A company in advanced metal casting technologies has shipped its first commercial additive manufacturing evaporative casting (AMEC) machine to the University of Tennessee, Knoxville (UTK). The system will be installed at UTK’s manufacturing research facility, where it will support continuing education, casting research, and workforce development in next-generation manufacturing.
Lightning Metal LM-16 is Skuld LLC‘s flagship machine for additive manufacturing evaporative casting (AMEC). The machine is a tool-less, net-shape casting process capable of producing aerospace grade aluminum and other high-performance alloys with minimal post-processing. The system enables rapid prototyping, reduced lead times, and flexible alloy compatibility, making it ideal for both industrial and academic environments.
The Lightning Metal LM-16 AMEC machine by Skuld Source: Skuld LLCSarah Jordan Founder & CEO Skuld, LLC Source: Author
“This milestone represents…a signal that advanced casting is entering a new era,” said Sarah Jordan, co-founder and chief executive officer at Skuld. “The University of Tennessee is a national leader in manufacturing innovation, and we’re proud to support their mission with a system that bridges research and real-world application.”
Adam Penna Director, Sales and Marketing Skuld Source: Linkedin
UTK will use Lightning Metal LM-16 platform to expand its materials science curriculum, conduct applied research in casting and alloy development, and provide hands-on training for students and professionals entering the manufacturing workforce.
“This is exactly the kind of partnership we envisioned when we launched the Lightning Metal platform,” said Adam J. Penna, director of sales and marketing at Skuld. “It’s a platform that empowers innovation in evaporative casting utilizing 3D printing for improved features like edges and surfaces while also reducing the need for tooling cost…whether you’re solving supply chain challenges or training the next generation of engineers.”
The Technology
Skuld’s AMEC technology merges lost foam with polymer 3D-printing. Heating up to around 2000°F, the machine operates as an automated micro-foundry. The Lightning Metal LM-16 removes the safety issues of handling molten metal and is perfect for small, custom, one-off aluminum parts fasteners. It makes products in a 7″ cube, melting approximately 16lbs of aluminum, and can also process brass or bronze.
The machine is sized to be able to move through standard doorways and utilizes single-phase power, like a dryer plug.
The casting works by utilizing a hollow polymer shape in place of lost foam, where the molten metal vaporizes the polymer. This is a subset of the casting field called lost foam, which is a variation on lost wax investment casting, and eliminates around 90% of process steps, making for fewer costs and a faster process. The mold is insulated with a thin ceramic shell, ceramic beads, a metal container called a flask, and unbonded beads.
Gear produced by Lightning Metal LM-16 Source: Skuld LLCProduct of Lightning Metal LM-16 Source: Skuld LLCProduct of Lightning Metal LM-16 Source: Skuld LLC Source: Skuld LLC
Heat Treat Today asked what difficulties Skuld faced in developing this technology. The development process faced several unique hurdles, such as heat retention due its small size (compared with a large furnace), as well as crafting the machine’s automation while not allowing it to be hackable.
Applications
SBIR awarded to Skuld LLC Source: Skuld LLC
The Lightning Metal LM-16 is for those without an in-house foundry. It works well for replacement parts for in-house heat treatment, for example: hooks, baskets, or rollers. The machine can also produce spare parts or be utilized for prototyping pieces that can be used by higher volume machines. The Lightning Metal LM-16 operates well at around one hundred pieces per year.
The AMEC technology eliminates machining (which reducing costs for clean machining), and drives down the cost substantially associated with cooling for lost foam. The process also avoids HIPing, reducing the need for powder bed fusion parts.
The system enables reverse-engineering for discontinued items, and could be particularly applicable for heavy equipment, agriculture, compressors, and railroads.
The Lightning Metal LM-16 deployment marks a major step in Skuld’s commercialization strategy, following over $9 million in Department of Defense contracts and successful pilot programs with the U.S. Air ForceandDefense Logistics Agency. The company was recently awarded an SBIR for additive manufacturing.
For more information on this technological innovation, please contact Adam Penna at apenna@skuldllc.com.
Atlas Holdings has announced the formation of Orion Steel following the completion of the acquisition of EVRAZ Inc. North America and EVRAZ Inc. NA Canada with their respective subsidiaries. The newly formed Orion Steel will be led by former U.S. Steel executive, Doug Matthews, who will serve as chief executive officer. Orion Steel is poised to become a central player in the North American steel market due to its focus on engineered steel products intended for rail, energy, infrastructure, and industrial.
Atlas announced the agreement in June of 2025 to acquire EVRAZ North America, a leading producer of engineered steel products in the United States and Canada for rail, energy, infrastructure, and industrial end markets. The new company, Orion Steel, includes Rocky Mountain Steel Mills in Pueblo, Colorado; Oregon Steel Mills in Portland, Oregon; and Interpro Pipe and Steel in Regina, Saskatchewan, and locations across Alberta, Canada.
Orion Steel’s website Source: Orion Steel
Collectively, Orion Steel employs 3,400 skilled associates across two electric arc furnace steel facilities, 12 steel product mills, and 17 scrap recycling facilities. They have a steelmaking capacity of 2.3 million tons and a finished steel capacity, including tubular products, of 3.5 million tons. Orion Steel products regularly contain more than 98% recycled scrap material, and Rocky Mountain Steel is the world’s largest solar-powered steel mill and the largest rail supplier in North America.
“As a well-capitalized strategic supplier, Orion Steel is poised to become a central player in the North American market, helping to ensure economic and security interests of the United States and Canada are advanced through significant, local production,” said Doug Matthews, CEO of Orion Steel. “I’ve been in this business for three decades and I am completely energized by this unique opportunity. This is a historic operation heading into a bold new chapter.
“I’ve seen the look in steelworkers’ eyes when they push an operation to new heights. We are going to see that same look from our team members across all Orion Steel facilities as we write the next chapter of this essential North American steelmaker,” added Matthews.
“Doug offers more than just decades of experience in operations, sales, marketing, and supply chain management. He brings a forward-thinking, hands-on approach that helped transform U.S. Steel’s commercial strategy and operations, and he has the deep belief that the heart of this business is the people on the ground, running the mills day in and day out — and he works to empower them to perform at their best.” Atlas Partner Sam Astor commented. “This is a critical time in the global steel market. We’re ready to meet the challenges and seize the opportunities, and we are excited to be playing a role in ensuring the long-term future of strategic steel production in the United States and Canada.”
Matthews began his 33 years with U.S. Steel rising through the ranks from plant leadership in Pittsburgh, Pennsylvania, to operations leadership as a member of the executive team.
Former CEO of EVRAZ, Skip Herald, will continue his service as a member of the Orion Steel Board of Directors.
Press release is available in its original form here.
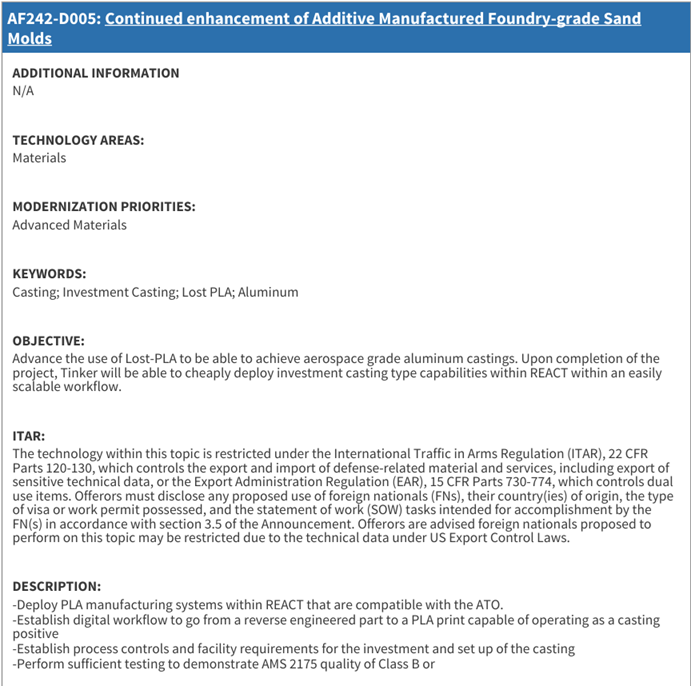
Are you looking to expand in-house heat treat operations on a brownfield industrial site? These sites can bring complications due to a more restrictive footprint combined with other fixed process conditions. In today’s Technical Tuesday installment, the authors of this case study reveal how to consider available footprint and conveyance mechanism options in a continuous steel reheat furnace, as well as the key design variables for industrial furnaces.
On the research team are the following: Michael K. Klauck, P.Eng., President; Robin D. Young, P.Eng., Vice President — Mechanical Engineering; Gerard Stroeder, P.Eng., Manager — Sr. Technology Specialist; and Jesse Marcil, E.I.E., Project Manager — Mechanical Engineering, all from CAN-ENG Furnaces International.
This informative piece was first released inHeat Treat Today’sFebruary 2025 Air/Atmosphere Furnace Systems print edition.
Introduction
A manufacturer with in-house heat treating had the need to develop a custom furnace for a critical step in the forging process. Specifically, this furnace would be for reheating bottom poured ingots and/or continuously cast round blooms to forging temperatures.
Like all industrial furnaces, the design for such a furnace takes into consideration many factors, including but not limited to:
Production throughput/capacity
Product configuration/condition
Material composition
Target product temperature uniformity
Soak time
Cycle time
Serviceability
Upstream and downstream process integration
Automation
Continuous reheat furnaces that supply steel rolling mills (slabs, blooms) are often designed for very large capacities up to 500 TPH (tons per hour). However, this client’s site was in the 15–30 TPH capacity range. For an open die forging application, this would be considered a low to medium capacity range.
Another consideration was that this was a location with already existing buildings. “Greenfield” sites are undeveloped areas free from prior industrial use; thus, they impose very few restrictions on the layout of the reheating furnace and overall forging cell. In this case, the manufacturer was developing on a “brownfield,” a place with evidence of prior industrial production. Places like these often have the blessing and curse of existing, vacant structures. So, in addition to the design considerations listed above, the physical limitations of a brownfield places constraints on what technology can meet the key performance deliverables.
In this article, we will review how this manufacturer with in-house heat treat was able to customize their furnace to successfully adapt it to the constraints of a brownfield location. The key: An appropriate conveyance mechanism.
Figure 1. Traditional gantry style loader/unloader
Continuous Furnace Design for Cylindrical Round Reheating
The client’s product was a cylindrical “as cast” (continuous casting or static cast) round of approximate weight 1.5–2 tons with required reheating at 2300°F. With a design production capacity of 15–30 TPH, batch reheating was not a viable option; the main choices for continuous furnace reheating are either a walking hearth or rotary hearth furnace (“ring furnace”).
The scope of plant equipment that had to be installed in custom forging cells consists of the following:
Incoming raw material preparation and cutting
Reheat prior to forging
Forging
Post-forging operations — trimming, shearing, and heat treatment (normalizing, tempering)
Machining and finished goods
For a recent reference site, the incoming raw material preparation, the cutting facility consumed approximately 30% of the overall floor space and the forging machine consumed 35% of the footprint, leaving approximately 35% of the available area for the reheating furnace. A comparison of the advantages and disadvantages of the walking hearth technology and rotary hearth technology was made and presented to the end user.
Some of the advantages of the rotary hearth design included the following:
A smaller overall footprint/lower consumption of building length
Non-water-cooled hearth
Positive product positioning with low risk for movement during conveyance
No complicated pits/foundations
Less complicated drive system
Figure 2. Wrought round bar discharge via a single door system
For this reason, the end user opted for the rotary hearth furnace design over the walking hearth system. A traditional rotary hearth furnace design incorporates two gantry style units, one for loading and one for unloading (see Figure 1). There is a “dead zone” of 10–20° between the charge and discharge which does not contribute to the overall effective heated length.
Alternatively, the CAN-ENG design employs a single door vestibule for both charging and discharging. Instead of dedicated mechanical systems with limited degrees of freedom, this design uses a pedestal-mounted, purpose-built furnace tending robot with a 270° axis slew (see lead article image). The result of these design changes is a more effective utilization of the building width for reheating with no dead zone combined with a robot that has considerable freedom when transferring products from furnace elevation to discharge conveyor elevation.
The robotic feature is particularly important when considering pass line differences for various pieces of equipment in a production cell. Some installations cannot have pits due to high water table considerations, and so the flexibility of robot reach combined with the 270° of axis slew yields fewer restrictions for the end user.
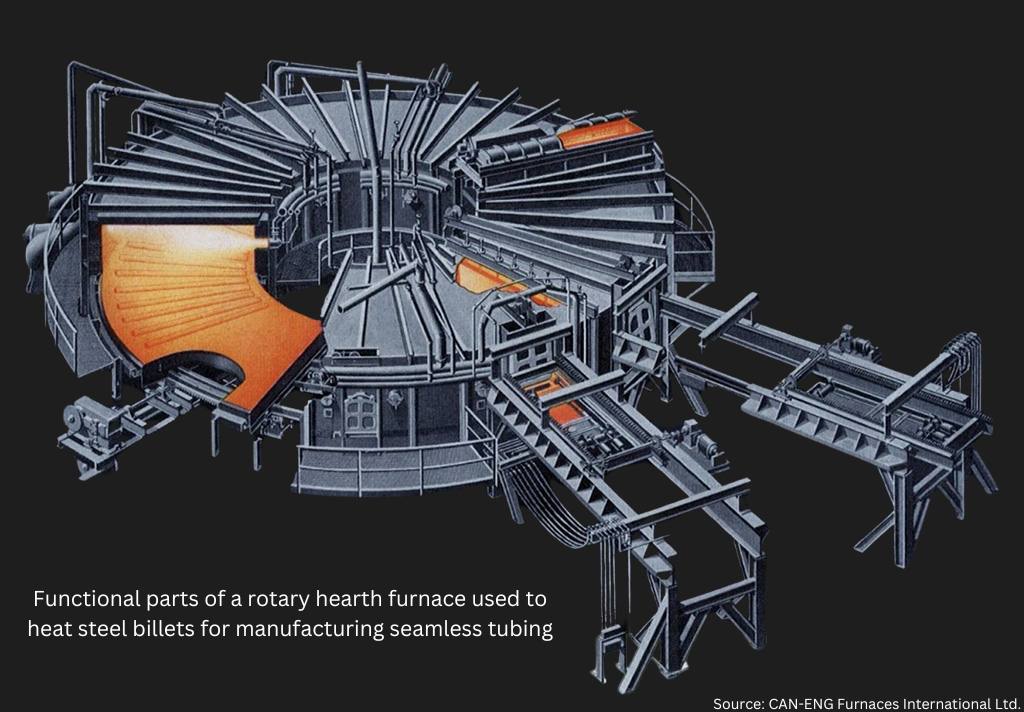
Figure 3. Plan view product layout showing inner and outer charge positions
This rotary hearth furnace can be configured for loading a single long piece or two shorter pieces, one charged towards the furnace inner ring, and one charged to the furnace outer ring, with a suitable gap between the pieces and the refractory walls. This provides considerable flexibility for piece size which is accommodated by the furnace tending robot. Had gantry style loaders/unloaders been used for the charging/discharging functions, the requirement for charging an inner and outer ring of the furnace would have been significantly more challenging.
The overall diameter of a typical steel rotary furnace for 15–30 TPH of production capacity is in the 55’–65’ diameter range (outside of steel service platform). This is dependent on the soak time specified by the end user and the heat up time for the cast or wrought steel product that is charged.
There are many aspects of industrial furnace design that are not covered in this article, and they would include at a minimum:
Refractory — hearth, wall, roof and flue areas
Flue design
Burner type — heat-up zones (both above and below auto-ignition), holding zones (i.e. soak zones
Physical zone separation vs. soft zoning
Drive configuration/drive synchronization
MES or Level II automation and controls
Incoming raw material cutting — carbide-blade, band saw and torch
A full article could be dedicated to each of these subjects. Many details are considered confidential design aspects of the furnace builder.
To speak just on support pieces (piers/bunks), nearly all refractory pier compositions are subject to interaction between the scale that is formed during heating (Fe2O3/Fe3O4) and silicates in the refractory matrix, particularly at reheating temperatures of 2300°F or higher.
Under the conditions of pressure and extremely high temperatures, a low melting point liquid compound of fayalite (iron silicates) is formed at the contact point between the workpiece and refractory pier. This is very undesirable and severely limits the overall pier life. Nickel- and cobalt based super alloys have been used successfully at temperatures up to 2450°F, but these materials can be cost prohibitive, especially considering that 70 or more product locations/pier placements may be required. Unless the product requires very restrictive uniformity in reheating (i.e., titanium ingots), consideration of nickel- or cobalt-based work support pieces is not economically feasible.
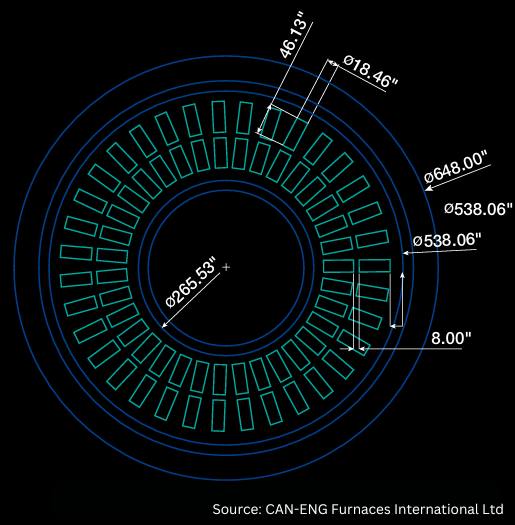
Figure 4. 3D rendering of a CAN-ENG single door rotary hearth furnace
The most important consideration for the forging cell downstream of the reheating furnace is the uniformity of the bar, ingot, bloom or mult as delivered for forging. Accurate determination of the temperature uniformity is often misleading by infrared radiation (IR) methods since primary scale is removed in the breakdown passes and secondary scale reforms in its place. Workpiece thermocouple measurements at defined locations in predrilled test pieces under full load conditions yield the best results for determining product uniformity prior to furnace discharge.
Conclusion
The modern rotary hearth ring furnace at low to medium production capacities of 15–30 TPH offers a compact footprint that has many advantages compared to water cooled beam walking hearth type reheating furnaces. This is particularly important to brownfield sites which need to adapt the existing industrial layout to current production needs. When combined with automated saw cutting and forging cells, an integrated manufacturing solution results in very low man-hour/ton of labor input. As seen in this article, recent reference sites where material handling conveyors, robots, descale units, vision systems and Level II MES (Manufacturing Execution Systems) were supplied have allowed U.S.-based end users to achieve the lowest total production costs, allowing them to be competitive with India and China.
Michael K. Klauck, P.Eng., has nearly 40 years of working in the foundry, steel, commercial heat treating and industrial furnace businesses. He started at CAN-ENG in the year 2000 and has been president since 2012.
Robin D. Young, P.Eng., joined CAN-ENG in the year 2000 and has held progressive positions with the company since then. In his current role, he is responsible for departmental oversight of all aspects of Mechanical Furnace Design as well as the Field Service Team.
Gerard Stroeder, P.Eng., joined CAN-ENG METAL TREATING in 1984, a commercial heat treater, moving over to CAN-ENG FURNACES in 1991. With four decades of process and industrial furnace knowledge, Gerard has expert knowledge of industrial furnace costing and ERP business systems.
Jesse Marcil, E.I.E., is a mechanical engineer working on his Professional Engineer Certification (P.Eng.). Prior to joining CAN-ENG in 2021, he worked in the Engineer, Design — Build of Commercial and Industrial buildings. In his four years with the company, he has now completed several large custom ETO (Engineered To Order) furnace projects.
Schilling Forge, a supplier of precision forgings based in Syracuse, NY, recently increased its annealing capacity with a car-bottom furnace. The company produces forgings for a variety of industry segments in medical manufacturing, including surgical, dental, orthodontic, and endoscopic.
The furnace, designed and manufactured for the company by Gasbarre Thermal Processing Systems, is electrically heated with an operating range of has a work zone of 60” x 84” x 40” with a 9,000-lb load. It is electrically heated with operating range of 1250°F to 1600°F (732°C to 871°C).
“We are excited about the arrival of our new Gasbarre car-bottom furnace that increases our annealing capacity by 67%,” reported Schilling Forge on a LinkedIn post. “You can see our survey posts where we attached our thermo-couples at 9 various locations to verify the temperatures throughout the cycle.
Kuźnia Jawor, a company specializing in the production of hot forged and CNC machined components for the automotive, machinery, mining, and piping industries, has enhanced its manufacturing capabilities through the addition of an oil-hardening furnace and two nitriding furnaces from a supplier based in North America.
Kuźnia Jawor replaced their production line with an oil-hardening furnace and two outdated nitriding furnaces from Nitrex. The decision to upgrade was prompted by the need to eliminate outdated technology and address controls issues. The current production line has been designed using a Nitrex nitriding system and a vacuum hardening furnace.
Kuźnia Jawor leverages its in-house capabilities to design and manufacture forging tools, a crucial element of the production process. This is necessary for obtaining repeatable strength parameters in steel and ensuring their resistance to geometric changes or abrasive wear, factors that are addressed through heat treatment. The new equipment enables them to actively reduce CO emissions, decrease energy consumption, and more.
Nitrex furnace
The company’s forging and CNC processes are marked by meticulous precision, with dies initially undergoing treatment in the vacuum furnace before proceeding to the nitriding phase. This multi-step approach is essential for achieving a zero-white layer, effectively preventing surface cracking in the H11, H13, and WNL hot work steel dies subjected to high-pressure hammer forging. A crucial part of this initiative was the installation of a Nitrex horizontal-loading system, featuring the furnace model NXH-9912, a custom solution designed to facilitate the seamless automatic transfers of loads between operations.
The turnkey system is equipped with Nitreg® nitriding technology, which enhances the wear and corrosion resistance of treated tooling. This technology improves efficiency gains, leading to savings in process time and resources, including electricity and process gases. Furthermore, the system adheres to industry standard 2759/10 controlled nitriding, ensuring the highest quality and precision in the heat treating process.
Interestingly, Kuźnia Jawor is also engaged in an ongoing collaborative research and development project with a local university, exploring hybrid coatings that combine Nitreg® nitriding technology with PVD and CVD processes, with the aim of further enhancing tool performance.
Located in the southwestern region of Poland, Kuźnia Jawor is a provider of forged and CNC automotive parts within Poland and mining parts in international markets such as Czechia and Türkiye.
Marcin Stokłosa, Nitrex Technical Sales Manager, NITREX Poland (Source:LinkedIn.com)
Marcin Stoklosa, manager of Technical Sales at Nitrex, who oversaw this endeavor, sums it up, “Kuźnia Jawor’s choice to partner with Nitrex was driven by the need to replace outdated equipment, modernize, and expand their production facility. The result? Improved quality, enhanced performance, and a stronger position in the forging industry.”
Today’s News from Abroad installment shares exciting news from the steelmaking world that is of international importance.
Heat Treat Today partners with two international publications to deliver the latest news, tech tips, and cutting-edge articles that will serve our audience — manufacturers with in-house heat treat. heat processing, a Vulkan-Verlag GmbHpublication, serves mostly the European and Asian heat treat markets, andFurnaces International, a Quartz Business Media publication. primarily serves the English-speaking globe.
French ECM Group Expands with IOS Acquisition in Europe
ECM Group to consolidate its presence in Germany Source: heat-processing.com
“With the acquisition of IOS, the French ECM Group strengthens its presence in Germany and Northern Europe as well as its service activities. The medium-sized company IOS – Industrie Ofen Service is based in Arnsberg (Hochsauerlandkreis) and specialises in the maintenance of industrial furnaces for vacuum heat treatment. IOS currently employs around a dozen people and is mainly active in the German-speaking and Northern European markets. The company has extensive expertise, is a competent partner for its customers and focuses on rapid response and high quality.”
Center set to help forgers explore modern processes and new integrated digital technologies. Source: furnaces-international.com
“A research and innovation hot forging platform has announced it [would open] on the 21st March at the University of Strathclyde’s Advanced Forming Research Centre (AFRC), part of the National Manufacturing Institute Scotland, connecting the $75 billion global forging sector with the Scotland-based team and industry-scale testbed, no matter where they are in the world.”
Metso has decided to discontinue foundry operations in Prerov, Czech Republic. Source: heat-processing.com
“According to the statement of Metso, the decision is based on fundamental changes in the market environment, which have negatively impacted the foundry’s competitiveness. The decision affects around 160 manufacturing-related positions. Operations at the foundry will be ramped down during the second quarter of 2024.”
Tenova Takes on Sustainable Steel with RINA Partnership
Caption: Schematic for Hydra project Source: furnaces-international.com
“Tenova, announced it is partnering with RINA on the ambitious European Commission-backed Hydra project. This partnership will drive innovation in sustainable steel production leveraging Tenova’s cutting-edge technologies. The €88M project is funded by the European Commission’s NextGenerationEU and backed by the Italian Ministry of Enterprises and Made in Italy.”
Sudosilo S.A., a commercial heat treatment service provider in South America, is bringing premier nitriding to the Argentine industrial sector with the recent commissioning of turnkey heat treat installation. This newly operational nitriding system represents a significant milestone as the first of its kind in Argentina, offering third-party heat treatment services to the region.
Source: Nitrex
The integration of this system from NITREX — a global supplier of heat treat systems with North American locations — is set to establish a new benchmark for quality and precision in nitriding treatments. Particularly, it will help Sudosilo cater to various sectors, including aluminum injection, aluminum extrusion, forging, and oil applications.
Jerónimo Alberto Colazo Production Manager Sudosilo
Jerónimo Alberto Colazo, production manager at Sudosilo, highlighted, “The competitive edge of this installation lies in its meticulous control and automation capabilities, ensuring process stability and the ability to generate specialized processes and recipes tailored to unique requirements of each application. This high level of customization and precision guarantees superior quality, meeting the intricate demands of industries served by Sudosilo.”
This press release is available in its original form here.
Metallus, formerly known as TimkenSteel and a leader in high-quality specialty metals, manufactured components, and supply chain solutions, announced that the company has entered an agreement for up to $99 million in funding from the United States Army.
Half of the funding is currently obligated, with the balance subject to mutual agreement during subsequent phases after the final project details are presented to the Army. This funding will support a project aimed at bolstering the Army’s mission of ramping up artillery shell production in the coming years.
Mike Williams President and CEO Metallus Source: Metallus
Specifically, this project will enable the development of additional capacity to help fulfill increased global demand for artillery shells. The new capability is expected to increase throughput of high-quality bar-based products used in artillery applications and support approximately $60 million of incremental base sales annually, demand dependent. The company is targeting late 2025 for this new capability to be operational with funding to be provided throughout the procurement and installation process.
“Metallus is honored to expand our commitment to the defense sector, reliably providing high-quality specialty metals for critical applications. With this funding, we intend to further optimize our assets to meet the Department of Defense’s heightened demand while reducing our carbon footprint,” affirmed Mike Williams, president and CEO.
The 2022 National Defense Strategy outlines the Department of Defense’s commitment to establishing a modernized and coordinated defense industrial network. This initiative aims to develop a reliable and resilient supply chain of industrial partners over the next several years that will significantly enhance the nation’s defense capabilities for the long-term.
This press release is available in its original form here.
IperionX, a producer of high-quality titanium alloys, has commissioned a titanium production facility in Virginia.
Anastasios (Taso) Arima, CEO of IperionX, commented in a letter to the company’s shareholders: “Our Virginia titanium facility is designed to apply our HAMR [Hydrogen Assisted Metallothermic Reduction] and HSPT [Hydrogen Sintering & Phase Transformation] technologies to produce sustainable, high-quality and high strength titanium metal products at low cost.”
Full capacity is scheduled for 2026, with more than 1,000 metric tons of titanium produced per year. Using titanium powder produced on site, IperionX plans to employ unique forging technologies to produce titanium mill products and near net shape titanium products and to apply AM to produce 3D printed titanium products.
Arima also added, “We engaged with Lockheed Martin, GKN Aerospace, and the U.S. Army to replace traditional titanium mill products, in this case titanium plate, providing a new domestic and sustainable source to enhance their critical supply chains.” To aid these goals, Iperion is installing a large-scale, industrial furnace at their Virginia facility.
This letter to IperionX’s shareholders can be found here.
Effective November 30, 2023, Joe A. Powell has sold his remaining shares in Akron Steel Treating Company, his family’s commercial heat treating business for over 80 years in Akron, Ohio, USA, to a fourth generation of new “family” ownership.
The team at AST will continue to deliver ISO and Nadcap aerospace heat treating and related metallurgical services to part making customers.
Joe A. Powell, AST’s Chairman of the Board, will remain active in the heat treating and metallurgical services community as president ofIntegrated Heat Treating Solutions, LLC. (IHTS). IHTS is a “heat transfer” consulting company for product development teams to enable more sustainable heat treating equipment and practices to be integrated into their new product designs. IHTS and its team of part making consultants enable their part making clients to deliver more “total added value” from heat treating and forging per BTU expended in making their products for their end users; including the design of the associated heating and quench cooling equipment for "leaner + greener, more sustainable, manufacturing" and for greater recyclability of metal alloys.
Pictured in the image above: AST’s new shareholder team, and Joe A. Powell, Chairman of the Board, are pictured from left to right: Matt Moldvay, President; Steve Powell, Vice President of Quality, Christina Powell Somogye, Vice President of Administration; Joe A. Powell, Chairman; and Joe N. Powell, Vice President of Sales. (Source: AST)