that doesn’t really work so well because you’re not really getting what’s on the top of the furnace or the bottom of the furnace. So, what we ended up doing was putting some new diagrams in the specification that showed that you’re going to go opposite corners. Let’s say you’re going to put one thermocouple in the top left corner in the front and then diagonally across from that will be one in the bottom right corner. Then in the back you would reverse those. So we are covering the top and bottom of the furnace. And the last thermocouple will be in the center. We spelled out a little bit better way of testing these smaller furnaces.
Source: ATP
In a cylindrical furnace, it is stated that those thermocouples should be 180 degrees apart. Again, the NADCAP course would basically put five thermocouples in the center plane of a cylindrical furnace. And we said, no, we want two thermocouples on the top directly 180 degrees apart from each other and then two on the bottom, again, 180 degrees apart from each other, but they should be offset 90 degrees from the top one. You’re getting a better test of your full work zone dimension. I’ve always been doing these testings with these small furnaces in this method because that’s actually an older requirement from an old Boeing specification; the old BAC5621 actually spelled it out this way. We kind of adopted the old Boeing requirement of the smaller furnaces to show a better test for your small furnaces now.
Source: ATP
DG: Right. And let’s be clear, that is for a 3ft3 or smaller furnace. I assume, over 3ft3, you’ve still got nine thermocouples.
AB: Yes, greater than 3ft3 and less than 225ft3, you’ve still got the nine sensors. Once you get above 225 ft3, then the formula is in place in 2750F that spells out how many more thermocouples. I believe we don’t allow it to go past 40 thermocouples in some of those big monster furnaces.
DG: Let’s talk about aluminum for a little bit here. We’ve got radiation test surveys in aluminum furnaces, anything above 800°F; let’s talk about that.
AB: This is actually a surprise that this didn’t get some more pushback when we were putting the drafts out there. Originally, in previous revisions, it said all aluminum solution heat treating furnaces where the heat source is located in the wall, you had to do what’s called a radiation test survey. But we’ve changed the requirement to say all aluminum alloy thermal processing equipment used above 800, also with the heat source located in the furnace wall, ceiling or floor. This is a game changer because this will now put those aluminum vacuum braze furnaces into play. This was typically only a requirement for solution heat treating of aluminum alloys, but now it’s going to be for aluminum brazers. I’m very curious of how this is going to work. A radiation test survey is basically you have to have one 6061 aluminum panel that is 12 inches square with a test thermocouple peened into the middle of it and there is one panel for every 10 cubic feet of wall area. Basically, what we’re looking for is if there is any kind of direction radiation of heat to an aluminum panel as your panels are going to get extremely hot. What they’re looking for is eutectic melting. All aluminum heat furnaces, it’s required by AMS2770 which is the aluminum processing spec that says if you’re processing aluminum, there can’t be any direct radiation to the parts. But in a vacuum furnace, how is it heated? Direct radiation. I’m very curious as to how this is going to play out for those suppliers. Again, I was really surprised there wasn’t a whole lot of pushback from the aluminum vacuum braze facilities that have these types of furnaces that are now going to be required to do this test. It’s going to be interesting how that plays out once 2750 is in full force for everybody.
DG: Yes, and I guess we ought to say that it is not always radiation in a vacuum furnace. If you don’t have back fill gases, ok, it’s going to be all radiation. But if you’ve got some convective heat going on with back fill gases, that is possible. It doesn’t change the point that we’re making here. This is something for people to be aware of if you’re working with a vacuum furnace above 800°F, you’re doing any type of aluminum, then you’ve got a new requirement to do this radiation test.
AB: Yes. It’s the change of the words of ‘solution heat treating’ to ‘all aluminum alloy thermal processes.’
DG: Last question of the five. Documentation requirements. You mentioned there have been some changes. Tell us about those.
AB: We made a few changes to the documentation requirement. Basically from the standpoint of Rev E, we left everything from the original requirements in there, but people were unfamiliar with right after the section that talked about documentation. (The funny thing is we had to change it from reports to documentation. There was somebody that said we don’t want to call it a report because that quantitates that it has to be all in one package, we want to call it documentation. So we appeased that one.) Anyway, in Rev E, it was not part of the documentation records, but should be accessible on site, which were the control instrument tuning parameters, the PIDs or the proportional band reset rate, depending on the instrument manufactures, that those had to be documented for each thermal processing equipment. We thought this is being missed. There are a lot of places that I’ve been to where they don’t even know what the tuning parameters are. So we said from now on you’re going to have to document that in your TUS reports.
It also required to have a diagram of your TUS thermocouple location. That has always been a requirement, but we also now require you to show where the control thermocouple is placed and if you have any recording sensors. If you have type A instrument A or C instrumentation to have the high and low, those would have to be denoted on the diagram for part of the documentation package. We want to make sure that the supplier is aware that we don’t just need to see where your nine thermocouples are located, we also need to see where the control is and any applicable other sensors in the furnace that qualify for A, B or C.
We also want to find out, too, what type of atmosphere is being used in the furnace. Is it air? Is it a vacuum? Are you putting it under carburizing? You now have to list the atmosphere that was done during the testing as well. And then we’re also saying that the TUS test instrument that you’re using, you have to let us know what the correction factors are, even if you electronically apply them to the TUS instrument. You’re allowed to put in the correction factors prior to starting the TUS for your test instrument. A lot of people are saying it’s already been put into the recorder, I don’t need to document it. But we’re saying we still need to know what that correction factor is. So you need to document what those correction factors are.
There are two other things that are new to the documentation requirements. If you have types A or C instrumentation, again with the hot and cold thermocouples placed in there from the last uniformity survey, there shall be an analysis done to make sure that those locations have not changed. There are some requirements in Rev F that say if your uniformity survey is half your uniformity tolerance. In other words, if you’re testing for ∓10 and your final results come out less than ∓5, you can make an easy statement that my survey is within ∓5. No relocation of my hot and cold sensors are required. But you have to do an analysis of those two sensors for types A and C.
[blockquote author=”Andrew Bassett” style=”1″]We also want to find out, too, what type of atmosphere is being used in the furnace. Is it air? Is it a vacuum? Are you putting it under carburizing? You now have to list the atmosphere that was done during the testing as well.[/blockquote]
The other change deals with more of shaker type furnaces or continuous type furnaces, we call them continuous or semicontinuous furnaces. You have to list out what the traversing speeds are during your uniformity survey, maybe whatever your bump rate is for your shaker or the traverse rate. Then you’re going to have to recalculate what your work zone is. With a continuous type furnace, obviously your work zone will shrink the faster the belt goes through the furnace. There needs to be a recalculation of the work zone dimensions based on the survey based on what the belt speed should be.
And then lastly, like we’ve done with all the other documentation, if your service is being performed by a third party, the quality organization of the third party must also approve the reports as well.
Those are the major changes when it came to the documentation for temperature uniformity surveys.
DG: Basically, we’ve hit on three major areas. The first episode – thermocouples and calibration, the second episode – system accuracy tests, and this episode – temperature uniformity surveys. Are there any other odds and ends that you think our listeners should know about?
AB: Absolutely. There are a couple last minute things towards the end of this specification that already passed all the testing requirements.
The biggest pain when it came to Rev E is that we had the requirement for rounding, and that was to the ASTME29 method. That caused a lot of problems. I think we put a number on all the thermocouple suppliers because typically the thermocouple suppliers – when they’re doing their calibration of thermocouples – put everything into Excel. Well, Excel rounds .5 up, like we all learned in grade school. But, E29 doesn’t like that. They like to have if your next significant digit is odd, it rounds up; if it’s even, it stays the same. That put a little hamper on all of the thermocouple guys and we kind of didn’t think that one through.
So, now we’ve changed it in Rev F. The methods that you can use are ASTME29 using the absolute method, that still can stay the same, or you can use an equivalent international standard such as ISO 8001 rule B which is .5 round up, or you round to any commercial spreadsheet, in other words .5 round up. As long as you have documented procedures and you have to use it in a consistent manner. I should say we’ve relaxed the rules, so now you can choose what kind of rounding method you want to use.
We wanted to make sure that we spelled out, too, that all the tolerances in 2750F, if you look at Rev F compared to Rev E, all the tolerance requirements, we used to say plus or minus 10, now it says plus or minus 10.0. It’s an absolute. If you have a survey that you do that is 10.2 and you want to try to round that down, you can never round anything back into compliance. If something does fall out of tolerance by a 10th of a degree, or whatever, you cannot using the rounding function to bring it into compliance.
We addressed a hole that was left in Rev E on your test interval extensions. In previous revisions, we forgot about adding bimonthly and every four months, how many days you can go past an extension for a due date, so we finally addressed that in this revision. It used to be Table 10 and now it’s Table 25. The only thing that’s added onto this is if you do use an extension for any reason, there must be a written justification approved by the user’s quality organization. It can be as simple as: my test came due on Sunday, but I came in and did the test on Monday. You’re just going to have to write a note saying the due date was Sunday and you did it on Monday. You just have to write some justification of that.
Lastly, and I think this is a big thing, as well, is under the quality assurance provision. It is basically the section that says what happens if you have a pyrometry failure and so on. We didn’t change anything in there except two years after the release of Rev F, any third party pyrometry service organization must have a quality system approved to ISO 17025. Also, the scope of accreditation shall include laboratory standards and/or the field services applicable.
Third party service providers, two years after the release, will now have to be 17025 accredited. If they are, there is also no procedural oversight from the supplier. For example, since we’re 17025 accredited for our laboratory, we actually hold two different accreditations, one for our laboratory and one for our field service work for calibrations for uniformity surveys and system accuracy testing. Now, since we are third party accredited, our clients will not be required to have any oversight on us. Personally, I don’t think that’s the best option; I think the supplier should still be able to audit us and look at our procedures to make sure it’s compliant with the industry standards. But according to Rev F, there is no more oversight if we’re third party accredited.
I wasn’t a big fan of adding this in. Again, you would think people that are 17205 like ourselves would be happy to have this in there as it might weed out some other companies, but I’ve actually worked with some really good smaller shops – a two-man father and son that’s located in New York, and then a gentleman in California that is just a single guy, and these guys are very versed in the specification and do thing right. Unfortunately, now they’re going to have to be 17025 accredited. I talked to one of them and he said, “This may put me out of business. I don’t know if I can afford swinging this. I do a good job.” And I said, “I know, I’m trying to fight for you on this,” but it ended up going in. At least we put the caveat that they have two years to get it down, so it’s not something immediate.
DG: Yes, that is the danger when you start requiring certain accreditations, licenses or whatever. It’s typically the small guy that takes the beating. That’s too bad, but that’s the way it is… I shouldn’t be so flippant about that, should I? It is too bad!
AB: I really struggled. Originally, the first draft was going to be immediately, and I said, no, let’s put a moratorium on it for at least two years so people can queue up for that.
DG: I guess the moral of the story for the end user is within two years you need to be asking your third party survey companies/accreditation folks, whoever is coming in to do your pyrometry and whatnot, if they have this 17025.
Anything else? Any other odds and ends?
AB: The last thing I want to add about the 17025 is that this is only for third party suppliers. We’ve received questions like, We do our pyrometry internally, do I have to go get 17025? No, you don’t. It’s only for third party suppliers.
DG: Let’s wrap up with a couple of quick things here. Training. If there are listeners out there who want additional training. We talked at the beginning of this episode about what Aerospace Testing and Pyrometry, your company Andrew, what you guys can do. I’m going to list a couple of other places, I believe, have training, and then if you know of any others you’re comfortable mentioning, please feel free to do so.
I do know, you mentioned, PRI does some sort of training here on this. I believe, a good friend of Heat TreatToday, Jason Schulze up at Conrad Kacsik, have something, and I’m sure they can do custom. I don’t know if they have standard courses or not, but I’m sure they can do some custom stuff. And, I believe that Super Systems also has some sort of training on this. I believe GeoCorp does, or will. But those are the only sources I know. Correct me if I’m wrong on any of those and let me know if there are any other places that people could get training.
AB: I wasn’t familiar with Super Systems or GeoCorp, but everybody is getting onto this bandwagon. But the other course I would also know of is Doug Shuler’s Pyro Consulting as well. He does teach an advanced pyrometry course.
DG: First of all, Andrew, we really appreciate your time doing these three episodes. If people want to get a hold of you, what are you comfortable giving out? We don’t want to give out your cell phone, unless you’re comfortable with it, but certainly emails and things of that sort.
AB: They can give me a call on our office line which is 844-828-7225. If you press 1, that’s supposed to actually ring my cell phone, but sometimes it doesn’t and sometimes it does. You can try the office line or you can reach me through email which is abassett@atp-cal.com or you can hit us up on the website www.atp-cal.com and you can just hit one of the emails of support and let me know what you’re looking for from pyrometry training, or anything else for that matter, and I’ll be more than happy to reach out to you.
DG: If you’re interested in reaching out to Andrew, please try the above. Of course, I’m always willing to take emails and put you directly in touch with Andrew, if you’d like. You can do that by emailing doug@heattreattoday.com.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
In this first of a three-episode series on AMS2750F,Heat Treat Radiohost, Doug Glenn, discusses Andrew Bassett of Aerospace Testing & Pyrometry discusses the significant changes in the specification in the areas of thermocouples and calibrations.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): This past June AMS2750 released revision F, but what does that mean to you? We caught up with AMS2750F committee participant, Andrew Bassett, to find out. Our conversation about this revision will stretch over 3 episodes with the first dealing with thermocouples and sensors, the second dealing with system accuracy tests and the third, temperature uniformity surveys. This first episode will be all about thermocouples, sensors and calibration.
Andrew, welcome to Heat Treat Radio. We're excited to have you to discuss this AMS2750F revision. If you don't mind, why don't you take a minute and introduce yourself to our listeners?
Andrew Bassett (AB): I'm president and owner of Aerospace Testing & Pyrometry, headquartered out of beautiful Bethlehem, Pennsylvania. I've been in the aerospace pyrometry field for going on 30 years, after graduating from college at Davis and Elkins college in Elkins, West Virginia with a degree in communications. I discovered by myself that I would end up starving in radio broadcasting, which my field was, and got involved with a company called Pyrometer Equipment Co., a family owned pyrometry business. They needed some help as they were expanding operations, and it was the father of my girlfriend (at the time)—now my wife--who had started that business in 1956. That's how I got my break into pyrometry.
Davis and Elkins College (photo source: dewv.edu)
This was also the time when NADCAP was starting to put its foothold on the aerospace industry. I kind of self-taught myself in the ways of aerospace pyrometry. I spent many years getting to know the specification and understanding what the requirements were, dealing with the auditors themselves, and having them teach me about what they look for during audits. I've taken that knowledge with me for the last 26 years.
After I left the family business, I worked for another start-up company in the field of pyrometry, left that company, and worked for a large commercial heat treat company based in the Southeast as their pyrometry director. At that time I started to feel like I wanted to start my own pyrometry business. So, in 2007, I started Aerospace Testing and Pyrometry (ATP). I was doing it part-time for a while, but then in 2009, I decided to go full force. To this day, it is not just me anymore: there are 16 of us in the company which is spread from coast to coast to take care of pyrometry services as well as other things we have branched off in with ATP. I call it our four headed monster. We have our pyrometry services, which includes calibration and testing of thermal processing equipment. We do get involved with other testing as well, like vacuum measuring systems for vacuum furnaces. We've also done humidity pressure gauges and gotten involved with different types of calibrations as well. Additionally, we have our laboratory, which is based in Ohio, where we do calibrations of secondary standards and field test equipment. Finally, we have our consultant and training arm, with which we have a full-time ex-NADCAP auditor on staff who is able to assist our customers with pre-assessments of NADCAP audits.
AMS2750 is the main aerospace material specification in pyrometry. If you actually try to do a Webster's Dictionary search on pyrometry, you'll find it is a made-up word. We've interpreted it as the calibration and testing of thermal processing equipment; that is, heat treating equipment and any type of thermal processing will fall under this specification when it comes to testing.
AMS2750 has also now been adopted by others; it is not just a heat treating specification anymore. Two years ago, the FDA adopted AMS2750. Those facilities that are heat treating medical implants or dental drill bits will now have to follow the requirements of AMS2750. The one industry that walked away from this specification is the automotive industry. They have their own requirements called CQI-9. I always make a joke that the one good thing about AMS2750 in dealing with aircraft is that we don't see planes falling out of the sky, but we do see a few more recalls on automobiles and automotive parts.
DG: Just as a little preview for our listeners, Heat Treat Radio will be doing probably a two to four-part series, similar to what we're doing here with Andrew, on CQI-9, so stay tuned for that.
Andrew, how exactly did your company get involved with AMS2750?
AB: So, they had started to revise—and this goes back several revisions ago—revision C to create revision D. Revision C, I always said, was the Bible: You can give it to 100 different people and you would get 100 different interpretations. It was a much-needed change that was needed in revision D. At this time in my career, I only had about 8 years experience in pyrometry, but I had to live and breathe this document day-in and day-out. So, I approached several members from the AMS2750B team to get involved with the spec. I didn't have the great experience like some of the other members of the team who were from Boeing, Bodycote, and Carpenter Technology and other folks, and they said, “Well, we kind of have our team set into place. We'll ask you questions if we need anything.” I didn't hear much from them, but one of the team members did keep me posted of some of the changes.
Then when it came to the rev. E, I heard rumblings that they were going to revise the spec again, and it was at this time that I decided to attend an AMEC meeting. AMEC is basically the think tank of all of the AMS specifications that are dealt with. AMEC stands for the Aerospace Metals Engineering Committee. The various segment specifications fall under various commodity groups, I believe it's A thru H. AMS2750 is actually owned by committee B for NSAE. So AMS guys write the specifications, the commodity committees own the specifications and that's how this process works.
I did attend my first AMEC meeting and the chairman at the time was a gentleman from Lockheed Martin. Anybody can join the AMEC meetings and be a part of them, but at that meeting he asked who I was and my background. I told him and said that I wanted to get involved with this specification and he said, “By all means you need to get involved with this specification. Since you do this for a living, I think we'd like to have that perspective.” So that's how I got on the AMS2750 team for rev. E. I'm still young enough, and dumb enough, to keep going on to this revision of rev. F and will probably be around for the next revision after that.
I did have my inputs in both the specs. We had a great team for rev. F which included myself, Doug Matson from Boeing, who has since just retired, Marcel Cuperman, who is a staff engineer for heat treating for PRI NADCAP, Cyril Vernault from Safran Aerospace, (he is also the heat treat task group chairman in NADCAP), Brian Reynolds from Arconic, Douglas Shuler from Pyro Consulting and a NADCAP auditor, and James LaFollette from GeoCorp. Our team has consisted of people across various parts of the industry. From Arconic’s standpoint, we were looking from the raw material producers. Obviously, with GeoCorp, it was from the thermocouple side of things. And from Cyril Vernault based in France, we wanted the European influence of what's going on over there. So, a good, broad range of people from various sectors of the industry are involved with the specification.
[blocktext align="left"]“I'm an end-user, so I'm able give my input and say, ‘Hey, this doesn't make sense. What you want to add into the spec is not real world.’”[/blocktext]One of the things I always had in my mind when I first got involved with the specification was that the specifications were written by the aerospace "primes," but that's not the case; it involves people, such as myself, who are end-users of this specification. I'm an end-user, so I'm able give my input and say, “Hey, this doesn't make sense. What you want to add into the spec is not real world.” It’s nice that people such as us get involved with these specifications.
DG: Let's talk about the main sections of this specification. If you break them down, what are the main sections?
AB: There are really only five sections of the specification. You can break it down into thermocouples, calibrations and thermal processing classification, SAT (system accuracy testing), TUS (temperature uniformity surveys), and the very last five or six paragraphs are on the quality provisions (what happens if you have a failed test). Those are the 5 main sections of AMS2750.
DG: So focusing on the topic of this episode, thermocouples and sensors, let's highlight some of the profound changes that have been made in rev. F. First, what are the biggest changes regarding thermocouples and sensors?
AB: The bigger changes relate to how we address some different thermocouple types that were not addressed in previous revisions of the spec. In rev. F, we added and gave a thermocouple designation, type M, to Nickel/Nickel-Moly thermocouple. These thermocouples have been around for a long period of time. We do know that they're being used in aerospace application, especially at very high, elevated temperatures. It's more cost-effective than going into the platinum or the noble-based thermocouples. Type M was one of the newer thermocouples we added.
We also addressed the use of RTDs, which is, again, something that we had seen in the aerospace industry for quite a while. As I mentioned before, this is also a crossing over from the heat treat world into the chem-processing world. A lot of these chem-processing tanks use RTDs to measure chem temperatures, so we thought we better address these type of thermocouples.
RTDs in AMS2750F explained (photo source: Andrew Bassett, ATP)
Then we also added refractory thermocouples, which people weren't all that familiar with, unless you're dealing with the hot isostatic pressing (HIP) process. We're seeing more and more of the HIP furnaces out there now, with all of the additive manufacturing that is going on. We see people adding HIP furnaces everywhere, and a lot of those HIP furnaces are coming with type C thermocouples, because they are rated for these elevated temperatures that the HIP processes do. I think the type C thermocouples are rated close to 4,000 degrees Fahrenheit. We had to add some of these extra sensors that have been around for a while, but we wanted to bring them out a little bit further.
One of the other changes that was pretty significant—though I don't think it will affect the industry all that much—is that now we require thermocouples to be accurate to what's called “special limits of error.” The previous revision allowed for two different types: You were allowed special limits of error, which the accuracy is + or –2 degrees Fahrenheit, or .4% of reading. That was only required for a system accuracy test sensor or for a sensor that was being put in a Class 1 or 2 furnace. All other sensors, such as TUS of load sensors, and class 3-6, we allowed for standard limits of air, which was + or –4 or .75% of reading, whichever is greater.
We did some polling of major thermocouple suppliers out there. With my personal experience and that of some of the other people on the committee, we kind of said, “Hey, you know what? No one really orders the junky stuff, the standard limits; everyone orders special limits of error.” James LaFollette said, “Come to think of it, I don't think I've ever seen a purchase order that says give me the crappy stuff. We all order special limits.” So that's what we discovered – that no one was ordering the bare minimum because there wasn't a price difference between the two. Everyone had already been ordering the good stuff, so we just made that a little bit of a tighter requirement. Again, I don't think it's going to affect any suppliers out there.
I think the biggest change, when it came to thermocouples and sensors, was a big restriction that we put on what's called “expendable test sensors.” This was dealing with the base metal thermocouples. Base metal thermocouples are type K, type J, type T, type N, type M, and a couple other type base metals.
Click to read the Heat Treat Today article on thermocouples.
Primarily in the heat treating and thermal processing world, you pretty much see the K, J, N, and T. We had done some studies as a sub-team within 2750 to look at the drifting of thermocouples, that is, where thermocouples start to lose their accuracy. In the previous revision, we had some provisions in place that allowed people to use these expendable thermocouples that were attached to a temperature uniformity survey rack and were preserved. They could use them up to three years or 90 uses when below 1200 degrees. We thought that seemed kind of excessive on a 20-gauge wire that is covered with fiberglass coating. They're probably not going to hold up, but maybe we should see if there is any drifting of these thermocouples. So, we had one of the major thermocouple suppliers, Cleveland Electric Lab, run some drift studies on type K thermocouples, and we found out that these wires were actually starting to drift after three or four runs. The drift study included a cycling test where they ran it up to temperature and back down 30 different times. We asked, “Why don't we try to simulate how these thermocouples are going to interact coming in and out of thermal processing equipment? Why not pull them out every single time and do it that way?” Again, we found that thermocouples were drifting even further and even quicker.
At this point we decided we better put a restriction on this, and that gave the biggest uproar regarding the reuse of these thermocouples. Previous drafts before the final release of the spec was, if it's used above 500, your expendable wire is one and done above 500 degrees. A lot of the suppliers out there came screaming and said this is going to cost us millions and millions of dollars more in thermocouples. But we stood firm and said, “Hey look, if you're using these test thermocouples to validate your furnaces, either through a system accuracy test or uniformity survey, you really do not know what your error of that wire is after the first use.”
Most of the major thermocouple suppliers will even state on certifications that they will only guarantee accuracy at the time of calibration. Once it goes in a furnace, atmosphere and different conditions of the furnace will affect the wire. We stood our ground, but we ended up backing off a little bit. If you were using them strictly below 500, you're allowed to use them for 3 months (90 days) and you're going to have to keep a log. If you're using them between 500 and 1200, we're going to allow you to use them for 90 days, but now you're only restricted to five usages. And then again, above 1200, you use it once and throw it away. That was probably the biggest hassle, trying to get that. We did finally compromise on that three month or five usages. I do see the burden on the suppliers because they were used to three years or 90 usages, so now it's down to three months or five usages.
DG: I see on the chart that I've got here in front of me that base metal types of M, T, K, and E are all the three month or five use, but you've also got base metal type J and N which is three months or 10 uses. But all of them, above 1200, one and done.
Table for SAT and TUS Sensor Reuse (photo source: Andrew Bassett, ATP)
AB: Correct. That's one of the things I was trying to explain to some of the suppliers that were having heartache about the original change of 500 one-and-done. We only left it to the types M, T, K, and E; we always left this out of types J and N. My personal experience with type J has been (and we've switched over to type J wire a while ago for testing below 1200 degrees),that it's a little bit cheaper in price than the type K wire, and there was always this allowance for doubling the amount of usage if you just switch over to type J or type N.
DG: We have a few significant changes in the area of calibrations. What's another area of change in this section?
AB: One of the big things which really surprised me when we wrote it into the standard, but which was kind of overlooked by some of the suppliers, was the requirement of test instruments to have a .1 readability. So when it deals with test instruments and also now data acquisition systems. Now, if you have a chart recorder that is on your furnace (most people are going to data acquisition systems, some sort of SCADA systems), that recorder must have a .1 readability. That caused an uproar since that may create big changes.
Now, we don't put out these changes because we think it's a good idea; AMEC is data driven. The big thing with the .1 readability is that we were actually fixing a flaw that has been in the spec since the first day it was written, when it was just rev. A. We allowed for percentages of readings for your accuracy requirements. Let's say, for instance, on your instruments that are on your furnace calibrated controller an if it's in Fahrenheit, you're allowed + or –2, but if it's in Celsius, it has to be + or – 1.1. And if your instrumentation doesn't show .1 readability, how can you show compliance? That question is one of the reasons—that is, fixing a flaw in specification.
(photo source: www.atp-cal.com/laboratory/)
But we also allow for percentage of reading, which is + or –2 Fahrenheit or 1.1 Celsius or .2 % of reading, whichever is greater. Let's say you have a calibration point at 1400 degrees, you're actually allowed an error of 2.8. If you can't show that decimal point readability, how can you show compliance? That was one of the biggest issues.
Originally, the first draft said all digital instruments need to be .1 readability and then we backed that off to only say that the data acquisition system had to be .1 readability. At the end of the day, the recorders or the data acquisition system is the proof. As long as that shows the tenth of degree of readability, and it meets the requirements, then you're good to go there.
We did look at how many customers are already using digital data acquisition systems through NADCAP. There's actually a NADCAP checklist question that talks about chart speed verification, and if you answer that “N/A” then you obviously have digital data acquisition. At that time, we did look at that data and 78% of the NADCAP heat treating suppliers out there already had paperless systems. On top of that, two years after the release of 2750F, so as of June 29, 2022, you're not allowed to have paper chart recorders anymore. Everything is pushed to a digital data acquisition system 2 years after the release of this spec. I'd say, that's another one of the bigger changes when it deals with the instrumentation.
So the biggest changes are the .1 readability for your chart papers and the two years after the release requirement to go with a paperless system.
DG: Now question three: What are the changes that were made in the calibration section?
AB: There were a few changes when it came to calibration.
One of the things we added this time was the calibration of timing devices. A lot of facilities have timers or clocks that they're basing their times and temperatures, and again, there was no requirement to calibrate this. Therefore, we added a whole section on calibration of timing devices.
There was some push back on that. Certain people, who have suppliers who use certain control operated by computers and which are always synchronized in their server systems, asked if they were going to have to go out and buy calibrated stopwatches and sit at their PC to make sure it's within these new requirements. We finally said, no, you don't have to do that, but if you can procedurally address how that whole system works—that your server is always verified—you would be okay as long as you procedurally address that.
Again, we were loose on the accuracy requirements. Some of these external devices that you have only need to be calibrated every two years. Comparing it to people's standards that they use—we personally do calibration of timers as well, and our standards are required to be calibrated every two years—we ended up just tossing these devices away because it's more expensive to send them back for recalibration than it is to buy new ones. So, we gave some of the suppliers an easier way out. But we just wanted to address, again, something that has never been brought up in the specifications, which, though not technically dealing in the pyrometry world, does sit on furnaces. We need to get these things looked at every now and then as well.
“So, we gave some of the suppliers an easier way out. But we just wanted to address, again, something that has never been brought up in the specifications, which, though not technically dealing in the pyrometry world, does sit on furnaces.”
Some of the other changes come in the documentation. We did change some things that need to be required for the documentation of your calibration results. One of the things was that we need you to document the sensor that you're calibrating for that particular piece of equipment. For instance, you have a vacuum furnace and most vacuum furnace control sensors are a noble metal type S or type R thermocouple, but then the load thermocouples that measure the parts inside might be set as type K or type N. We just want you to denote that the control system is type S and the load thermocouples are type K. Not real big game changers, it's not going to cause too many issues out there from the supplier base, it's just adding basically another column in your calibration reports to say what sensor you're calibrating.
We didn't go too overly crazy on the calibration portion. The one thing, kind of in the calibration field, is we did add a new instrumentation type. When you look at thermal processing equipment, it's broken down into two different sections. You have your furnace classification which is your uniformity tolerance and then you have what's called your instrumentation type. You have class 1 - 6 and you have instrumentation A – E, now instrumentation D+. This was more for Safron Aerospace. Cyril Vernault was very adamant that we add this D+ instrumentation because Safron's specifications state that they want this extra sensor that is basically 3 inches away from the controlling sensor, so they can measure if there is a big difference between these two sensors to determine if there is drifting of your thermocouples. So we added this new D+ instrumentation. We didn't realize this was big over in Europe, but it was nice to have someone like Cyril say that a lot of European suppliers use this and that he’d like to see it in AMS2750. Again, having this broad range of people on the specification helped us find out what's going on in different parts of the world.
DG: How about we close with the fourth part of thermocouples? Could you delve into the expanded section on offsets?
AB: Absolutely. Always one of the areas, especially when it comes to NADCAP audits, is the use of offsets. We basically broke it down into two different types of offsets that are allowed. We have what's called a correction offset, which is basically either a manual or electronic means to bring an instrument back to a nominal temperature. And we have a modification offset, which is just the opposite. It takes either a manual or electronic offset or a shift in the temperature to bring it away from nominal. There are different ways that people have used these offsets. For instance, let’s say you go into a facility and you're doing your calibration of a controller, and the instrument is off linear by two degrees. People would use the offset to bring the instrument back a nominal temperature. Instead of maybe doing a full factory calibration, they would just go into the instrument, hit some magic buttons, and (say I need to offset it -2 because my instrument was two degrees high) set a two degree correction offset.
A modification offset generally is only going to be used for when you're doing a temperature uniformity survey. Let's say it is skewed to one side of your temperature median. For instance, (I always like to use this in my pyrometry training class), we know temperature uniformity and I go in and do a temperature uniformity on your furnace at 1000 degrees. I have to hold it to be + or –10. When I get my final results and I look at everything with all my calculations, I have a survey that actually comes out to be 992 – 998 degrees. It's well within the + or –10, but it’s skewed down to the lower end.
So, there's different things you can do to try to correct that. Maybe change air flow, or thermocouple location, but a lot of time, what happens is you get a furnace that was made in the 1940s and you're trying to make it comply to 2020 specifications. The only thing you can do is go in and shift the controller away from the nominal to actually make it read hotter. In this example that I'm giving you, what I would do is go in and put in an electronic offset and tell the controller to read colder now, as I will drive more heat into the furnace. So, I go in and put a -5 degree offset into the control and now, in theory, when you do the survey, you're shifting that temperature up by five degrees. Now if you look at that split, it would be 997 – 1003—it’s more centered around your set point temperature. That would be what's called a modification offset. You're taking that TUS distribution and skewing it to better center around the set point.
We really did some “spelling” on this: we put some maximums, the amount of offsets that are allowed as we don't want people to go too crazy on these things, so we did put some offsets in there. But I think we did a great job of trying to spell out what these offsets are being used for, how you're supposed to document them, and make sure that you're consistent with your practice every time. Again, procedures will have to be written to fully understand how you're going to do the offset. Am I going to put it electronically? Am I going to do a manual offset, just shift my temperature up five degrees because I know my furnace is cold by five degrees? I think with that whole new section in there, I think we did a good job of spelling that out for the suppliers.
DG: Thanks so much, Andrew for joining us on the podcast.
AB: Thanks for having me, Doug. Looking forward to chatting more with you about AMS2750F.
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
Bill Gornicki was recently appointed Director of Sales at ECM-USA, Inc. in Pleasant Prairie, WI.
AFC-Holcroft, in Wixom, MI, recently moved its European satellite office from Delémont, Switzerland, to Swiebodzin, Poland, as necessitated by the retirement of their Director of European Operations. The new director, Marek Kedzierzynski, will be based out of Poland.
Wire ExpertsGroup, the parent company to Pelican Wire and Rubadue Wire, recently announced the newest members of their leadership team and their respective roles: Brinson White will now lead the Engineering & Maintenance teams at both Pelican and Rubadue as WEG Director of Engineering; Mike Skorupa has been named Director of Continuous Improvement across all business units; and Kevin Clements has been named Global Supply Chain Manager.
RETECH Systems, LLC, a SECO/WARWICK Group company, has finalized plans to relocate its headquarters from Ukiah, CA, to Buffalo, NY.
Charlie Li, of DANTE Solutions, began teaching a new master-level Mechanical Engineering class entitled “Advanced Manufacturing Processes: Heat Treatment of Steels” at Cleveland State University.
Bill Gornicki, Director of Sales, ECM-USA
Brinson White, Director of Engineering, Wire Experts Group.
Mike Skorupa, Director of Continuous Improvement, Wire Experts Group
Kevin Clements, Global Supply Chain Manager, Wire Experts Group
Charlie Li, DANTE Solutions
Marek Kedzierzynski, Director of European Operations, AFC-Holcroft
Equipment Chatter
Solar Atmospheres has purchased two microscopes, one a ZEISS AxioVert A1 Inverted Materials Microscope and the other a a Hitachi smart Scanning Electron Microscope, to enable them to better serve the needs of their customers.
Magnetic Specialties, Inc. recently shipped two 510KVA, three phase step down 6-pulse rectifier transformers and DC inductors for use in industrial rectifier applications.
The Grieve Corporation recently installed their new electrically-heated 2000°F inert atmosphere heavy-duty box furnace to be used for heat treating titanium at a customer’s facility.
Gasbarre Thermal Processing Systems recently commissioned a model CVPQ Continuous Vacuum Furnace with 5 BAR pressure quench capabilities, and a precision gas nitriding and ferritic nitrocarburizing furnace, in the Midwestern United States.
Ipsen USA offers free evaluations of any brand of vacuum heat-treating system in the United States. An Ipsen Customer Service team member will check all major components of the furnace and provide a written health report with a suggested 18-month maintenance plan.
Tenova recently received the official notice to proceed with the new Hot Dip Galvanizing (HDG) line for NLMK Group in Lipetsk, Russia.
Pries Enterprises finished a 50,000 sq ft expansion and installation of a state-of-the-art anodizing line, making them the only vertically integrated extruder-anodizer fabricator in their immediate area.
ZEISS AxioVert A1 Inverted Materials Microscope
A Hitachi smart Scanning Electron Microscope
510KVA, three phase step down 6-pulse rectifier transformer and DC inductor
Inert atmosphere heavy-duty box furnace
Continuous Vacuum Furnace (model CVPQ) with 5 BAR pressure quench capabilities
Precision Gas Nitriding and Ferritic Nitrocarburizing Furnace
Ipsen offers free furnace evaluations
Kudos Chatter
Grupo Mess was recently named an exclusive Buehler distributor of metallographic and hardness equipment in Mexico.
Aerospace Testing & Pyrometry recently announced the opening of their newest regional office in Greenville, SC. The territory will include North Carolina, South Carolina, Virginia, Georgia, Tennessee and Alabama.
Constellium SE was recently recognized with the “Best Performer Award” by Airbus.
Advanced Heat Treat Corp. recently announced that it has added gas nitriding to its Nadcap® accreditation.
Grupo Mess
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
When processing critical components, heat treaters value and demand precision in every step of the process — from the recipe to data collection — for the sake of accurate performance of the furnace, life expectancy of all equipment, as well as satisfactory delivery of a reliable part for the customer.
So what’s the obstacle to achieving those goals? Gunther Braus of dibalog GmbH/dibalog USA Inc. says, “The general problem is the human.” Indeed, the need to remove the variable of human fallibility plays a significant role in the search and development of equipment that could sense, read, and record data separate from any input from the operator. “As long there is a manual record of values there is the potential failure,” adds Braus.
Now, as part of the quest for precision, particularly in the automotive and aerospace industries, many control system requirements are driven by the need to prove process compliance to specified industry standards like CQI-9 and AMS 2750. These standards allow for and frequently require digital data records and digital proof of instrumentation precision.
With this in mind, Heat Treat Today asked six heat treat industry experts a controls-related question. Heat TreatControl Panel will be a periodic feature so if you have a control-related question you’d like addressed, please email it to Editor@HeatTreatToday.com and we’ll put your question to our control panel.
Q: As a heat treat industry control expert, what do you see as some of the best practices when it comes to digital data collection and storage and/or validation of instrumentation precision?
We thank those who responded: Andrew Bassett of Aerospace Testing & Pyrometry, Inc.; Gunther Braus, dibalog GmbH/dibalog USA Inc; Jim Oakes of Super Systems, Inc; Jason Schulze, Conrad Kascik Instrument Systems, Inc.; Peter Sherwin, Eurotherm by Schneider Electric; and Nathan Wright of C3Data.
Calibration and Collection
Jim Oakes (Super Systems Inc.) starts us off with an overview of the equipment review process, the crucial component of instrument calibration, and digital data collection:
“Industry best practices are driven by standards defined by the company and customers they serve. Both the automotive and aerospace industries have a set of standards which are driven through self-assessments and periodic audits. Instrument precision is defined by the equipment’s use and is required to be checked during calibrations. The frequency of these calibration depends on the instrument and what kind of parts and processes it is responsible for.
The equipment used for these processes can be defined as field test instrumentation, controllers, and recording equipment. Calibration is required with a NIST-traceable instrument that has specific accuracy and error requirements. Before- and post-calibration readings are required (commonly identified as “as found” and “as left” recordings). During calibration, a sensitivity check is required on equipment and is recorded as pass/fail. The periodic calibration procedure is carried out not only on test equipment but also on control and recording equipment, to ensure instrument precision.
Digital data collection is a broad term with many approaches in heat treatment. As mentioned, requirements are driven by industry standards such as CQI-9 and AMS 2750. Specifically when it comes to digital data collection, electronic data must be validated for precision; checked; and calibrated periodically as defined by internal procedures or customer standards. Data must be protected from alteration, and have specific accuracy and precision. Best practice tends to be plant wide systems that cover the electronic datalogging that promotes ease of access to current and historical data allowing use for quality, operational, and maintenance personnel. Best practices in many cases are defined by the standards within each company, but the hard requirements are often the AMS 2750 and CQI-9 requirements for digital data storage.”
Industry Guidelines and Requirements
Andrew Bassett (Aerospace Testing & Pyrometry) has provided us with a reminder of the industry guidelines for aerospace manufacturing (via AMS-2750E, paragraph 3.2.7.1 – 3.2.7.1.5)
The system must create electronic records that cannot be altered without detection.
The system software and playback utilities shall provide a means of examining and/or compiling the record data, but shall not provide any means for altering the source data.
The system shall provide the ability to generate accurate and complete copies of records in both human readable and electronic form suitable for inspection, review, and copying.
The system shall be capable of providing evidence the record was reviewed – such as by recording an electronic review, or a method of printing the record for a physical marking indicating review.
The system shall support protection, retention, and retrieval of accurate records throughout the record retention period. Ensure that the hardware and or software shall operate throughout the retention period as specified in paragraph 3.7.
The system shall provide methods (e.g., passwords) to limit system access to only individuals whose authorization is documented.
“One of the biggest issues I see with one of these requirements will be point 5,” says Bassett. “The requirement is to be able to review these records throughout the retention period, which in some instances is indefinite. I always recommend to clients who may be upgrading or purchasing new digital systems that they should consider keeping a spare system in place to be able to satisfy this requirement. Who knows — today we are working on Windows 10, but in 50 years, will our successor be able to go back and review heat treat data when everything is run on Windows 28?”
“This is a topic that yields great discussions,” adds Jason Schulze (Conrad Kascik). He directs us to a challenge he sees from time to time.
Within the Nadcap AC7102/8 checklist, there is this question: “Do recorder printing and chart speeds meet the requirements of AMS 2750E Table 5 or more stringent customer requirements?” This correlates with AMS2750E, page 12, paragraph 3.2.1.1.2 “Process Recorder Print and Chart Speeds shall be in accordance with Table 5”.
“To ensure the proper use of an electronic data acquisition unit used on furnaces and ovens, these requirements must be understood,” continues Schulze. “Because this system is electronic, it should be designated a digital instrument and not an analog instrument. In doing so, this helps determine what requirements apply in Table 5. The only remaining requirement in Table 5 for digital instruments is ‘Print intervals shall be a minimum of 6 times during each time at temperature cycle. Print intervals shall not exceed 15 minutes.’
With this in mind, it is important to realize that, if your time at temperature cycles are short cycles (such as vacuum braze cycles), the sample rate of data collection may need to be adjusted to ensure it is recorded 6 times during the cycle.
As an example, if the shortest cycle processed is 4 minutes at temperature, a sample rate of every 60 seconds would not conform to AMS2750E because, in theory, the maximum amount of recordings would be 4 times during the time at soak. Now, if the sample rate was modified to every 30 seconds, this would allow ~8 recordings during the time at soak, which then would be conforming to AMS2750E.
Within the realm of electronic data acquisition on furnaces/ovens, this seems to be a frequent challenge for suppliers.”
A Critical Variable: Process Temperature
Nathan Wright (C3Data) agrees and zeroes in on process temperature as a critical variable to be measured:
“No matter the heat-treating process being carried out, complying with AMS-2750 and/or CQI-9 requires that the heat treater measure, record, and control several different variables. One of the more common variables that must be measured, recorded, and controlled is process temperature.
Measuring process temperatures requires the use of a precise measurement system (Figure-1 below), and the accuracy of said measurement system must be periodically validated to ensure its ongoing compliance.”
“The validation process is carried out through a series of pyrometric tests (Instrument Calibration and SAT), and historically these validation processes are highly error-prone.
In order to help ensure process instrumentation, process temperatures, and any other variable that impacts quality is properly validated it is good practice to begin automating compliance processes whenever and wherever possible. C3 Data helps automate all furnace compliance processes using software.”
A “Standard” Mindset
Gunther Braus (dibalog) chimes back in with some pertinent wisdom: “It is not sufficient only to record, you must live the standards like CQI-9, AMS, Nadcap or even your own standard you have set up, so you must survey the data. However, in the old times, there was a phrase: the one who measures, measures crap. In the end, it is all about surveillance of the captured data.
Where you store the data is a question of philosophy: personally, I prefer local storage in-house. Yes, we all talk about IOT, etc., and I do not want to start a discussion about security; it is more about accessing the data. No internet, no data. So simple. We are overly dependent upon cloud usage on the internet.
The automation of the instrumentation precision is so much effort in terms of automated communication between testing device and controller, from my point of view we are not there yet.”
A Look at the Standards In and Outside the Industry
The aim is to record the true process temperature seen by the components being treated. However, there are many practical factors that can alter the accuracy of the reading. From the position of the thermocouple (TC), the TC accuracy (over time), suitability of the lead or extension wire, issues with CJC errors and instrument accuracy as well as electrical noise impacting the stability of the reading.
The standards do a good job to help by prescribing the location of TC, accuracies required for both TC and instrument, and frequent checks over time through TUS and SAT checks but note the specification requirements are maximum “errors”. And if you truly want to reach world-class levels of process control and reap the inherent benefits of better productivity and quality, you should aim to be well inside those tolerances allowed.
With 30yrs+ of data required to be stored (in certain cases, particularly aerospace), there should be some thought as to how and what form this should be stored in. There are many more options of storage when the data is in digital format.
Paper is very costly to store and protect.
The virgin data file should be secure and tamper-resistant and identical copies made for backup purposes held offsite.
The use of FTP is becoming more common to move files automatically from the instrument to a local server (with its own backup procedures to ensure redundant records in case of disaster).
Regular checks should be made to examine the availability and integrity of these electronic records.
Control and Data Instrument suppliers should ideally have many years of supplying instrument digital records with systems that can access even the earliest of data record formats.
We also look outside of the heat treat standards for truly best practices. The FDA regulation 21CFRPart11 and associated GAMP Good Automated Manufacturing Practice have been extended with the new document “Data Integrity and Compliance with Drug cGMP, Questions and Answers, Guidance for Industry”. These updates leverage A.L.C.O.A to describe the key principles around electronic records (see below). This industry is also leading the requirement for sFTP a more secure format of the FTP protocol.
Heat TreatToday will run this column regularly featuring questions posed to and answered by industry experts about controls. If you have a question about controls and/or data as it pertains to heat treating, please submit it to doug@heattreattoday.com or editor@heattreattoday.com.






































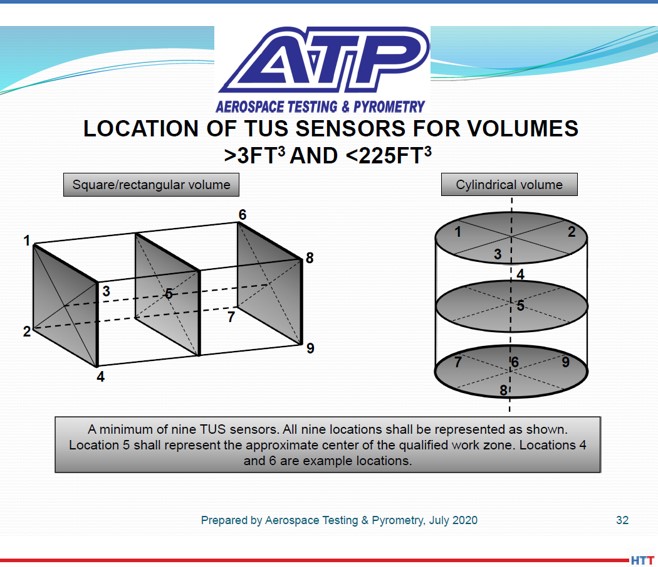
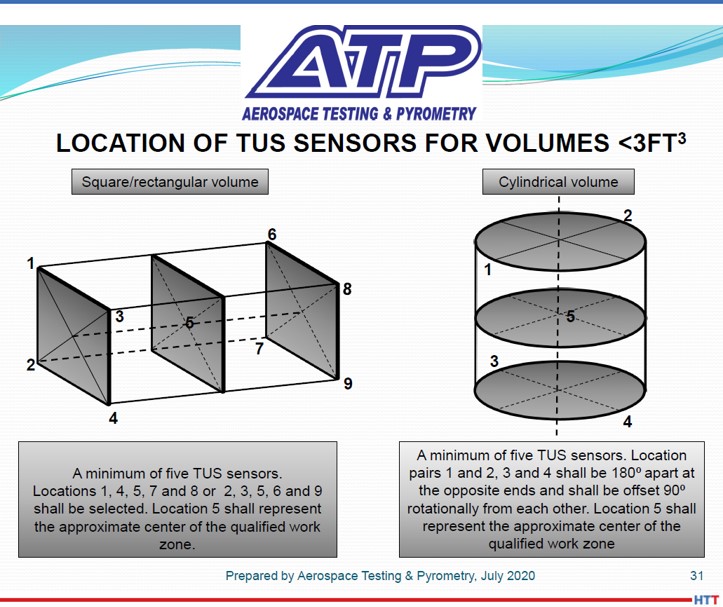


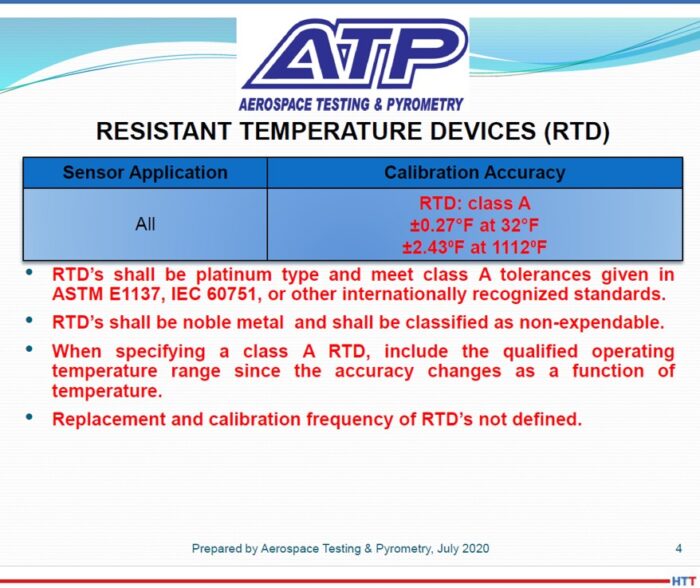
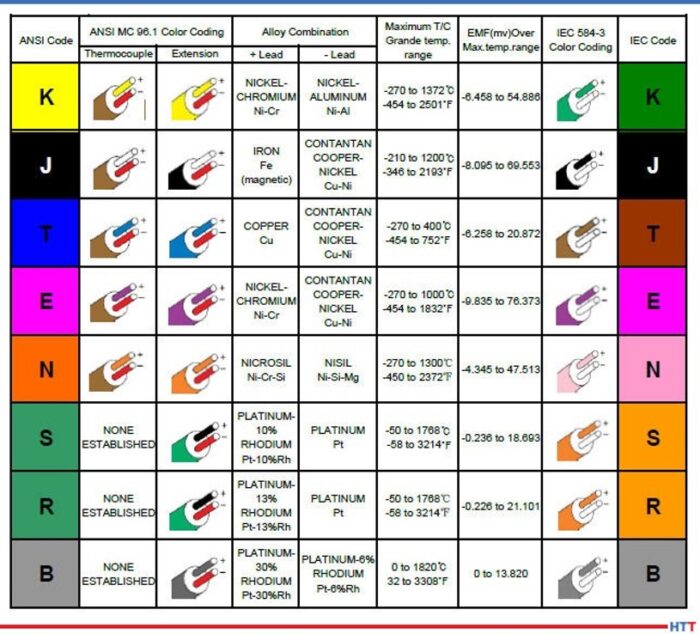
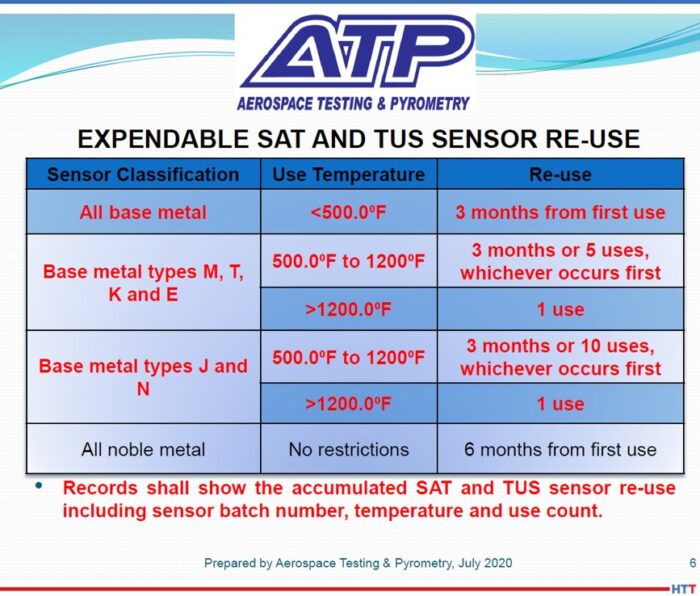
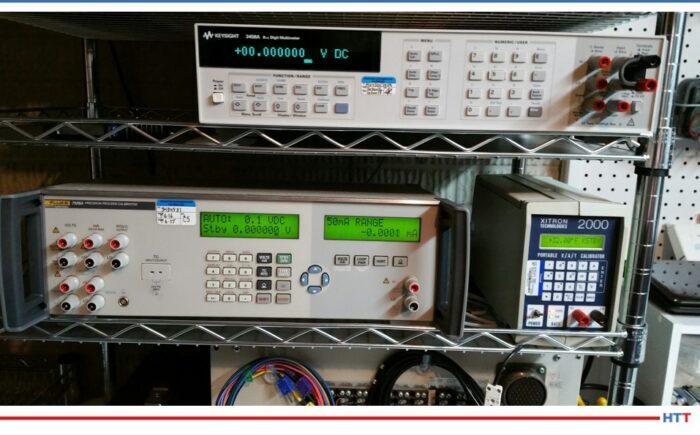














 and digital data collection:
and digital data collection: Andrew Bassett (
Andrew Bassett ( “This is a topic that yields great discussions,” adds Jason Schulze (
“This is a topic that yields great discussions,” adds Jason Schulze (
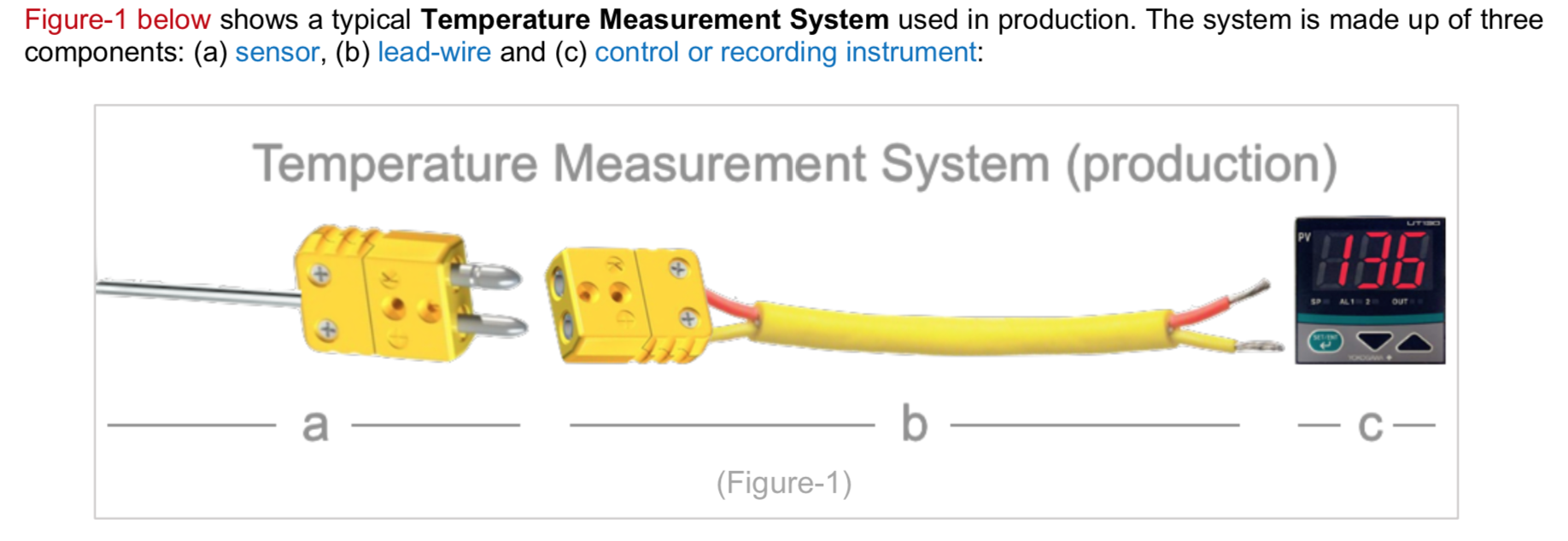

 Gunther Braus (
Gunther Braus (
