Tips for Your Vacuum Furnace
 One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s 101 Heat Treat Tips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
For Heat Treat Today’s latest round of 101 Heat Treat Tips, click here for the digital edition of the 2020 Heat Treat Today fall issue (also featuring the popular 40 Under 40).
Today’s tips come to us from Grammer Vacuum Technologies, Inc. and are all about that clean, bright equipment solution: vacuum furnaces.
 Heat Treat Tip #8
Heat Treat Tip #8
TZM Moly Hearths
In the case of furnaces with all-molybdenum hearths or of graphite hearths with molybdenum (“moly”) support posts, a direct replacement of those moly posts with TZM alloy moly posts will both increase strength of the hearth assembly and eliminate problems with recrystallization-induced embrittlement of the posts. (For an all-moly hearth, replacement of the horizontal load beams with TZM would have a similar benefit.) The comparative strengths vs. temperature of TZM alloy and pure moly are shown in the graph. Whereas at room temperature the strengths are very similar (around 110KSI-120KSI), once you exceed the 2000F recrystallization temperature of pure moly, the difference becomes dramatic. At 2000F the pure moly is about 40% of the strength of TZM alloy. By the time it reaches 2300F the pure moly is only about 25% of the strength of TZM alloy.
Not only is the TZM alloy much stronger than pure moly at temperature, but it also does not suffer from the same embrittlement problems. Pure moly, once it has recrystallized, forms very brittle grain boundaries in its microstructure. Its behavior begins to resemble that of glass. This is the primary mode of failure of moly components in vacuum furnaces – breakage due to intermetallic grain boundary embrittlement. TZM’s recrystallization temperature is around 2500F, and even when it does recrystallize, it forms very fine new grains that still have decent ductility. Hence, we recommend TZM alloy as a replacement for pure moly in all structural applications for vacuum furnaces. It is the “right stuff."

Note that all metals used in a vacuum furnace, moly and TZM alloy included, will suffer from distortion due to the numerous thermal cycles they experience. Moly hearth beams are a good example. Once distorted moly hearth beams can be very difficult if not impossible to straighten without breaking them. To have any chance at all they must be heated to forging temperatures. TZM hearth beams however, due to their good ductility can often be heated to forging temperatures and successfully straightened. Most heat treating shops scrap out the moly hearth beams rather than even trying to straighten and re-use them. With a TZM hearth the hearth components can typically be re-used with a newly re-lined hot zone saving a large additional expense.
(Grammer Vacuum Technologies, Inc.)
Heat Treat Tip #18
Hearth Height Adjustment
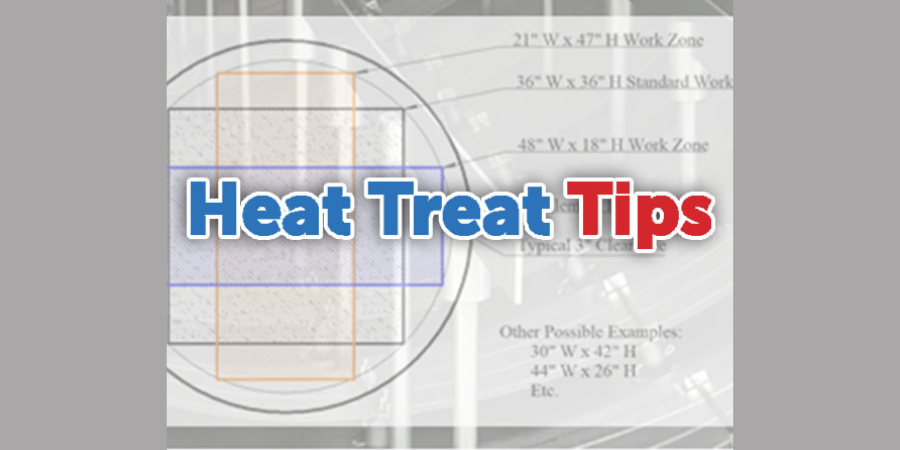
The available width and height of the work zone in a vacuum furnace with a round hot zone is determined by the elevation placement of the top of the furnace hearth. This distance is determined by the length of the vertical hearth support posts. By having spare, interchangeable hearth post sets of varying lengths, one can extend the work zone width or height as needed. The figure shows a variety of work zone dimensions that are possible with a standard 36” wide x 36” tall typical work zone as an example. The important thing in choosing your work zone shape is to maintain an (approximately) 3” clearance between the elements and the work zone to avoid part to element contact.

Note: With the symmetric shapes of modern, round hot zones there is good reason to expect good temperature uniformity anywhere within the 3” clearance ring shown in Figure 1. If you can build a survey fixture capable of surveying all the space you want to use, you theoretically could use more than just the rectangular space shown in the examples. Getting an auditor to accept the survey is a separate task.
(Grammer Vacuum Technologies, Inc.)
Tips for Your Vacuum Furnace Read More »