Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theNovember 2025 Annual Vacuum Heat Treating print edition.
Heat TreatBoot Camp has become a popular gathering place for individuals who are either new to the North American heat treat/thermal processing market or who have been around a good while but would like to learn more. This year, on September 15–17 in Pittsburgh, Pennsylvania, the industry gathered over 60 learners at the 4th annual Heat TreatBoot Camp. By all practical measures, it was an extremely successful event.
Attendance
2025 Heat Treat Boot Camp attendees
The magic number, 63, was more than any previous year by 50% and double the number that we had last year. Of those 60-some, we had roughly:
11 captive heat treaters (18%)
7 commercial heat treaters (12%)
1 investment company (<1%)
44 suppliers (70%)
The number of years that these attendees had been in the industry varied from as little as several weeks or months to over 30 years. The mix was ideal, allowing the newbies to learn from the industry veterans and for industry veterans to be energized by the enthusiasm and energy of the newbies.
It was also good to have multiple companies sending people for the 2nd or 3rd year in a row. Obviously, they like what their employees are learning.
Speakers
As with the previous three events, Thomas Wingens of Wingens Consulting and I were the only two speakers. Between the two of us, we have well over 50 years of industry experience. Thomas covered the technical side of the conversations dealing with both the materials and processes of heat treat, while I covered the markets, products, and players. Thomas also discussed emerging technologies, and I concluded with a short session on resources to help keep current.
Activities
We kicked off the event on Monday evening, September 15, with a reception on the scenic outdoor patio of the Drury Plaza Hotel in downtown Pittsburgh. The hotel had purchased and renovated this historic building, the former location of the Pittsburgh Federal Reserve. In fact, all of the training sessions took place in The Main Vault. It was a “safe place.”
Tuesday was a full day in the classroom. It was grueling, but attendees were rewarded with a school bus ride to the historic Duquesne Incline where we were elevated to the top of Pittsburgh’s Mt. Washington. From there we could overlook the city from well above the tops of the skyscrapers. It was a beautiful evening. We then walked two blocks to LeMont Restaurant where we continued to overlook the city until the evening hours brought out the city lights. Again, beautiful.
Wednesday was a half day of classes and then an optional tour of Penna Flame Heat Treating in Zelienople, Pennsylvania, less than one hour north of Pittsburgh.
Sponsors
A big “thank you” goes to the industry sponsors — many of whom returned from last year — who helped us underwrite the costs of the boot camp. Idemitsu was our sole Title Sponsor. Can-Eng Furnaces was our sole Social Sponsor helping with the expenses of some of our networking functions and the putt-putt contest. Our two lunch sponsors were Cleveland Electric Labs (who have sent at least two people to all four of the boot camps since 2022) and Newton Heat Treating. Other corporate sponsors included ECM USA Vacuum Furnaces, Gasbarre Thermal Processing Systems, Super Systems, Honeywell, Chiz Bros, and I Squared R who had the popular Triple-Dipped Malted Milk Ball sponsorship. All of these companies were super helpful in making Boot Camp a success.
You’re Invited
Next year, we encourage you or someone from your company to attend. To see what past recipients have said and for more information about the 2026 Boot Camp, please visit www.heatttreatbootcamp.com. See you there.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Renowned for its dynamic trade show environment, FNA 2024 brings together the foremost experts, suppliers, decision makers, and buyers from around the globe. This year’s event is set to continue the tradition of offering an engaging technical conference alongside the bustling trade show floor.
The excitement takes off on the first day of the trade show with a unique gaming opportunity. During the Day 1 Trade Show Floor Reception, one lucky attendee will be selected to participate in a thrilling game at the heart of the expo, standing a chance to win $500, $1,000, or a staggering $100,000!
With exhibit booths in high demand and an anticipated sellout, prospective exhibitors are urged not to hesitate in securing their spots. Registration for attendees will open on May 1, 2024.
Mark your calendars and prepare to be a part of the industry’s most awaited event. Stay tuned for more details and visit www.FurnacesNorthAmerica.com for the latest updates.
Furnaces North America 2024 is excited to unveil its lineup of Title Sponsors for the upcoming trade show and technical conference, scheduled for October 14-16, 2024. Produced by the Metal Treating Institute in collaboration with Heat Treat Today, the event will be hosted in Columbus, OH — a hub of manufacturing innovation.
Heat Treat Todayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry. Enjoy these 19 news bites that will help you stay up to date on all things heat treat.
Equipment Chatter
Global commodities group, Anglo American, and thyssenkrupp Steel have signed a memorandum of understanding to collaborate on developing new pathways for the decarbonization of steelmaking. The collaboration will focus on joint research to accelerate the development of high-quality input stock for lower carbon steel production, using both conventional blast furnace and direct reduction iron.
SECO/WARWICK delivered additional CAB lines to SUZHOU RETEK in China.
Tenova was contracted by Sinova Global to supply the basic engineering of a new silicon metal plant in Tennessee. The site will be North America’s most modern and efficient silicon metal plant, a greenfield development for Sinova Global.
Collaborative R&D between Anglo American and thyssenkrupp Steel for greener steelmaking technologies
Two CAB lines for SUZHOU RETEK
Sinova Silicon Metal Plant from Tenova
Company and Personnel Chatter
Brighton Science and Hubbard-Hall partner to provide the Infinity Surface Cleaning Intelligence Program, which is designed to aid manufacturers to prepare surfaces and prevent problems.
Thermal-Vac Technology, Inc. announced the completion of a new microgrid from Verdant Microgrid, LLC. Collaboration with the following companies ensured the completion: Eos Energy Enterprises of Edison, NJ; Stronghold Engineering, Inc. of Perris, CA; and GridSwitch Asset Management Services of Moon, PA.
Bryan Stern has joined Gasbarre as the product development manager for Gasbarre Thermal Processing Systems. Bryan’s experience, knowledge, and forward-thinking will allow him to support existing clients and advance the company’s growing footprint in the vacuum furnace market.
Ipsen recently launched a new website with the goal of providing a better user experience for customers worldwide. IpsenGlobal.com now incorporates all Ipsen locations, products, and services under one domain.
Furnaces North America 2022, the premier trade show and technical conference in the North American heat treating industry, attracted over 1,200 attendees from around the world. The show produced by the Metal Treating Institute in partnership with its media partner, Heat Treat Today.
Bryan Stern Product Development Manager Gasbarre Thermal Processing Systems
New website: IpsenGlobal.com
FNA Technical Sessions, many exhibitors and attendees
Kudos Chatter
Doug Peters, CEO of Peters’ Heat Treating, received the Winslow Award, an honor that is given to an individual or business that has made valuable economic improvements.
A two chamber vacuum oil quench furnace has received Nadcap accreditation. Solar Manufacturing designed the furnace for Solar Atmospheres of Western PA.
Ayla Busch was honored with the German Leadership Award 2022. This award was presented at the annual alumni convention of the Collège des Ingénieurs and is an award for innovative corporate leadership in the German economy.
Texas Heat Treating, Inc. announces that both Round Rock and Texas Heat Treating Worth just completed ISO 17025 lab audits. The audits came back with no findings.
Representatives from TAV VACUUM gave a speech during the first day of the 27th IFHTSE Congress & European Conference on Heat Treatment 2022. The talk was about the heat treatment of titanium alloys, specifically, “Vacuum heat treatment of Ti6Al4V alloy produced via SLM additive manufacturing.”
RETECH, a SECO/WARWICK Group company, was acknowledged as “The Most Innovative Metallurgical Equipment Specialist in 2022 for the USA” by Acquisition International Magazine. Additionally, Earl Good, its managing director, has been honored by The Corporate Magazine in the “Top 20 Most Dynamic Business Leaders of 2022.″
Nitrex Metal, Inc. announced that it was selected for the “American Dream” series airing on Bloomberg and Amazon Prime. The series explores the entrepreneurial stories of men and women who founded and built incredible companies from the ground up.
Jim Oakes, president of Super Systems, has been awarded the first ever Furnaces North America (FNA) Industry Award at the trade show’s opening night kickoff reception.
At the recent 2022 MTI fall meeting held in Indianapolis, IN, the Metal Treating Institute recognized Roy Adkins, director of Corporate Quality, with the MTI Award of Industry Merit. This award is given in recognition of current and ongoing commitment to the betterment of the commercial heat treating industry with one or more significant accomplishments.
Hubbard-Hall has been awarded the Top Workplaces 2022 honor by HearstMedia Services in Connecticut. The award is based solely on employee feedback gathered through a third-party survey that is administered by employee engagement technology partner Energage LLC.
Pelican Wire Calibration Laboratory received “ISO/IEC 17025:2017” accreditation from ANSI National Accreditation Board.
Doug Peters Receives 53rd Annual Winslow Award
Lars Wagner, COO at MTU Aero Engines AG, presents Ayla Busch with the award.
Solar Atmospheres of Western PA’s Nadcap Accredited Furnace
RETECH company and managing director receive honors
Nitrex Metal, Inc. part of “American Dream” TV series
Industry Award to Jim Oakes, president of Super Systems
Roy Adkins (center) with past MTI Presidents, Jim Oakes (left) and Don Hendry (right)
Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to sarah@heattreattoday.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Jim Oakes, president of Super Systems, has been awarded the first ever Furnaces North America (FNA) Industry Award at the trade show's opening night kickoff reception.
This award is given to an individual in recognition of their contribution(s) and current/ongoing commitment to the betterment of the heat treating industry with one or more significant accomplishments in the last five years in the area of innovation, leadership, academia, or research.
The Metal Treating Institute’s 2018 President, Pete Hushek, who gave the award to Jim stated, "[No] one has been more deserving of this award than Jim Oakes. Having served as the President of ASM for two years and immediately being elected as president, serving two years during the pandemic, along with his service in a host of other technical standards groups, Jim’s leadership shined as he led two of the major associations the last five years."
Jim Oakes (pictured above in the center) stated upon receiving the award, "This is truly an incredible honor to be recognized by my peers. We don’t do what we do for awards. We do it to make a difference. It is through that difference that we make a better future for everyone. It has always been a pleasure to serve this great industry."
The FNA trade show is produced by the Metal Treating Institute in partnership with its media partner, Heat TreatToday.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
We’ve assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years into todays original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips are all things temperature: thermocouples, how to keep temperatures in check, TUS, and more.
By the way, Heat TreatToday introduced Heat TreatResources this year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Temperature Monitoring When the Pressure is On!
Increasing in popularity in the carburizing market is the use of batch or semi-continuous batch low pressure carburizing furnaces. Following the diffusion, the product is transferred to a high-pressure gas quench chamber where the product is rapidly gas cooled using typically N2 or Helium at up to 20 bar pressure.
In such processes, the technical challenge for thru-process temperature monitoring is twofold. The thermal barrier must be capable of protecting against not only heat during the carburizing, but also very rapid pressure and temperature changes inflicted by the gas quench. From a data collection perspective, to efficiently perform temperature uniformity surveys at different temperature levels in the furnace it is important that temperature readings can be reviewed live from the process but without need for trailing thermocouples.
During the gas quench, the barrier needs to be protected from Nitrogen N2(g) or Helium He(g) gas pressures up to 20 bar. Such pressures on the flat top of the barrier would create excessive stress to the metal work and internal insulation / logger. To protect the barrier therefore a separate gas quench deflector is used. The tapered top plate deflects the gas away from the barrier. The unique Phoenix design means the plate is supported on either four or six support legs. As it is not in contact with the barrier no force is applied directly to the barrier and the force is shared between the support legs. The quench shield in addition to protecting against pressure, also acts as an additional reflective IR shield reducing the rate if IR absorption by the barrier in the vacuum heating chamber.
(PhoenixTM)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
Ways to Increase Temperature Uniformity in Heat Treat Furnaces
A (sometimes) simple way to increase uniformity in a furnace is to add a circulation fan. Circulation fans can be a quick way to add an additional 5°F tighter uniformity on a batch furnace application.
Be sure that the furnace is tuned optimally to reduce/eliminate any overshoot and oscillation around setpoint.
Eliminate any thermal lag by making sure that the control thermocouple and TUS thermocouples have similar sensitivity. If not, the control thermocouples can fall behind and cause the TUS thermocouples to overshoot and fail.
(L & L Special Furnace Co., Inc.)
Pack Your Thermocouples
When a thermocouple is used with an open-ended protection tube, pack rope or fiber between the thermocouple and the protection tube to prevent cold air infiltration from influencing the reading.
(Super Systems, Inc.)
A Good Fit
If a thermocouple fits loosely in a protection tube, avoid errors by ensuring that the tip maintains good contact with the tube.
(Super Systems, Inc.)
Introducing Your Common Thermocouple Types
What are the common thermocouple types?
Thermocouple material is available in types K, J, E, N, T, R, S, and B. These thermocouple types can be separated into two categories: Base and Noble Metals.
Types K, J, E, N, and T are Base Metals. They are made from common materials such as Nickel, Copper, Iron, Chromium, and Aluminum. Each base metal thermocouple has preferred usage conditions.
Types S, R, and B thermocouples are Noble Metals because they are made of one or more of the noble metals, such as Ruthenium, Rhodium, Palladium, Silver, Osmium, Iridium, Platinum, and Gold. Noble metals resist oxidation and corrosion in moist air. Noble metals are not easily attacked by acids. Some Noble metal thermocouples can be used as high as 3100°F.
(Pelican Wire)
Culprits of a Stable Thermocouple
Factors affecting the stability of a thermocouple:
The EMF output of any thermocouple will change slightly with time in service and at elevated temperatures. The rate and change are influenced by metallurgical and environmental factors. The four factors that can induce EMF drift are: Evaporation, Diffusion, Oxidation, and Contamination.
(Pelican Wire)
Does Length Matter?
Does the length of a thermocouple wire matter?
In a word, “Yes.” There are several factors when considering the maximum length of a thermocouple assembly. Total loop resistance and electrical noise. Total loop resistance should be kept under 100 ohms for any given thermocouple assembly. Remember, the total loop resistance would include any extension wire used to complete the circuit. Motors and power wires can create noise that could affect the EMF output.
(Pelican Wire)
Type N Thermocouple (Nicrosil/Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to type K.
(Pelican Wire)
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need.
(Pelican Wire)
Check out these magazines to see where these tips were first featured:
Paulo Products was the recipient of the Commercial Heat Treater of the Year award presented by Heat Treat Today, in cooperation with The Metal Treating Institute (MTI). The award was initially decided and presented virtually in 2020, and was formally awarded in person on October 6, 2021 during the MTI Annual Fall Meeting awards banquet in San Antonio, Texas.
MTI awards the Commercial Heat Treater of the Year to the company that demonstrates they are making a positive impact in the community and the industry. The award is judged by a panel of previous recipients based on quality programs, pollution and hazardous waste control, community involvement, and leadership.
The award consists of a plaque and a $1,500 donation to the MTI Educational Foundation by Heat Treat Today in the name of the winning company. The donation was matched by MTI’s Educational Foundation. Paulo Products will award this $3,000 as a scholarship to a high school or college student pursuing an education towards heat treat.
Photo: Paulo Products being recognized as 2020 Commercial Heat Treater of the Year. (L-R) Jim Oakes, Super Systems, Inc. & MTI President; Will and Ben Rassieur Paulo Products; Doug Glenn, Heat Treat Today
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for “101 heat treat tips” on the website! This selection features 8 tips to make sure your operations are clean and pure.
Also, in this year’s show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you’re at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Oil and Water Don’t Mix
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
(Combustion Innovations)
Dirt In, Dirt Out!
Parts going into the furnace should be as clean as possible. Avoid placing parts in the furnace that contain foreign object debris (FOD). FOD on work surfaces going into the furnace will contaminate the furnace and the parts themselves. Dirty work in, dirty work out. FOD comes in many forms. Most common: oil, grease, sand in castings or grit blasting operations, and metal chips that generally originate from the manufacturing process before the parts are heat treated. It could also be FOD from the shipping process such as wood or plastic containers used to ship the parts.
(Solar Manufacturing)
Remove Particulates
Adding a strong magnetic filter in line after the main filtration system is an effective way to remove fine, metallic particulates in an aqueous quench system.
(Contour Hardening, Inc.)
Seal Away Dirt or Dusty Environments
Use a sealed enclosure or alternative cooled power controllers for dirty and dusty environments. For heavy dirt or dusty environments, a sealed cabinet with air conditioning or filters is recommended. Alternatively, select a SCR manufacturer that offers external mount or liquid cooled heatsinks to allow you to maintain a sealed environment in order to obtain maximum product life.
(Control Concepts)
Copper as a Leak Check
If maintaining dew point is a problem, and it’s suspected that either an air or water leak is causing the problem, run a piece of copper through the furnace. Air will discolor the copper; water will not.
(Super Systems, Inc.)
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
(Grammer Vacuum Technologies)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky, Safety Consultant)
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
(AFC-Holcroft)
Check out these magazines to see where these tips were first featured:
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last THREE YEARS. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for "101 heat treat tips" on the website! This selection features 10 tips to meet heat treat industry standards.
Also, in this year's show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you're at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Compliance Issues? Try On-Site Gas Generation
On-site gas generation may help resolve compliance issues. Growth and success in thermal processing may have resulted in you expanding your inventory of reducing atmosphere gases. If you are storing hydrogen or ammonia for Dissociated Ammonia (DA), both of which are classed by the EPA as Highly Hazardous Materials, expanding gas inventory can create compliance issues. It is now possible to create reducing gas atmospheres on a make-it-as-you-use-it basis, minimizing site inventory of hazardous materials and facilitating growth while ensuring HazMat compliance. Modern hydrogen generators can serve small and large flow rates, can load follow, and can make unlimited hydrogen volumes with virtually zero stored HazMat inventory. Hydrogen is the key reducing constituent in both blended hydrogen-nitrogen and DA atmospheres—hydrogen generation (and optionally, nitrogen generation) can be used to provide exactly the atmosphere required but with zero hazardous material storage and at a predictable, economical cost.
(Nel Hydrogen)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Where You Measure Matters
Eugene Gifford Grace (August 27, 1876 – July 7, 1960) was the president of Bethlehem Steel Corporation from 1916 to 1945. He also served as president of the American Iron and Steel Institute and sat on the board of trustees for Lehigh University, of which he was an alumnus. One of his famous quotes is as follows:
“Thousands of engineers can design bridges, calculate strains and stresses, and draw up specifications for machines, but the great engineer is the man who can tell whether the bridge or the machine should be built at all, where it should be built, and when.”
If you check out the additional accomplishments of Mr. Grace, you will see that he was a successful and smart person. Maybe all of us are not capable of reaching such breadth of vision as he articulated above, but as heat treaters, do we simply accept the specification given? Or do we stop to ask if the specification has been properly determined?
With modern computer added stress analysis (FEA), we have at our fingertips a way to move beyond both the “guess and test” and the “copy the historical spec” methods of determining the case depth. Within “guess and test,” of course there are scientific guesses and scientific wild guesses. If you are using a wild guess, chances are that the field is the test lab!
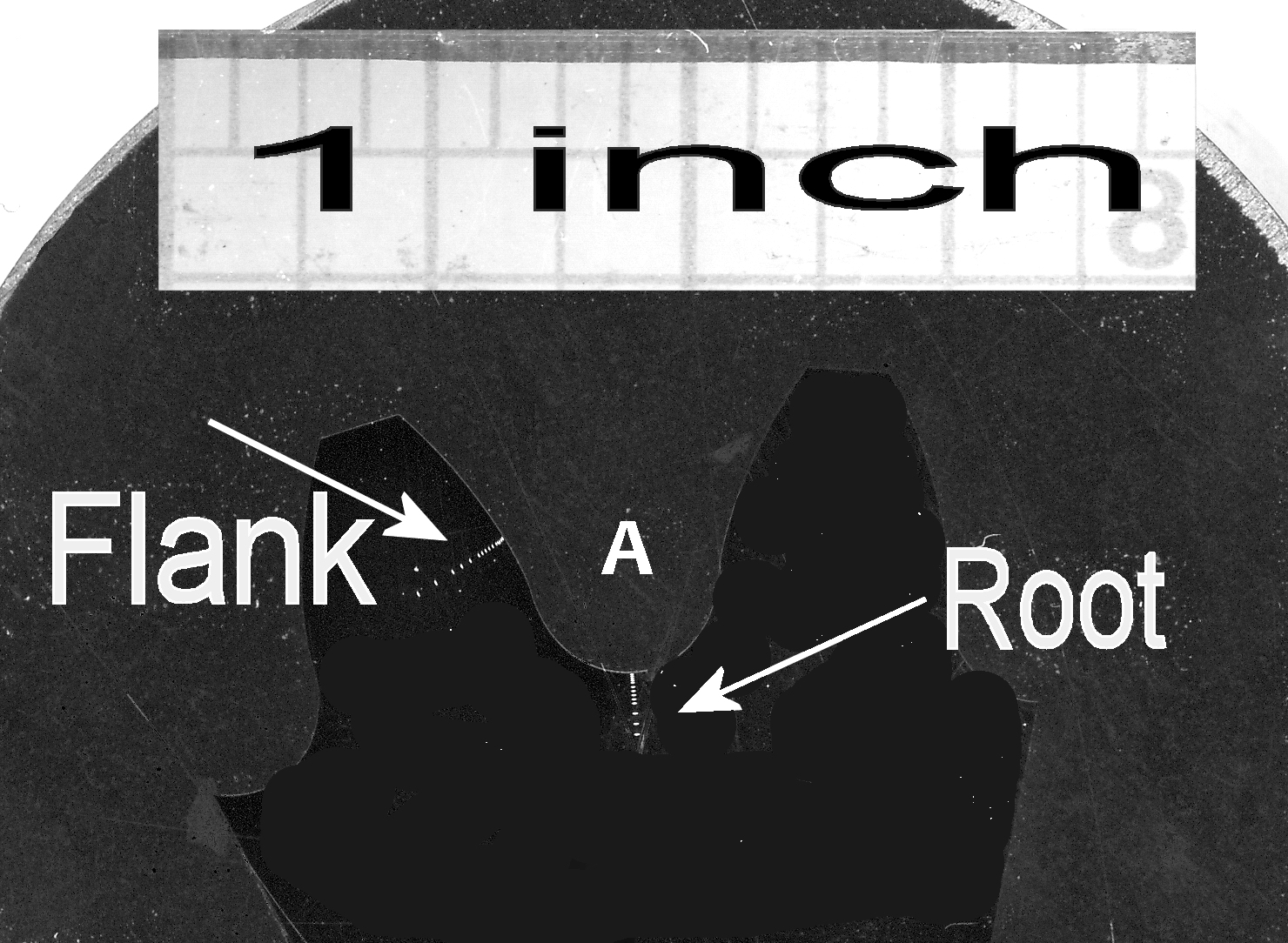
Figure 1. Metallurgical mount holding a cross-section of the steel gear.
Especially for carburized components, deeper case is more time in the furnace, and thus more expensive. I continue to wonder why, if even back in the 1950s, thousands of engineers were available who could calculate stresses and strains and thus set a quantitative foundation for a case depth, in 2019, so few people take advantage of modern technology to optimize the cost of their products.
If you are not ready to take this big step toward design optimization, maybe you would consider always using effective case depth, based on hardness and thus linked to tensile strength, instead of total case depth, which is not linked to any durability or strength criteria.
Figure 1 shows the metallographic cross-section that was used to measure the hardness. Each white pin point is a Knoop 500 gram hardness indentation. The cross-section of the gear was mounted in black epoxy resin. Figures 2 to 4 show the data collected to determine the effective case depths to the common Rockwell C 50 criteria.
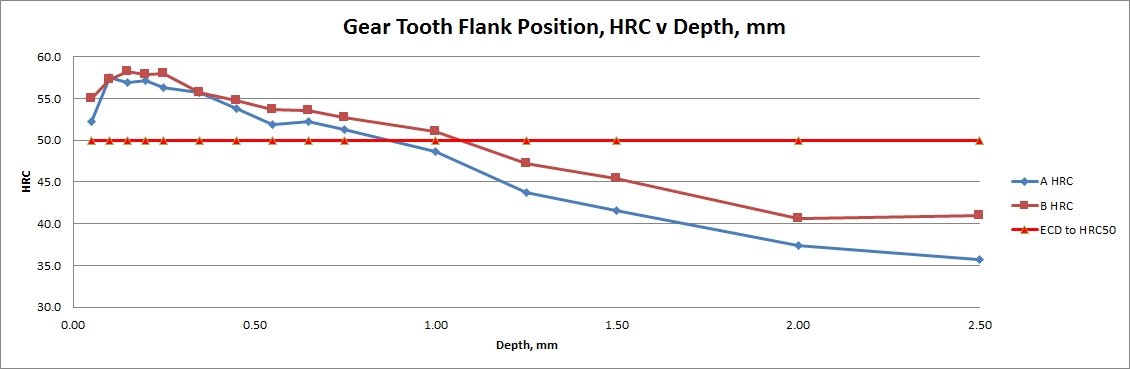
Figure 2. Knoop 500 gram hardness data converted to Rockwell C at the tooth flank.
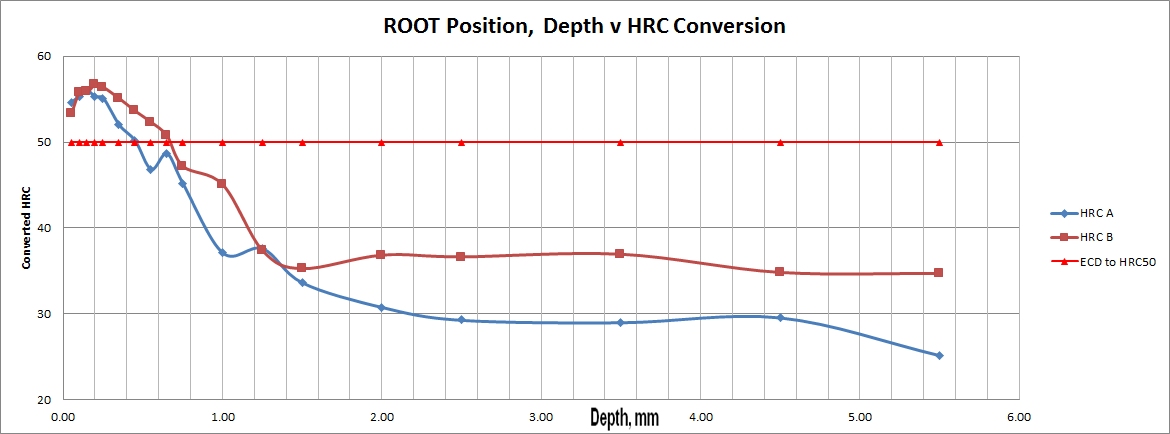
Figure 3. Same data but for Root position.
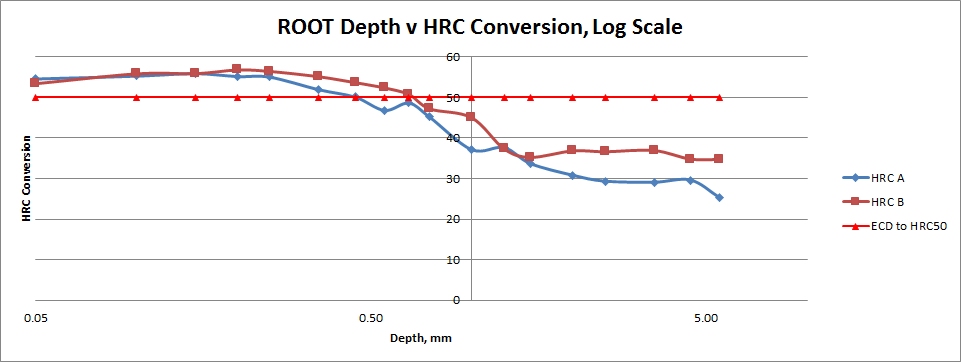
Figure 4. Same data as shown in Figure 3, near surface information easier to see.
The effective case depth is the depth where the hardness dips below HRC50. For Gear Tooth Flank A, that value was 0.85 mm. For another gear from the same lot, it was over 1.08 mm. But for the root areas, between the teeth—the high-stress area, the effective case depths were only 0.45 and 0.65 mm, respectively. Figure 3 shows the same data as Figure 2, but using a logarithmic scale, illustrating what’s going on near the surface layers more clearly.
In any case, there’s a big difference between the two test locations, and this shows the importance of making sure that all relevant features of the component are adequately characterized!
(Aliya Analytical, Inc.)
AMS2750 Is Golden
This standard is gold and unfortunately has a bad rap today because companies feel it’s just added cost into the process. Today’s technology means you can afford AMS2750E compliant controllers and digital recorders for only a few hundred dollars above a standard offer. This investment will be paid back many times over due to the longer lifetime expected with a quality instrument as well as the quality benefits from better drift performance between calibration intervals, redundant recording (in case of record loss), and overall accurate temperature control, leading to less rejects and reduced rework.
(Eurotherm)
Snagged T/C Wire – Avoid It
Try not to use insulated thermocouple wire if you snag the insulation off the outerjacket along the length of the wire. This may cause the inner insulation to fail andcause low temperature readings.
(WS Thermal)
Order SAT Probes All at Once
Place a yearly blanket order for your SAT probes and ask that they are made from the same coil. This will give you the same correction factors and temperature tolerances.
(GeoCorp)
Out of Control Carburizing? Try This 11-Step Test
When your carburizing atmosphere cannot be controlled, perform this test:
Empty the furnace of all work.
Heat to 1700°F (926°C).
Allow endo gas to continue.
Disable the CP setpoint control loop.
Set generator DP to +35°F (1.7°C).
Run a shim test.
The CP should settle out near 0.4% CP.
If CP settles out substantially lower and the CO2 and DP higher, there’s an oxidation leak, either air, water or CO2 from a leaking radiant tube.
If the leak is small the CP loop will compensate, resulting in more enriching gas usage than normal.
Sometimes but not always a leaking radiant tube can be found by isolating each tube.
To try and find a leaking radiant tube, not only the gas must be shut off but combustion air as well.
(AFC-Holcroft)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
CQI-9 Best Practices
Whether you need to meet rigid CQI-9 standards or not, what are the top 3, nay 4 best practices that nearly every in-house heat treat department ought to follow to make sure their pyrometer stuff is together?
Daily furnace atmosphere checks. Use an alternative method to verify your controls and sensors are operating properly and that there are no issue with your furnace or furnace gases.
Daily endothermic generator checks. Using an alternate method to verify your control parameter (dew point typically) or the gas composition is accurate will alleviate furnace control issues caused by bad endothermic gas.
Verify/validate your heat treat process every 2 hours OR make sure process deviations are automatically alarmed. this is a solid practice to ensure your controls and processes are running properly. This practice can help ensure that parts are being heat treated to the proper specification intended.
Conduct periodic system accuracy tests (SATs) per pre-defined timelines in CQI-9. Good pyrometry practices are an essential part of heat treatment. Because of the importance of temperature in heat treatment, ensure timeliness of all pyrometry practices addressing thermocouple usages, system accuracy tests, calibrations, and temperature uniformity surveys.
(Super Systems, Inc.)
Inspection Mistakes That Cost
Rockwell hardness testing requires adherence to strict procedures for accurate results. Try this exercise to prove the importance of proper test procedures.
A certified Rc 54.3 +/- 1 test block was tested three times and the average of the readings was Rc 54 utilizing a flat anvil. Water was put on the anvil under the test block and the next three readings averaged Rc 52.1.
Why is it so important that samples are clean, dry, and properly prepared?
If your process test samples are actually one point above the high spec limit but you are reading two points lower, you will ship hard parts that your customer can reject.
If your process test samples are one point above the low spec limit but you are reading two points lower, you may reprocess parts that are actually within specification.
It is imperative that your personnel are trained in proper sample preparation and hardness testing procedures to maximize your quality results and minimize reprocessing.
(Young Metallurgical Consulting)
Check out these magazines to see where these tips were first featured:
Carburizing. It must happen sometimes, and if your heat treat division truly understands the impact of the atmosphere, more power to them. In this article by Jim Oakes of Super Systems, you will learn how seeing simulated data with real-time data can help you predict the amount of carbon available to the steel surface.
An excerpt:
“It is important to understand the model and specific variations caused by temperature, furnaces, agitation, fixturing, and part composition. Variations include alloying effects on the diffusion modeling based on certain alloy components, such as chromium and nickel.”
Gregg Bixler Assistant Plant Manager Elmira Heat Treating, Inc.
The scope of a heat treat controls upgrade at Elmira Heat Treating, Inc. included a new control system for a vacuum furnace. This upgrade will help the company continue their vacuum services alongside their different process offerings, including carburizing, hardening, and nitriding.
The 9220 from Super Systems, Inc. (SSI) is a robust vacuum furnace recipe based controller which is the command center for control, I/O, and redundant data logging for the processes performed on the equipment. The instrument was integrated into their existing plant-wide SuperDATA SCADA package for plant wide visibility, historical load tracking and recipe selection based on shop order part numbers.
Jim Oakes President Super Systems, Inc.
Gregg Bixler, assistant plant manager at Elmira, is familiar with SSI products in their batch IQ, temper, car bottom, and nitriding furnaces, as well as the company's SuperDATA and Load Entry software. “SSI has been great to work with, from installation and training to ongoing support. We have been using their equipment for years and the reliability, traceability and efficiency that it has given us has really streamlined our operation,” says Bixler
"We have been working with Elmira for years," says Jim Oakes, president of SSI. "Thanks to that ongoing relationship, SSI has an in-depth understanding of their needs. We look forward to continuing to provide Elmira with products that allow them to be a top-tier heat treat provider for their customers."












 Heat Treat
Heat Treat 






















 Out of Control Carburizing? Try This 11-Step Test
Out of Control Carburizing? Try This 11-Step Test



