Ahorro de energíapara hornos industriales
La baja efi ciencia energética en los hornos industriales suele impactar los costos de producción de las empresas, ya que se requiere más consumo de energía para alcanzar la temperatura deseada. Esto, a su vez, tiene un impacto tangible en su huella de emisiones de carbono.
This article was originally published in Heat Treat Today’s May 2024 Sustainable Heat Treat Technologies 2024 print edition.
To read the article in English, click here.
De acuerdo a la Agencia Internacional de Energía, el sector industrial es uno de los principales culpables en lo que respecta al consumo global de energía. En muchas situaciones, los hornos industriales tienden a ser los equipos que más la consumen.
En este artículo, compartiremos una serie de soluciones que pueden implementarse para mejorar la efi ciencia energética, reducir los costos de producción y ser social y ambientalmente responsables.
Factores que pueden estar afectando tu efi ciencia energética
Existen un par de factores obvios que pueden estar perjudicando tus índices de eficiencia energética.
Pérdidas de calor en el proceso del horno
Estas pueden deberse a daños estructurales en el aislamiento o a una distribución incorrecta del fl ujo de gas dentro del horno.
Procesos de combustión inefi cientes


Probablemente debido a relaciones aire/combustible inadecuadas o excesivas, o a una mala mezcla causada por daños internos en el quemador.
- Algunos consejos que podemos brindarte para ayudarte a mejorar el ahorro de energía en el horno son: Monitorear la temperatura en el lado frío del horno, verifi cando cuidadosamente que no haya puntos calientes.
- Analizar periódicamente la composición de los gases de combustión del horno, asegurándose de mantener los niveles esperados de oxígeno y CO.
- Verifi car periódicamente que los fl ujos de aire de combustión y combustible estén en una relación estequiométrica.
- Revisar al menos dos veces al año que los quemadores estén en buenas condiciones y no presenten daños.
- Evitar la infi ltración de aire frío en el horno que pueda afectar la efi ciencia del proceso.
- Mantener ajustados los lazos de control de temperatura. Si no hay un lazo de control de temperatura, recomendamos integrarlo.
- Monitorear periódicamente el consumo, ya sea manual o automáticamente.
- Garantizar un programa de mantenimiento predictivo en el sistema de combustión.
¿Cómo funciona el mantenimiento predictivo?

Este tipo de mantenimiento se basa en el almacenamiento, monitoreo y análisis de datos y variables cuantifi cables de los equipos en tiempo real, como temperatura, vibración y frecuencia.
Para que este enfoque funcione, es necesario comprender a fondo los procesos e identifi car qué aspectos necesitan ser analizados. Estos aspectos incluyen:
- Temperatura: monitorear la temperatura puede revelar cambios anormales, indicando un posible sobrecalentamiento o falla de componentes.
- Vibración: una vibración inusual puede indicar desgaste o desequilibrio de la maquinaria, lo que resultará en daños más severos si no se aborda a tiempo.
- Frecuencia: analizar patrones y comportamientos particulares puede proporcionar una idea de lo que puede convertirse en futuros problemas potenciales.
- Estas acciones dependerán de sistemas de control de medición y detección adecuados. Los sensores y algoritmos constituyen los principales sistemas de medición de variables y detección de problemas.
Por un lado, los sensores juegan un papel fundamental en el mantenimiento predictivo, ya que pueden detectar cambios sutiles en el desempeño del equipo, permitiendo identifi car posibles fallas antes de que ocurran. Es recomendable tener acceso a un inventario de marcas reconocidas de sensores y repuestos, lo que te permitirá medir las variables de tu equipo.
Por otro lado, los algoritmos identifi can patrones y tendencias indicativas de posibles problemas mediante el procesamiento de grandes cantidades de datos, lo que permite intervenciones oportunas y planifi cadas. Factores que infl uyen en el tiempo de medición.
El tiempo que puede llevar medir variables durante un proceso de mantenimiento predictivo depende de muchos f actores internos y externos. A continuación, abordamos algunos de ellos.
Factores externos
- El proceso. Cada procedimiento industrial tiene sus propias características y requerimientos particulares. Por ejemplo, en un proceso continuo se podría requerir un monitoreo constante y en tiempo real, mientras que en otras situaciones un enfoque de intervalos específi cos podría ser el mejor.
- El producto. Algunos productos pueden requerir un monitoreo frecuente o estricto debido a su naturaleza y características.
- La fi losofía del cliente. Algunos clientes pueden tener estándares más estrictos o solicitar un monitoreo más frecuente para garantizar la calidad y confi abilidad de sus productos.
Factores internos
- Capacidad. Puede ser necesaria una planifi cación estratégica y una programación de las mediciones si el equipo es limitado o se emplea para otros procesos.
- La disponibilidad de personal califi cado. Es fundamental garantizar que haya personal califi cado disponible en el momento adecuado para interpretar los datos obtenidos.
- Soluciones de ahorro de energía para hornos industriales. Aquí es donde necesitas poder confi ar en tu socio experto en combustión para que lo asesore sobre las soluciones de.
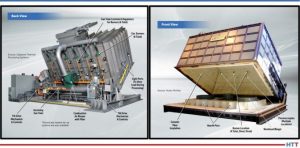
Sistemas de recuperación de energía

Hoy por hoy, se pueden implementar algunos sistemas que pueden ayudar signifi cativamente a reducir el consumo de energía en hornos, previniendo así pérdidas y/o eliminando procesos inefi cientes. Estos son algunos de los que manejamos en NUTEC Bickley:
Sistemas de recuperación de energía
Se pueden agregar a los hornos para recuperar el calor de los gases de combustión y reutilizarlos calentando el aire de combustión. Algunas opciones para estos sistemas son quemadores autorrecuperativos y quemadores regenerativos.
Sistemas de medición de gases de combustión
Garantizan que los hornos siempre tengan la proporción correcta de aire y gas en su sistema. Con ellos, puede monitorear continuamente el estado y así tomar decisiones basadas en estos datos para luego ajustar cualquier nivel desproporcionado.
Servicios de mantenimiento preventive
Además de los consejos y sistemas de ahorro de energía ya mencionados, existen otras acciones que pueden ayudar a prevenir fallas en hornos industriales, mejorar su funcionamiento y más.
Servicio de auditoría y diagnóstico: Se miden las variables de entrada y salida del horno para indicar los niveles de eficiencia actuales e identifi car posibles áreas de mejora.
Servicio de calibración de quemadores: Se verifi a la relación aire/combustible para asegurar que los quemadores operen en el rango correcto.
Conclusión
En resumen, si deseas mejorar la efi ciencia energética en hornos industriales y reducir signifi cativamente tus costos operativos, recuerda seguir nuestras recomendaciones.
Acerca del autor
Alberto Cantú es vicepresidente de Ventas de NUTEC Bickley. Cantú tiene más de veinte años de experiencia profesional y ha escrito prolífi camente para una gran variedad de revistas y publicaciones. Cantú es uno de los galardonados por Heat Treat Today’s 40 Under 40 Class del 2020.
Para mayor información: Contactar a Alberto escribiendo a albertocantu@nutec.com.
Find Heat Treating Products And Services When You Search On Heat Treat Buyers Guide.Com
Ahorro de energíapara hornos industriales Read More »





 A leading U.S. manufacturer of high-quality alloy steel and carbon steel closed-die forgings will have five furnaces installed and their combustion system updated between May and December 2023. Onsite work will be completed one furnace at a time, so that in any given month no more than one furnace will be out of operation.
A leading U.S. manufacturer of high-quality alloy steel and carbon steel closed-die forgings will have five furnaces installed and their combustion system updated between May and December 2023. Onsite work will be completed one furnace at a time, so that in any given month no more than one furnace will be out of operation.






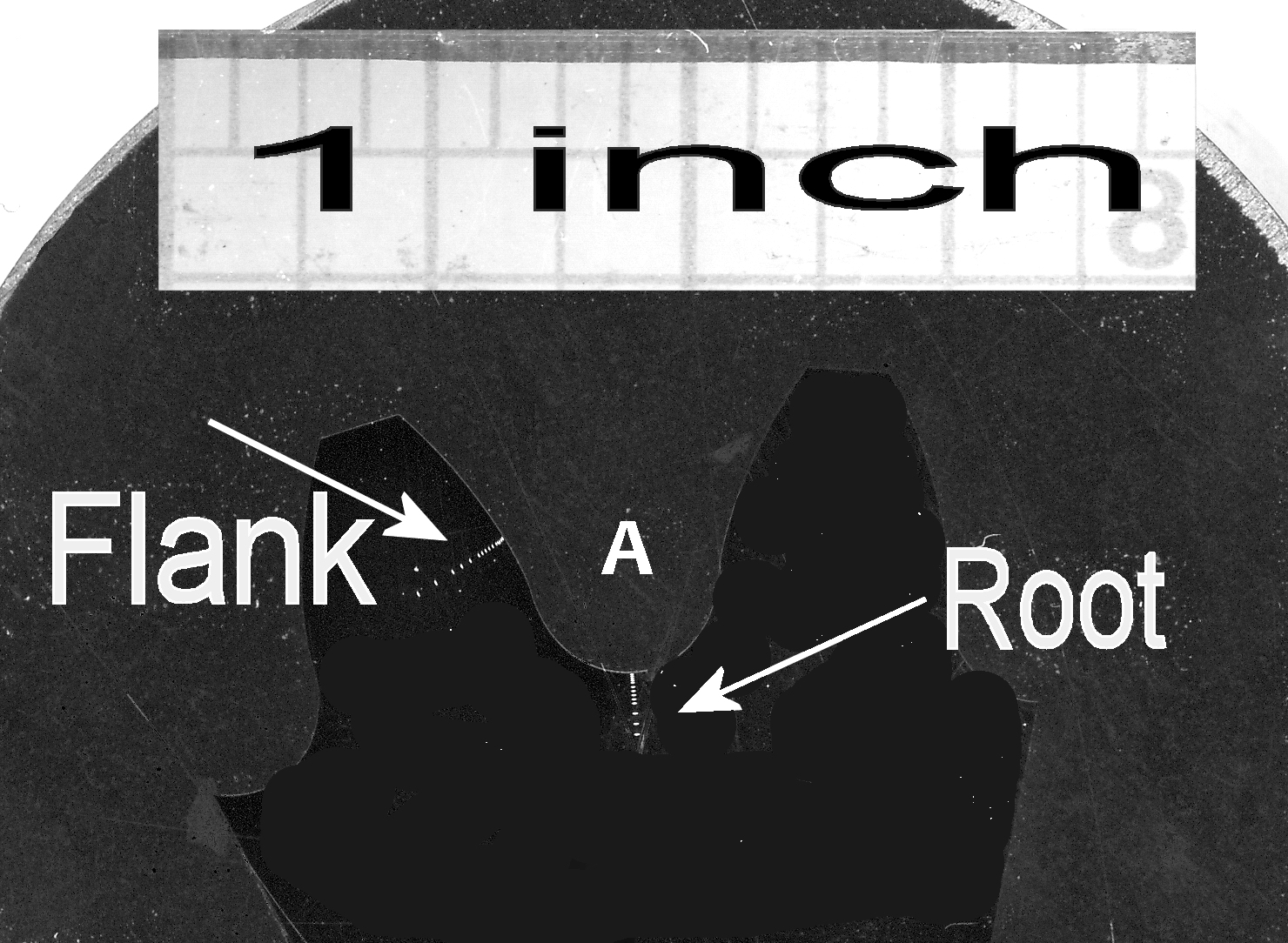
 Out of Control Carburizing? Try This 11-Step Test
Out of Control Carburizing? Try This 11-Step Test