Heat Treat Radio #130: AMS2750 Pyrometry Best Practices
Heat Treat Radio host Heather Falcone is joined by Andrew Bassett, president of Aerospace Testing and Pyrometry, for a deep dive into AMS2750 and best practices for managing pyrometry compliance. Drawing on more than 35 years of hands-on experience and his role on the AMS2750 writing team, Bassett explains how the specification has evolved and why pyrometry continues to drive a majority of audit findings. The conversation explores common compliance pitfalls, practical system-level solutions, and how heat treaters can better prepare for audits without over testing. Falcone and Bassett also discuss the value of industry involvement in shaping standards that directly impact daily heat treating operations.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.






The following transcript has been edited for your reading enjoyment.
Introduction (00:04)
Heather Falcone: Hi, I’m Heather Falcone, and welcome to Heat Treat Radio. Today we are talking about AMS2750, and the best practice to manage pyrometry compliance. Joining me today is Andrew Bassett, president of Aerospace Testing and Pyrometry. Andrew has more than 35 years of experience working alongside manufacturers, captives, and commercial heat treaters to ensure their testing calibration and pyrometry programs meet the demands of industry specifications like AMS2750 without losing sight of how shops actually operate.

Aerospace Testing and Pyrometry (ATP) provides accredited testing, calibration, and pyrometry services nationwide that support heat treaters and aerospace manufacturers across compliance, audit readiness, and ongoing system integrity. The company also developed the Aerospace Compliance System (ACS), a software platform designed to support compliance and documentation requirements tied to testing and pyrometry programs.
Andrew is deeply involved in the aerospace, metals, and engineering committee responsible for writing AMS2750 specification and is an active contributor within the Nadcap Heat Treat Task Group. He brings practical systems level views of quality that go beyond checklists and audits.
Tell us a little bit about yourself, other than my delightful intro. There’s more about you, your industry involvement, and about ATP.
Andrew Bassett: I’ve been involved with pyrometry for 35 years now. My involvement with pyrometry started with a family-owned business. About the time when the Nadcap process was coming to fruition, some of my mentors, who are still my mentors today, dragged me to my first Nadcap meeting and said, “Well, if you’re going to do this pyrometry stuff, then you better learn it.”
Off I went to Hartford, Connecticut for my first understanding of Nadcap and how much pyrometry is a big part of the thermal processing industry. From that point forward, I dove into the specifications and wanted to be a part of a solution rather than contributing to the problem.

I got involved with AMS2750 and AMEC. When I showed up to my first meeting, the chairman at the time wanted to know who I was and what I was doing there. After explaining what I do and my desire to join the 2750 team, he said absolutely, because at that point, I was the only person in the sub-team that had hands-on experience in pyrometry and was writing the standard. I’m the one that actually picks up the thermocouple, sticks it inside a furnace, and knows what the real world is. Thankfully the chairman saw that and said, “You need to be a part of this.”
I started Aerospace Testing and Pyrometry (ATP) in 2007. When I first started the company, I wanted to dedicate my focus on helping our clients succeed, and make sure that we are the industry experts, providing the customer service that they deserve. I wanted to look at what the specification allows for frequency reductions and stop over testing the equipment, while staying within the compliance requirements of the standards.
AMS2750 is not the only pyrometry specification out there. We then got involved with the other aerospace prime specifications, ensuring our customers maintained compliance to those as well.
We have branched out since those early days of 2007, which consisted of me running around the country, taking care of pyrometry. Now we have 28 people in the business and multiple offices coast to coast with a great team behind us that shares the same vision, ensuring pyrometry service is our ultimate focus for our clients.
Heather Falcone: What is really important about that is that, as a former heat treater actively helping the heat treat industry now, there is not one system that puts all of these standards and specifications together. Companies have their records, data collection, and everything is all separate.
What is ACS? (5:37)
Heather Falcone: Tell us a little bit about ACS and how this software helps with this issue.
Andrew Bassett: The dream of the aerospace compliance software came out of us doing things the old-fashioned way, entering calibration data into an Excel spreadsheet, which enables the human factor and leads to human errors. When it comes to compliance audits, human errors cannot happen. So we tightened up our processes in the Excel world, but I knew there had to be a better way.

That is how we started down the road of developing aerospace compliance software. The idea was that it was going to be strictly an ATP tool to use for my technicians and the team to use the software. But the industry is small enough that people started hearing about what we were doing. Clients began requesting to be able to use the software. That is how the system has grown to where it is today.
Back in my early days in pyrometry when I started ATP, I would literally build pyrometry compliance notebooks, old fashioned binders. When we would get a new client, I would go buy a bunch of notebooks from Staples and put in their little dividers of a pyrometry program together. We would have information and specifications about their furnace, calibration reports, SAT reports, TUS reports, thermocouple control logs, etc. That’s where ACS has now been built, replacing my old notebooks.
Now we have a system that’s 100% not just a pyrometry tool — it’s also a compliance tool. New features we have added have a focus on compliance, just not pyrometry-related tools. We now have tools for preventive maintenance leak rate testing checks that are required and controlling your thermocouple replacement schedule. It’s bigger than a pyrometry tool now.
This software has now expanded across multiple industries, not just in heat treating and thermal processing, but also chemical processing, NDT, composites, etc. It is a fully compliant software for multiple industries.
Heather Falcone: It’s meant to be that holistic, wraparound software for your quality folks to have someplace safe that all their data can get stored, aggregated, and usable.
Andrew Bassett: It’s also and most importantly a self-checking software to not only the industry specifications, but client internal specifications. It doesn’t have to be solely what AMS2750 says. It could be 2750 or GEs requirements, or Boeing’s requirement, or an internal spec. It will parse all that information to make sure it’s compliant to those standards, and it’s completed faster than you can blink your eye.
AMS2750 (9:20)

Heather Falcone: Can you talk about AMS2750, how it has evolved beyond I think what many of us ever thought it would be, and some best practices on how you can best get your arms around that standard and manage that day to day?
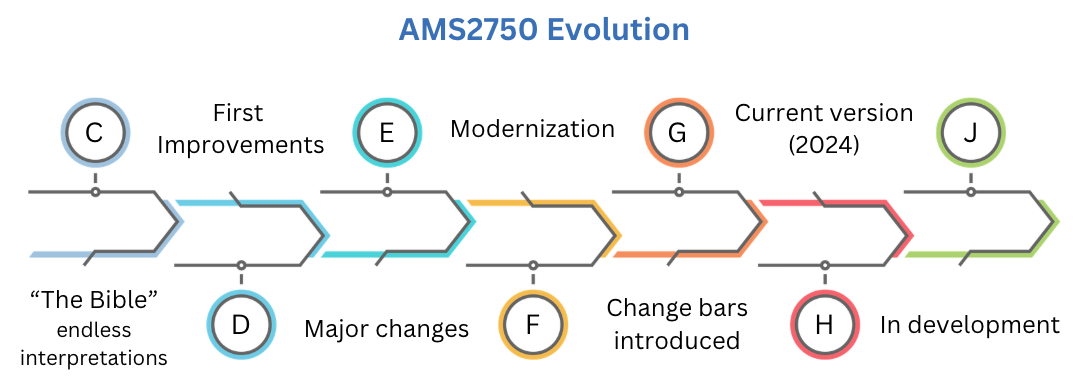
Andrew Bassett: When I got into the industry, we were at Rev C, AMS2750C, and those who’ve been around long enough to know that revision of the spec was the Bible. You gave it to a hundred different people and you got a hundred different interpretations.
It was very unclear on the spec. The iterations from there have gotten better, with 2750D and then the major changes going into E, then all the way up to our current state of Rev H. It’s now more clear, though there are still some confusing parts. My goal personally is to make sure that document is clear and understandable. Even if it’s 300 pages and we use stick figures and crayons to explain what the intent is — I’m okay with that. So it shouldn’t be a document that is hard to understand. The aerospace standards for heat treating are fairly clear on the intent of the spec, but for some reason, pyrometry has always been this scary black hole that you have to try to figure it out. I’m looking forward to the day where that is not the case.

Coming to a understanding of that specification is not easy to do. Understanding what the intent and the requirements are takes some good studying, as well as getting the intimate training of that specification.
We do provide pyrometry training, and when I first started doing it, it was a 6- to 8-hour day class, the 30,000-foot level. Over the last several years, I’ve broken it now into a two-day class. My PowerPoint presentation has expanded to 168 slides when the spec is only 57 pages. But now I’m doing more of a crop-dusting training level so everybody can understand it. That is extremely helpful for suppliers that need to meet that standard.
Heather Falcone: Interpretation is key for suppliers, understanding how the standard applies to their shop, their floor — that’s a real challenge.
Andrew Bassett: The specification is just not a North American spec. It’s a global specification, and it’s not even just an aerospace standard anymore. It’s gone into the commercial world, the FDA. Now, if you’re doing heat treatment of dental drill bits or knee replacement parts, anything that’s metal, the FDA now requires compliance to AMS2750. Having someone walk you through the standard and reaching out, there are many ways to figure out the intent of the spec and how it applies to each organization.
Best Practices in Managing the Beast (14:40)
Heather Falcone: What are some best practices in managing this if you have to integrate AS, ISO, Nadcap? You have your whole QMS, and then you have 2750, P10TF3, etc. How do you do it?
Andrew Bassett: That’s a huge undertaking. My experience over the years is diving in with our clients and finding out what types of heat treating they are doing. I like to find out who they are heat treating parts for, who are the clients, where are the parts ending up? There could be POs coming in for the clients to heat treat “X” part, and maybe they are not doing their due diligence and the part is actually going to GE Aviation. Well, GE Aviation has their own pyrometry requirements that are offset from AMS2750 or Saffron or any of the other aerospace primes that may have a requirements from a pyrometry standpoint.
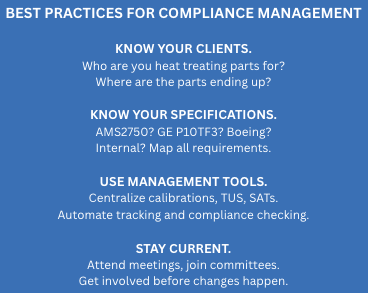
So first gathering that information altogether and making sure you are constantly up to date of what you’re processing is critical. From there, with the aerospace compliance software, now that tool can be utilized to manage all your requirements, from your calibrations, your TUS, your SATs, everything can be managed in one location.
For instance, if you’re doing work for GE, and you have to follow their requirements of P10TF3. GE does not have anything in their specification that talks about the alternate SAT that’s specified in AMS2750, but GE also do work that needs to comply with that standard. So this tool is going to keep you on track. This kind of management tool is cabale of managing that for you, so nothing gets missed.
Once that knowledge base is put together and we have a clear path of what needs to be done from the heat treater or the captive shops standpoint of who they are processing work for, then you can use something like ACS that can manage that whole aspect for you.
How Does ACS Work with Other Systems? (17:06)
Heather Falcone: From what I understand, ACS is plug and play. It comes on-site, ready to go as a standalone tool. But how does it also work with other systems that you might have?
Andrew Bassett: ACS is a standalone system. People have access to it; we have a tiered subscription for it depending on what level of the ACS you want. We have also been working with a few industry giants out there to integrate ACS software with certain systems that help manage heat treat processes. There will be an integration point there where ACS will be able to make sure that jobs don’t get processed if TUS or calibration or SATs are past due for heat treat equipment. They won’t be able to enter a job into that piece of equipment. It will stop them from putting something that shouldn’t be going into a furnace. These are some of the features that we will be integrating in 2026 where we’ll be able to work with other software solution providers out there in the heat treating realm to make sure everybody is looking at the same thing.
Heather Falcone: The reason that we want those lockouts in place is because we are trying to avoid NCRs during our audits. We’re trying to get NCRs that will be value-add, not something that we knew we should have been doing and were not. The whole point is to better the company so that we do not have a bunch of pyrometry NCRs during our audits.
Common NCRs for Pyrometry (19:08)
Heather Falcone: What are the top NCRs that you’re seeing for pyrometry currently?
Andrew Bassett: It has been well documented through the Nadcap process that 80% of NCRs actually do come from pyrometry. That has always baffled me, especially being a member of AMS2750 sub-team that writes the standard. What have we done as a team to fail the suppliers out there by not writing clear consistency?
Over the last two revisions, I think many requirements have been clarified. But there are still some pyrometry-related issues that I still see. For example, you may have your preventive maintenance or unscheduled maintenance that is being completed to a piece of equipment. You have a requirement to have that maintenance documented and then approved by a by someone from quality to make sure that no further pyrometry testing is required. Sometimes those logs are missed, or possibly a maintenance manager verifies a door seal was replaced, but then quality does not sign off and date that log.
That is an example of an issue that we identified and put into ACS. Now you can keep that preventive maintenance program in ACS for that particular piece of equipment. With unscheduled maintenance, when the maintenance is completed, it automatically shoots an email to the quality team to have them review and ensure no pyrometry requirements are missed.
That’s an example of one of those top NCRs that you always see with Nadcap. We saw the need and created a solution to that with ACS.
Benefits of Getting Involved (21:11)
Heather Falcone: We want to make sure that everybody can get more involved in shaping the face of compliance so that they do not become a victim of it. How can everybody, including captives, get more involved, and why is that valuable to their bottom line?
Andrew Bassett: This is something I preach constantly with our client base. If you’re Nadcap accredited, firstly, go to a meeting. Learn, be present. You have a say. I’ve been going to Nadcap meetings for 30+ years now, and even though I’m not a supplier, I’m not an aerospace prime, I’m a guest that that shows up. But I keep going and I raise my voice and share my concerns with the group at Nadcap and with the suppliers. Having that voice is important. I know that suppliers need to get more involved. I know it’s an expense to send several people from a company out to a Nadcap meeting, but it’s money well spent when you get involved with AMEC and with creating the specifications.
I had this myth early on in my career that this golden group of aerospace gods were creating standards. When I showed up to the meeting, there were more suppliers there writing the standards than there were the primes. It was amazing to see that we have people that are in the industry that do the heat treating or in the metallurgist or for these organizations that are in charge of the specs. It’s the everyday heat treater, the people with boots on the ground, so to speak, that get involved. So getting involved with AMEC, getting involved with Nadcap, that’s key to any success when it comes to compliance and having that say in writing standards that you know what you’re going to have to comply with.
Heather Falcone: Absolutely. They give us so many opportunities to get involved. There’s four AMECs a year and three Nadcap meetings.
Andrew Bassett: To me it’s well worth it. At least go to the Nadcap meeting that’s always once a year in Pittsburgh. It is the most well attended meeting typically out of all of them. That one is really going to get your feet wet and get that whole experience of Nadcap.
Heather Falcone: That’s usually where they’re making major decisions, like finalizing checklist changes. Being able to get out in front of that and not just wait to get the email from the automated PRI.
Andrew Bassett: I will move mountains to make sure that I am at every Nadcap meeting. For us, I can take that information for those meetings for my clients that don’t end up going and be able to disseminate that information. It doesn’t matter if it’s pyrometry or heat treating or whatever that’s coming out and say, this is coming down the pike. Where do we need to tighten some things up?
Developing Compliance Software For Complex Specifications (25:46)
Heather Falcone: Most of the time I’ve seen when I’m going in to see a heat treater that their compliance program is great at a base level, but there’s too many pieces. So what has that been like trying to develop a compliance software for literally one of the most technically complex and arguably important specifications in our industry?
Andrew Bassett: It’s been a challenge for sure. With AMS2750, at one point it was starting to be updated every two years. Thankfully, we have four developers on our software team, so all the developing for us is in-house. Being on the forefront of changes by attending Nadcap meetings and being a part of AMEC, we can jump right into development and be ready for the update.
Future Specifications and Revisions (27:30)
Heather Falcone: We are on Rev H — what’s next? Is there another spec change on the horizon?
Andrew Bassett: Letter J is on the horizon. We did start working on it. Once the spec is released, the team keeps a parking lot of issues that come up. Then we just basically put it on a storyboard, and when we’re ready to start working on them again, we start working on it. The changes over the last two revisions on G and H, have been minor. It was the first time in the history of the specification, back at Rev G, that there were change bars for the first time.
A change bar is on the left-hand side of the document, indicating where we changed something in the spec. Prior to that, we rewrote the spec and people had to read the whole thing to know what had changed.
I don’t see a time where we’re ever going to have a complete overhaul rewrite of the spec in the future. So yes, we are working on Rev J. These updates will be more clarifications that have sprung up over the last several years. We were trying to put one out every two years to keep up to date. The aerospace community, Nadcap, and AMEC, they were getting a little antsy that we were writing it so quickly, so we put a little pause on that.
We did jump back into it a couple weeks ago. We had our team meeting and worked out a few more issues that are out there. Not a big major overhaul, more clarifications and trying to get more intention of what the requirements that we’re writing.
From a Nadcap standpoint, with any changes to industry specifications, there will be updates on new checklist revisions. That’s always a grinding process to get a checklist that everyone’s going to be happy with. I did not yet look at the agenda for the next meeting in February in San Francisco, but it seems like every time we do have a meeting, there’s a checklist that we’re working on.
Heather Falcone: That is a great takeaway — get involved, right? Go to the meetings, take your opportunities, get involved with people like Andrew that have been in the industry. It’s a wealth of knowledge, and if we’re not taking advantage of your expertise, your experience, then we’re really missing out on taking knowledge back to our own shops.
Is there anything that you want to leave us with before we close out?
Andrew Bassett: You’re spot on with that. That’s that actually what brings me the most joy of what I do is being able to part the knowledge that I have to my clients. Anytime I meet somebody and we talk pyrometry, my business card comes out and I have my cell phone number on there. I tell them, go ahead and call me, text me, smoke signals, whatever you want to do. If there’s a question you have, I’m more than happy to answer it to the best of my abilities. I mean, I’m only one of 12 people on the team. It’s about parting that knowledge and assisting our clients to be successful and have a great understanding of what the requirements are and really make sure that they understand it.
About the Guest

President
Aerospace Testing & Pyrometry
Andrew Bassett has more than 35 years of experience working alongside manufacturers, captives, and commercial heat treaters to ensure their testing, calibration, and pyrometry programs meet the demands of industry specifications like AMS2750 without losing sight of how shops operate. Aerospace Testing and Pyrometry provides accredited testing, calibration, and pyrometry services that support heat treaters and aerospace manufacturers across compliance, audit readiness, and ongoing system integrity. The company also developed the Aerospace Compliance System, a software platform designed to support compliance and documentation requirements tied to testing and pyrometry programs. Andrew is deeply involved in the Aerospace Metals and Engineering Committee responsible for writing the AMS2750 specification and is an active contributor within the Nadcap Heat Treat Task Group. He brings a practical, systems-level view of quality that goes beyond checklists and audits.
For more information: Contact Andrew at abassett@atp-cal.com

Heat Treat Radio #130: AMS2750 Pyrometry Best Practices Read More »