A leading Tier One metal additive manufacturers for the aerospace and defense industry that produces multiple furnaces has officially opened the doors to its new 55,000 square foot advanced manufacturing facility, located in Hollywood, Florida. The new plant, which also serves as the company’s headquarters, recently celebrated its grand opening.
Sintavia LLC’s facility houses over $25 million of advanced manufacturing equipment including multiple furnaces, medium and large scale metal printers, EDMs, post-processing machines, and wet-booths. Some of the industrial engineering improvements of the building include separate manufacturing rooms segregated by alloy, a large-scale powder management system, an uninterruptible power supply, an inert gas farm, and a final production acceptance quality control room.
The new facility is capable of producing tens of thousands of parts representing in excess of $100mm of AM revenue annually. The expansion is anticipated to bring more than 130 new jobs for skilled employees and support staff to South Florida.
“This new facility is the first of its kind in North America to offer large-scale AM production coupled with a robust aerospace quality management system,” said Brian Neff, Sintavia’s Chairman and Chief Executive Officer. “As we grow, it will serve as a template for future vertically-aligned advanced manufacturing facilities around the U.S. and the world.” Over 150 customers, industry partners, and government officials attended the opening.
Photo: (Business Wire) Multimedia Gallery URL and thefabricator.com
The quality department of a global manufacturer of aerostructures, composites, and metallic components for the aerospace industry recently obtained a new certification for carrying out heat treatment processes of aluminum alloys for Boeing programs.
Sofitec extends its special processes capabilities for American manufacturers with this certification, being able to develop the stretch forming activities included in commissions for aerospace heat treating.
A leading provider of metal additive manufacturing solutions recently announced that it has entered into an ambitious research and development (R&D) initiative with a metallurgist expert and one of the world leaders in high-performance steels, superalloys, titanium, and aluminum and a multinational aerospace corporation.
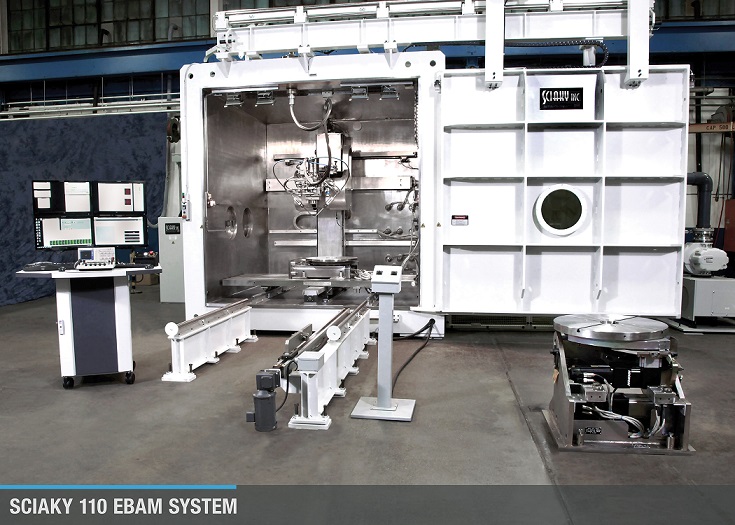
Sciaky EBAM®system
The goal of the R&D initiative between Sciaky, Inc., a subsidiary of Phillips Service Industries, Inc.; Aubert & Duval; and Airbus, and piloted by the Saint Exupéry Institute for Research in Technology (IRT) is to couple traditional metallurgy—high-power closed die forging—with emerging wire fed metal 3D printing techniques—in this case, Sciaky’s groundbreaking Electron Beam Additive Manufacturing (EBAM®) process—to develop new processes for manufacturing titanium alloys aircraft parts.
The Production Engineering laboratory of the National School of Engineering in Tarbes, France, will serve as an academic partner for this project, also known as the Metallic Advanced Materials for Aeronautics (MAMA) project.
Scott Phillips, president and CEO of Sciaky, Inc
In this first phase, the project has global funding just under $4.8M (€ 4,2 M) of which 50% are supported by the French State as part of the “Investing in the Future” program (PIA – Programme Investissement d’Avenir), the other 50% being funded by its industrial partners.
“Sciaky is proud to work with the Saint Exupéry IRT, Aubert & Duval, and Airbus on this exciting project,” said Scott Phillips, president and CEO of Sciaky, Inc. “Industrial metal additive manufacturing technology continues to break new ground every day, and Sciaky is committed to keeping EBAM at the forefront of this movement.”
A vacuum heat treatment provider recently installed an all-metal hot zone vacuum furnace at their Souderton, Pennsylvania, location.
Solar Atmospheres
Solar Atmospheres added a third all-metal hot zone furnace for its climate-controlled room at its facility in Souderton, Pennsylvania. The additional furnace increases Solar’s capacity for processing sensitive materials such as PH stainless, nickel-chrome based superalloys, titanium, and ferritic and austenitic stainless steels.
Vacuum levels lower than 5 x 10-6 Torr can produce clean, bright results without contamination. Solar reports that the unique placement of isolation valves, an all-metal moly/stainless steel hot zone, and a stainless steel chamber in its new furnace allow it to attain the level of cleanliness mandated by aerospace and medical markets. The furnace also incorporates Solar Manufacturing’s latest SolarVac Polaris HMI control system for complete process automation.
Jamie Jones, President, Solar Atmospheres in Eastern PA
“The increasing demands for cleanliness levels in critical aerospace and medical applications, and the growth in these markets paved the way for Solar Atmospheres to add capacity through this investment,” said Jamie Jones, President of Solar Atmospheres in Eastern PA.
Dan Herring is recognized as the summa wizard of heat treating. This paper, originally published in the October 2014 issue of Fastener Technology International (FTI), then reprinted in Heat Treat Today’sMarch 2019 Aerospace print edition, addresses the critical issue of strength-to-weight in aerospace fastener applications and materials.
When we deal with applications where strength-to-weight ratio is a critical consideration (Fig. 1[1]), we often turn to solutions involving the so-called “light metals”, namely aluminum, beryllium, magnesium, and titanium, to enhance engineering performance while minimizing the weight of components and structures.
It is important to remember that light metals possess other physical properties, which may be of importance in selection or service, such as the good electrical and thermal conductivity of aluminum, the machinability and noise dampening of magnesium, or the extreme corrosion resistance of titanium. Our heat treatment processes must retain and, in some cases, enhance these properties.
Aerospace Fastener Applications and Materials
There are many types of fasteners used in aerospace structural assembly, which include solid rivets, pins with collars, bolts with nuts, and blind fasteners. Other fastener types including latches, straight pins, head pins, lock pins, cotter pins, quick-release multiple piece fasteners, retaining rings, and washers are also commonplace. Aerospace fastener materials include aluminum (e.g. 2024, 6061, 7075), titanium (e.g. Ti-6Al-4V, Ti-6Al-2Sn-4Zr-2Mo), superalloys (e.g., Waspaloy, Hastalloy, Inconel 718) and in some instances steel, stainless steels, tool steels, and nickel alloys (e.g. K-Monel).
Aluminum is the most common fastener material used in the aerospace industry and in many other transportation systems as well. This is because aluminum alloys in addition to having an excellent strength-to-weight ratio can be heat-treated to achieve relatively high strength. Aluminum is easy to form and is relatively low cost. The heat treatable aluminum grades are the 2xxx, 6xxx, and 7xxx series. Aircraft manufacturers, for example, use high-strength alloy 7075 to fasten aluminum aircraft structures. This alloy has zinc and copper added for strength and machinability.
Titanium also has a number of attractive properties including low density and elastic modulus making it a good candidate material for aerospace fasteners, both of the internally and externally threaded varieties. The use of nuts with lower modulus than the male fastener is known to reduce the stress concentration effect at the first thread and improves the distribution of load over the length of the engaged threads. Titanium fasteners are used when a combination of strength and corrosion properties are important, such as when composite materials are involved.
Superalloys are used in applications requiring performance under high operating temperatures, extreme corrosion environments, demands for high creep strength and high fatigue strength, and in cryogenic applications. Superalloy fasteners are found on solid rocket motors, aircraft gas turbine engines, airframes, space shuttle structures, and the like. The superalloys fall into three basic groups: the iron-nickel-base superalloys; the nickel-base superalloys and the cobalt-base superalloys. The iron-nickel-base superalloys evolved from stainless steel technology and are generally wrought. Nickel-base and cobalt-base superalloys can be either wrought or cast. Nickel-base superalloys can be used at the very highest temperatures, just below their melting temperatures of about 2200°F to 2500°F (1205°C to 1370°C).
Heat Treatment of Aluminum Fasteners [2,3]
Aluminum alloys are classified as either heat treatable or not heat treatable, depending on whether the alloy responds to precipitation hardening, the key characteristic being that the alloying elements show greater solubility at elevated temperatures than at room temperature.
Solution Heat Treating
Table 1: Solution Heat Treatment Temperature Range and Eutectic Melting Temperature for 2xxx Alloys
Solution heat treatment involves heating the aluminum and alloys to a temperature slightly below the eutectic melting temperature. The objective of solution heat treatment is to maximize the amount of solute in solid solution. This requires heating the material close to the eutectic temperature and holding the material at temperature long enough to allow the alloy to become a homogenous solid solution. After solution heat treatment, the material is quenched to maintain the solute in supersaturated solid solution. Temperature control is crucial because the solution heat treatment and the eutectic melting temperatures are so close, especially for 2xxx series alloys (Table 1[2]).
Figure 2: A typical solution heat treatment operation for aluminum (photograph courtesy of Wisconsin Oven Corporation)
Solution heat treating problems include oxidation, incipient melting, eutectic melting, and under-heating and can be overcome by close control of process and equipment variability. Solution heat treating and quenching of these alloys is typically accomplished in large high-temperature ovens. In some applications, the oven is supported above the quench tank (Fig 2).
Quenching
The purpose of quenching is to create a supersaturated solid solution at room temperature so that the aging process can strengthen the material. The amount of precipitation occurring during quenching reduces the amount of subsequent hardening possible. This is because as solute is precipitated from solution during quenching, it is unavailable for any further precipitation reactions. This results in lower tensile strength, yield strength, ductility, and fracture toughness.
The cooling effect of quenchants has been extensively studied and the influence of quench rate on mechanical properties has been quantified. For example, it was determined that the critical quenching temperature range for 7075 aluminum alloy is 750°F to 550°F (400°C to 290°C). At quench rates exceeding 840°F/sec (450°C/s), it has been determined that maximum strength and corrosion resistance is obtained. At intermediate quench rates of 840°F/sec to 212°F/sec (450°C/s to 100°C/s), the strength obtained is lowered, but the corrosion resistance is unaffected. Between 212°F/sec and 68°F/sec (100°C/s and 20°C/s), the strength decreased rapidly, and the corrosion resistance is at a minimum. At quench rates below 68°F/sec (20°C/s), the strength decreases rapidly, but the corrosion resistance improved. However, for a given quenching medium, the cooling rate through the critical temperature range was invariant no matter the solution heat treat temperature.
Problems occurring during quenching are typically distortion or inadequate properties caused by a slow quench, resulting in precipitation during quenching and inadequate supersaturation.
Aging
The aging process for aluminum involves either natural aging or artificial aging. Natural aging involves the rapid formation of GP (Guinier-Preston) zones from the supersaturated solid solution and from quenched-in vacancies with strength increasing rapidly with properties becoming quasi-stable after approximately 4 to 5 days. These alloys will continue to exhibit changes in properties as the years go by.
Many heat treatable aluminum alloys are artificially aged after quenching. Precipitation hardening (aging) involves heating the alloyed aluminum to a temperature in the 200ºF to 450°F (95ºC to 230ºC) range. At this temperature, the supersaturated solid solution, created by quenching from solution heat-treating, begins to decompose and accelerates precipitation in heat treatable alloys. The aging curves for the alloys vary; however, generally the higher the aging temperature, the shorter the time required to attain maximum properties.
Heat Treatment of Titanium Fasteners
Titanium alloys are typically classified as pure titanium, alpha, beta, and alpha-beta alloys. There are also so-called near alpha and near beta (i.e. metastable beta) phase alloys. Under equilibrium conditions, pure titanium and alpha (α) phase have hexagonal close-packed structures up to 1620°F (882°C), above which they transform to beta (β) phase having a body-centered cubic structure up to the alloy’s melting point.
Near alpha alloys typically have a small amount (1 to 2 %) of the stabilizing beta phase present. In near beta alloys, significant additions of the beta-stabilizing phase suppress the Ms temperature below room temperature and the beta phase is retained at room temperature by rapid cooling or quenching from the alpha-beta phase. The inherent properties of all these structures are quite different.
Titanium alloys have a complex heat treatment process (Table 2[4], 3).
Table 3: Heat Treatments for Metastable Beta Titanium AlloysTable 2: Heat Treatments for Alpha-Beta Titanium AlloysFigure 3: typical vacuum furnace (Photograph Courtesy of Solar Atmospheres, Inc.)
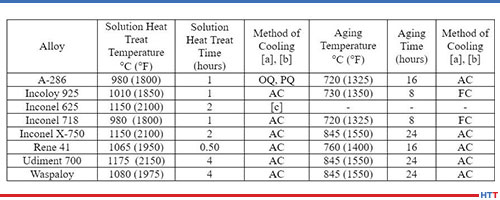
Most superalloys are hardened using a solution treating and aging process (Table 4[3]). Solution treating involves heating the alloy to a temperature in the range of 1800°F (982°C) or higher, followed by gas quenching. In most cases, superalloys are processed in a vacuum furnace (Fig. 3) and do not require a rapid quench. Pressures of two bar or less are often sufficient for quenching. This is followed by aging (age hardening) at intermediate temperatures for extended periods of time. Normally, the complete solution treat and aging cycles can be programmed into the furnace so that unloading is not required between cycles. Certain superalloys, however, require other special treatments to develop required properties.
Table 4: Typical Solution Heat Treating and Aging Cycles for Select Wrought Superalloys
Summary
Fasteners account for a significant amount of component parts in aircraft, rotocraft, and space vehicles where strength, corrosion, and weight of structural assemblies are important. Fasteners play a critical role in defining the longevity, structural integrity, and design philosophy of most metallic aerospace structures.
Notes:
Cooling nomenclature: FC = furnace cooling; AC = air cooling; RAC = rapid air cool; OQ = oil quench; PQ = gas pressure quench.
Air cooling equivalent is defined as cooling at a rate not less than 22°C/min (40°F/minute) to 595°C (1100°F) and not less than 8°C/min (15°F/minute) from 595°C to 540°C (1100°F to 1000°F). Below 540°C (1000°F) any rate may be used.
To provide adequate quenching after solution heat treatment, cool below 540°C (1000°F) rapidly enough to carbide precipitation. Oil or water quenching may be required on thick sections.
References
Leigh, Joanna, New Checklist for Nadcap Audits, Industrial Heating, November 2011.
Mackenzie, D. Scott, Heat Treating Aluminum, HOT TOPICS in Heat Treatment and Metallurgy, Vol. 2 No. 7, July 2004.
Herring, D.H., Atmosphere Heat Treatment Volume I, BNP Media Group, 2014.
Herring, D.H., Vacuum Heat Treatment, BNP Media Group, 2012.
Herring, D.H., Metallurgy of Aluminum and Aluminum Alloys Parts One and Two, white paper, 2006.
About the Author: Daniel Herring, The Heat Treat Doctor®, is a metallurgist, designer, and materials scientist who takes seriously the initiative to educate current and future generations of heat treaters in the ways of the industry. More about The Heat Treat Doctor® can be learned from his Heat Treat Consultants page. This paper was originally published in the October 2014 issue of Fastener Technology International (FTI), then reprinted in Heat Treat Today’s March 2019 Aerospace print edition. It is published here with permission from the author.
A metals and industrial group was recently approved to add seven steel plants to their planned merger, combining steel, engineering, and mining businesses into a single international presence.
Following recent EU approval for Liberty to acquire seven major European steel plants from global steel and mining company, ArcelorMittal, the GFG Alliance has announced intentions to integrate most of its Liberty steel, engineering and mining businesses into a single global entity, spanning assets across the UK, Europe and Australia.
Liberty Engineering
The consolidated business will include all of the UK steel and engineering assets, the integrated Australian Liberty primary steelworks in Whyalla, a number of high-quality Australian iron ore and metallurgical coal mines, and, once completed, the seven European steel plants being acquired from ArcelorMittal. This merged new group would exclude GFG’s recycling and building products businesses in Australia and the U.S.
Currently these businesses exist separately within the GFG Alliance but they hope the planned merger and integration will allow Liberty to gain a more prominent position in the international market.
Sanjeev Gupta, Executive Chairman of the GFG Alliance
“We look forward to leveraging Liberty steel and mining’s integrated supply chain to create further value,” said Sanjeev Gupta, Executive Chairman of the GFG Alliance. “The business will combine Liberty’s integrated steelworks in Whyalla and its ambitious Australian iron ore and coking coal mining businesses, with Liberty House Group assets in the UK and the planned acquisition of the ArcelorMittal European manufacturing facilities.”
The business plans to internationally ship iron ore, coking coal, and semi-finished product from Australia to its manufacturing plants and mills.
Liberty is known in the UK as a steel producer and an engineering components supplier to the automotive, aviation, defense and renewable energy sectors, while Liberty Primary Steel in Australia produces rail and structural steel for the growing infrastructure and building industries.
A global metals manufacturer recently announced sale agreements of its divisions to two buyers: two non-core forging facilities to a middle-market private equity investment firm, and its Cast Products business to a manufacturing group.
Allegheny Technologies Incorporated (ATI) has agreed to sell the two non-core forging facilities to Wynnchurch Capital, LLC for $37 million in cash, and its Cast Products business to Consolidated Precision Products Corp. (CPP).
John Sims, Executive Vice President, HPMC segment
The forging facilities, located in Portland, Indiana, and Lebanon, Kentucky, are part of ATI’s High-Performance Materials & Components (HPMC) segment. They use primarily traditional forging methods to produce carbon steel forged products for use in the oil & gas, transportation, and construction & mining industries. They will be sold to Chicago, Illinois-based Wynnchurch Capital, LLC, a leading middle-market private equity investment firm. The transaction will close during the second quarter of 2019.
The ATI Cast Products business unit is part of the High-Performance Materials & Components (HPMC) segment. It produces titanium investment castings that are primarily used by aerospace & defense OEMs in the production of commercial jet airframes and engines. A post-casting machining facility in Salem, Oregon, will remain with ATI and provide services to CPP and others. CPP of Cleveland, Ohio, operates 16 global facilities manufacturing products primarily for the aerospace, defense, and industrial industries and is a portfolio company of Warburg Pincus, a leading global private equity firm. The transaction, subject to customary regulatory approvals, is expected to close in the early part of the third quarter of 2019.
Robert S. Wetherbee, President and Chief Executive Officer of ATI
“[The forging facilities] transaction is consistent with our ongoing efforts to actively evaluate our business portfolio to ensure we’re focused on key growth opportunities for HPMC in the aerospace & defense end-markets, specifically in nickel and titanium products as well as in advanced iso-thermal and hot-die forgings,” said John Sims, Executive Vice President, HPMC segment. “With the sale to Wynnchurch Capital, these solidly-performing, independent operations will become part of a company with a proven track record of investing in, growing and successfully operating industrial manufacturing businesses.”
“ATI’s HPMC segment is at its best when we couple our materials science expertise and extensive forging experience to produce critical jet engine components in our world-class production facilities,” added Sims. “ATI’s Cast Products business is a good fit for CPP’s aerospace and industrial focused business portfolio.”
“We continue to actively evaluate our business portfolio to ensure that we are focused on the businesses that offer ATI the best combination of growth, profitability, and corporate synergies,” said Robert S. Wetherbee, President and Chief Executive Officer of ATI.
When heat treating complex parts, such as aerospace and defense components, businesses in the industry rely on an accreditation agency to enforce high standards to ensure safe, reliable products.
The Nadcap program:
Keeps aircraft in the sky, submarines underwater, satellites in orbit and weapons systems functioning as intended
Certifies heat treaters to conduct business in the aerospace and defense industries
Replaced the expensive and inefficient individual supplier audits aerospace and defense OEMs historically conducted on their own
Sets strict requirements regarding all aspects of heat treat operation.
“Nadcap requirements are quite prescriptive. Other industry standards programs give suppliers varying amounts of leeway en route to achieving the benchmarks they set. Nadcap features no such liberty. It’s their way or the highway.” – Paulo
Dunkirk Specialty Steel LLC, a leading U.S. manufacturer of semi-finished and finished specialty steel products, unveiled several state-of-the-art upgrades and modernization efforts at its Dunkirk facility. These renovations are the result of a $10 million capital investment from parent company Universal Stainless and Alloy Products, Inc., and collaborative efforts by the County of Chautauqua Industrial Development Agency, City of Dunkirk Department of Development, and NYS Empire State Development.
The 800,000 square-foot facility has installed a new $10 million bar turn and burnish line, as well as a new General Electric phased array nondestructive testing system. The addition of the specialty equipment from Germany and Japan makes the Dunkirk-based unit finishing cell the most advanced in the United States.
“This is more great news for Chautauqua County,” stated Mark Geise, Deputy County Executive for Economic Development/CEO of the County of Chautauqua Industrial Development Agency, “and demonstrates how collaboration at all levels can reap rewards for the County and the region. Dunkirk Specialty Steel LLC continues to up their game, and we’re glad we could be a part of it. I just want to thank Dunkirk Specialty Steel LLC and their parent company Universal Stainless and Alloy Products, Inc.; our economic development partners; and the CCIDA staff for making this project a reality.”
High-performance applications demand components free from flaws. Bearings, gears, and other steel components manufactured with contaminated materials can lead to devastating outcomes. While most steelmaking applications find impurities still slip into the process, for aerospace applications, complete elimination of impurities is the goal. Contaminant-free steel.
Enter the researchers at NASA’s Glenn Research Center where a method has been devised for “creating ultra-pure steel alloys that are free from ceramic particle contamination” and “can be used to make bearings, gears, or any other machine components.”
Glenn’s innovative method starts with only elementally pure (at least 99.99% pure) ingredients and ceramic-free melting processes followed by ceramic-free atomization and powder metallurgy techniques. ~ NASA