Flame and Fire: History of the Industrial Gas Industry
Jim Roberts of U.S. Ignition entertains readers in a Combustion Corner editorial about how the industrial gas industry evolved from its humble beginnings in the early 1900s into a precision-driven force that transformed combustion technology and modern manufacturing.
This editorial was first released in Heat Treat Today’s November 2025 Annual Vacuum Heat Treating print edition.
Let’s think about how young the industrial gas industry really is.
A Short Pipeline in Time
The first real industrial usage was way back in the 1800s somewhere. But there was no infrastructure, no supply other than bottled gas for industrial applications. The gas industry, as far as we recognize it, did not really take off until somewhere around the early 1920s when the first welded pipeline was installed. Then, as usage increased, it became apparent that safety was going to be a concern. The addition of mercaptan (rotten egg smell) was not until the late 1930s.
With the growth of commercial and residential usage, the demand for gaseous fuels grew by 50 times the original market size anticipated between 1910 and 1970! What does that demand look like? Today there are over 3 million miles of gas distribution lines connected to 300,000 miles of big transmission pipelines in the U.S. alone. All that growth in a span of 100 years, essentially. That means the transmission pipeline system in the U.S. could stretch around the planet 12 times!

Source: Library of Congress Prints and Photographs Division
Most of that construction occurred during the post-war 1940s to 1960s timeline. That’s one busy industry! And it dragged all the thermally based markets and industries along with it. Now, we have come to accept the availability of natural gas as so commonplace that we cannot imagine life without it.
Responding with Precision
So, now you ask yourselves, “Why this history lesson, Jim?” Well, because we are supposed to be learning about combustion and the era of major combustion advancements — and if I would quit veering off into side topics we might actually get there. But it is all interconnected.
If you recall the story of the heat treater with the bedpost burners (October 2025 edition), he had no inspiration to improve efficiency or performance because those darn bedposts would burn gas just fine. So, what changed? Firstly, the world had been through a couple of military conflicts during this rise of the gas industry. And sadly, sometimes the best technological advances occur in times of conflict; engineering becomes more precise. All of a sudden, instead of hammering out horseshoes for the cavalry, we were heat treating gun barrels and crankshafts for airplanes. We needed to be more than precise — actually, we had to be perfect. So, we stepped away from the old heat treatment ways and developed systems that we could control to within a couple of degrees.
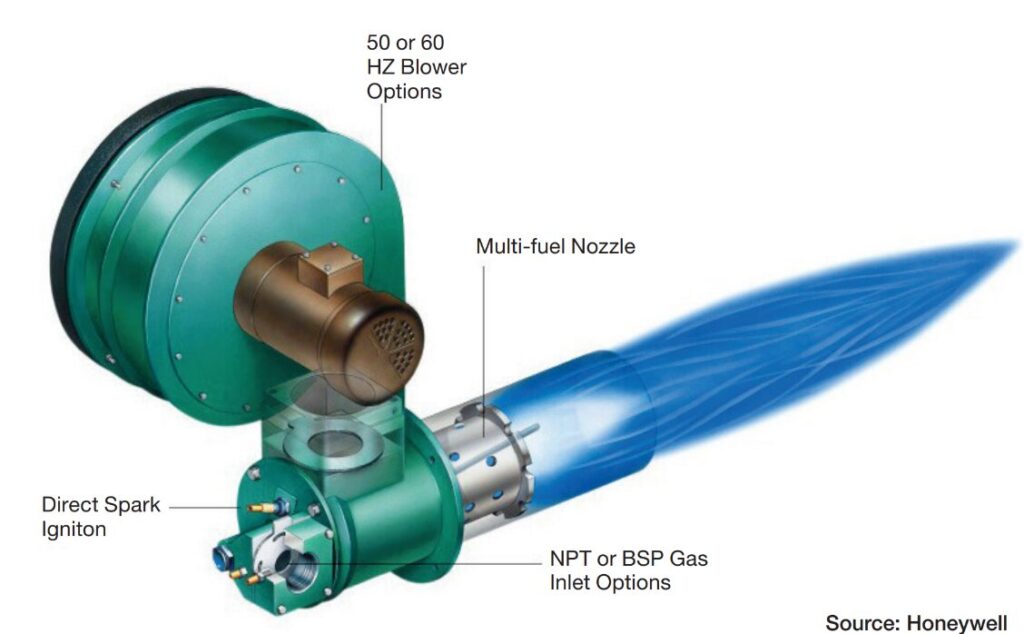
As a result, burners became specialized. Each process became unique and precise. Instead of pack carburizing components, a company called Surface Combustion developed a piece of equipment called an Endothermic generator. This device made carbon-based atmosphere out of natural gas or propane- and nickel-based catalysts. All of a sudden, we could do very precise non-scale covered heat treating. And the burners from companies like North American Combustion, Eclipse Combustion, Maxon, Hauck, Pyronics, Selas, W.B. Combustion, and on and on, all scrambled to develop the specific types of burners that the heat treaters and iron and steel makers needed.
Another important milestone hit around 1963: the Government got involved (gasp!). The Clean Air Act of 1963 essentially said we needed to burn our fuels cleanly and not spit smoke into the air. Those laws got reviewed again in 1970, 1977, and again in the updated Clean Air Act of 1990 with some of the biggest revisions.
With all of these changes, we had several drivers for innovation in the combustion world. Again, precision became a must. Heat treating became a very standards-driven industry. Metallurgists roamed the planet inventing both new materials and the processes to achieve them. Gas companies themselves became huge drivers of innovation and developed think tanks, like the GRI (Gas Research Institute), where people learned and laboratories hummed with development projects investigated in conjunction with burner and furnace companies. Academia became involved with industry in the form of organizations like The Center for Heat Treating Excellence (CHTE) and the Metal Treating Institute (MTI). Suddenly, the industry was more than just blacksmiths.
We’ll talk about how burner companies became design specialists and system efficiency experts and what that meant to various burner styles in next month’s offering.
References
Lowe, Jet. 1994. Panorama of Industry (Conrail Port Perry Bridge, Spanning Monongahela River, Port Perry, Allegheny County, PA). Historic American Engineering Record, HAER PA,2-POPER,1-2. Library of Congress Prints and Photographs Division.
About The Author:

President
US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.

Flame and Fire: History of the Industrial Gas Industry Read More »