A Chicago-based manufacturer recently announced the construction of “the world’s largest continuous ERW tube mill,” according to the project’s supplier.
Capable of producing hollow structural sections (HSS) with a size range of 8″ square x 0.750″ wall up to 22″ square x 1″ wall, the new mill, operated by Atlas Tube, a division of Zekelman Industries, will produce square, rectangular, and round structural sections in the mill. The largest rectangular section will be 34″ x 10″ x 1″ wall, and the largest round section will be 28″ OD x 1″ wall. The new mill will produce products to meet or exceed ASTM A500, ASTM A1085, CSA G40 and ASTM A252. This will be the first time ERW sections above 16″ square will be available domestically.
The mill will also be engineered to allow for world-leading full change-over times of less than 60 minutes, as well as special forming and sizing technology for precise dimensional tolerance. Zekelman Industries selected SMS as the supplier for the mill, Kusakabe for the milling cut-off, and Mair for the material handling and packaging line.
Barry Zekelman, CEO of Zekelman Industries
The total project investment is over $150 million — the largest private investment in the U.S. steel industry in the last decade. Frank Lagac, sales manager of welded pipe plants at SMS, noted that it will be the “world’s largest continuous ERW tube mill.”
“At Zekelman, we continue with our long-standing goal of creating, not waiting for, the future, said Barry Zekelman, CEO of Zekelman Industries.
Tom Muth, president of Atlas Tube
“Over the past few years, we have seen the increasing need for larger, domestically produced HSS in the bridge, transportation, and building markets,” said Tom Muth, president of Atlas Tube. “Also, HSS with thicker walls that meet the more stringent width-to-thickness ratio requirements of the AISC Seismic Provisions are in greater demand for lateral bracing systems.”
Brad Fletcher, senior sales engineer for Atlas Tube
“This new mill gives structural engineers new tools to meet the demands of designing and building cost-efficient and safe steel structures,” said Brad Fletcher, senior sales engineer for Atlas Tube.
A Magnitogorsk, Chelyabinsk (Russia) company has placed a new contract for the expansion of their existing HPH® Bell-Type Furnace Plant for Wire Coils with a company based in Essen, Germany. OJSC MMK-METIZ located in Magnitogorsk, Chelyabinsk region, already operates a HPH® Bell-Type Furnace Plant supplied by Tenova LOI Thermprocess in 2014. This plant consists of 2 annealing bases, 1 heating hood and 1 Jet-cooling hood with a maximum net charge weight of 36 tons of wire rod or drawn wire coils. It uses a hydrogen/nitrogen mixture as protective gas atmosphere and features a useable diameter of 3,200 mm and a useable height of 2,700 mm.
In the spring of 2019, a new contract was signed concerning the expansion of the existing plant by further 2 annealing bases, 1 additional heating hood and 1 Jet-cooling hood. The start of production of the new plant is scheduled for the beginning of 2020. Besides the spheroidization annealing of wire rod, this plant also carries out the recrystallization annealing of drawn wire coils with the HPH® (High Performance Hydrogen) annealing technology.
A company that specializes in the design, manufacture, installation, and support of high-pressure solutions recently supplied a Hot Isostatic Press (HIP) to a leading heat treating equipment manufacturer.
Scott Herzing, Paulo Vice President Engineering
Paulo will add hot isostatic pressing to its thermal processing services with the HIP acquisition from Quintus Technologies, which is headquartered in Västerås, Sweden. The press, model QIH 122 M URC®, is equipped with Quintus’ proprietary uniform rapid cooling (URC), a feature that improves material properties in additive manufacturing and investment casting.
“We see the market for HIP expanding, with a large part attributed to additive manufacturing,” said Scott Herzing, Paulo Vice President Engineering. “We have the leading material knowledge and process expertise to help our customers in this area. The ability to combine HIP and heat treatment will allow us to offer one-stop-shop thermal processing solutions, with faster turnaround times.”
The HIP, which operates at a maximum temperature of 2,552°F (1,400°C) and a maximum pressure of 30,000 psi (2,070 bar), will be installed in Paulo’s recently expanded Cleveland Division in Willoughby, Ohio, which provides brazing and vacuum heat treatment services.
Jan Söderström, CEO of Quintus Technologies
Paulo and Quintus Technologies have also entered into a marketing agreement where the two companies will partner in educating the industry on the use of the HPHT process.
“Paulo was very intrigued by our ability to offer a complete partnership: the system itself, the Quintus Care program including application support, and the marketing agreement,” said Jan Söderström, CEO of Quintus Technologies. “With this partnership, they see the possibility to enter the market in the best possible way.”
“Working with a market-leading company like Quintus is a good fit for Paulo,” says Herzing. “This partnership will allow us to continue to do what we have always done, help our customers succeed.”
This article continues the ongoing discussion on Equipment Selection for Induction Hardening by Dr. Valery Rudnev, FASM, IFHTSE Fellow. Previously, Dr. Rudnev reviewed equipment selection for scan hardening in three parts. This first installment in a new sub-series addresses equipment selection for continuous and progressive hardening. The second part in this series on equipment selection for continuous and progressive hardening is here; the third part is here. To see the earlier articles in the Induction Hardening series at Heat Treat Today as well as other news about Dr. Rudnev, click here.
Introduction
The hardening of steels, cast irons, and P/M materials represent the most popular application of induction heat treatment. There are four primary methods for induction hardening [1]:
Scan hardening,
Continuous and progressive hardening,
Static hardening, and
Single-shot hardening.
These methods are related to the heating mode, essentials of inductor design, part geometry, and processing specifics. The previous three installments of this column, “Dr. Valery Rudnev on …”, discussed select subtleties associated with induction scan hardening. This article is devoted to continuous and progressive induction hardening techniques.
Continuous and Progressive Hardening
This method is commonly applied when heat treating elongated workpieces, such as bars, tubes, rods, wires, plates, beams, pins, and others. Long parts are more readily processed in a horizontal manner and heated as they progressively pass through multiple inductors. Inductors are positioned in-line or side by side. Each inductor may have a different design and power/frequency setting. This type of hardening is not limited to horizontally processed parts; vertical processing and arrangements at certain angles are also possible, if suitable.
There are also cases when a workpiece is statically heated to a certain temperature and then progressively moved to another heating position or static inductor for the next heating stage. These processes are referred to as progressive processing/heat treatment.
Induction practitioners sometimes consider continuous or progressive horizontal hardening systems as horizontal scanners. The difference is vague and it is a matter of terminology. Some heat treaters feel that it would be appropriate to differentiate these systems based on the number of inductors included in the induction machine design. Horizontal systems consisting of a single inductor are commonly referred to as horizontal scanners. In contrast, if a system consists of two or more heat treat inductors, then it might be referred to as a continuous or progressive heat treat system.
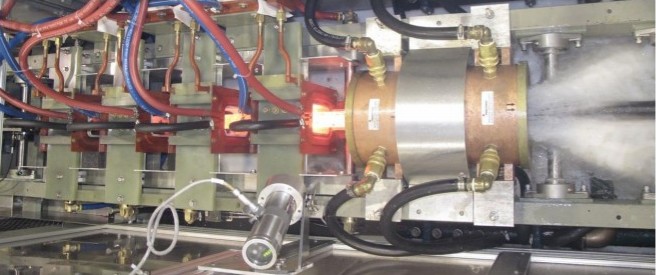
With the continuous hardening method, the workpiece is moved in continuous motion through a number of in-line inductors. Multiturn solenoid coils and, to lesser a degree, channel-style inductors and split-return inductors are most typically used in continuous heat treating lines. As an example, Figure 1 shows a side view of a horizontally arranged continuous induction system consisting of three in-line coils. Each coil consists of three turns.
Figure 1
As another example, Figure 2 shows a top view of a continuous heat treating line that comprises four in-line hardening coils and a spray quench device positioned after the last inductor. Workpieces (e.g., bars, shafts, rods, pins, etc.) are processed end-to-end through the inductors in a continuous motion.
Figure 2
Progressive multi-stage hardening is used when multiple workpieces are moved (via a pusher, indexing mechanism, robot, walking beam, etc.) through a number of coils. Therefore, the entire component or its portions are sequentially heated (in a progressive manner) at certain predetermined heating stages inside the in-line horizontal (being more typical) induction heater or a multi-position horizontal or vertical heater where coils are positioned side by side.
Continuous or progressive hardening methods are typically used for through hardening of elongated or moderate-length parts processing end to end and, to a lesser degree, for surface hardening. Outside diameters for case hardening (surface hardening) usually vary from 1/2 in. (12 mm) to 4 in. (100 mm). In through hardening applications of solid cylinders, the diameters may be as small as 1/8 in. (3 mm).
It is possible to recognize three heating stages in through hardening applications [1]:
Initial or magnetic stage,
Interim stage, and
Final heating stage.
Initial or magnetic stage. Temperatures anywhere within the workpiece are below the A2 critical temperature (Curie point); thus, the steel is ferromagnetic and the current penetration depth is typically quite small. Skin effect is fairly pronounced at this stage and the heat source distribution resembles a conventional exponential distribution. The maximum power density is located at the surface and sharply decreases toward subsurface and the core. Heat source generation is localized by the fine surface layer of the workpiece. This leads to a rapid increase in temperature at the surface with a minor change in the core. This stage is characterized by high electrical efficiency often reaching 90% or so.
Interim stage. During this stage, the austenized surface layer and near-surface area is heated above the A2 critical temperature; however, the internal region, having temperatures below the Curie point, retains its ferromagnetic properties. At this stage, the power density distribution along the radius has a unique non-exponential “wave-like” distribution, which is very different from the commonly assumed exponential distribution. The cause for this behavior has been explained in Ref.1.
Final heating stage. The thickness of the austenized surface layer that exhibits nonmagnetic properties becomes greater than the current penetration depth in hot steel at a given frequency, and the “wavelike” distribution disappears. The classical exponential power density distribution will then take place. As expected, heat source generation depth has increased dramatically compared to an initial stage resulting in a more in-depth heating effect. With time, the core temperature exceeds the Curie point and the entire cross section will be nonmagnetic.
In surface hardening applications, there are typically only the first two heating stages.
Depending on the application specifics, the same frequency may be used for various coils or process stages. In other cases, power levels and frequencies may vary at the different heating stages. The presence of above-described process stages makes a marked impact on a selection of process parameters and design of an induction system and will be discussed in the next installment of this column.
References
1. V. Rudnev, D. Loveless, R. Cook, Handbook of Induction Heating, 2nd Edition, CRC Press, 2017.
Dr. Valery Rudnev, FASM, IFHTSE Fellow, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
TimkenSteel, a leading producer of carbon and alloyed steel including large diameter SBQ bars and seamless mechanical tubing, recently ordered a proprietary off-gas based technology package to install at its top charge EAF at its Faircrest plant in Canton, Ohio.
Tenova’s NextGen® off-gas analysis system, iEAF® dynamic process control technology, and Water Detection Technology®, will support TimkenSteel’s ca. 1 million net ingot tons per year, as well as provide operational, safety, and environmental benefits such as reduced energy consumption, water leak detection, increased productivity and yield and reduced greenhouse gas (GHG) emissions.
Heat treatment service provider Paulo has begun construction on a greenfield facility in Monterrey, Mexico. The new plant will be completed in the fourth quarter of 2017 and processing of heat-treatment will begin in the first quarter of 2018. Paulo will initially occupy 50,000 sqft with expansion up to 110,000 sqft. Monterrey was chosen for its robust manufacturing community with close proximity to major providers of automotive, agriculture, aerospace and other industrial components.
Paulo will continue to add equipment throughout 2018. Initially, the plant will serve the automotive industry, processing parts manufactured in Mexico. Paulo will also leverage automation with multiple robotic loading cells to improve safety in material handling while leaning production steps.
Last week, we ran a news release about ThermoFusion in California expanding their heat treat capabilities to include marquenching and austempering (click here to see that release). In that short article, some comments were made about the aggressiveness of various quench methods and their effect on distortion and cracking.
Joe Powell, of Akron Steel Treating Company, Integrated Heat Treating Solutions, LLC, IQDI Products, LTD., and IQ Technologies Inc, one of the heat treat industry’s foremost experts on quenching, wrote in to help educate all of us a bit more on the finer points of quenching. Below are his comments. Joe can be reached at JoePowell@akronsteeltreating.com.
Doug,
In your recent article, you stated that Marquenching and Austempering use a “less aggressive” quench cooling rate, “and reduce distortion caused by rapid temperature change (thermal shock)” which is only half true. The main mechanism that allow a molten salt quench to reduce distortion is the elimination of mixed phase cooling – there is no slow film boiling (gas) phase cooling mixed with the high-evaporative cooing phase of nucleate boiling, but only a single phase of all liquid convection cooling. It’s the non-uniformity of cooling at the surface of the part that will distort or crack the part not so much the rate of cooling.
Joe
Joseph A. Powell, President Akron Steel Treating Company
An electrically heated furnace line has recently been commissioned by a leading bearing manufacturer for its existing production line. Responsible for producing planet shafts and pump vane products, the line, supplied by Can-Eng Furnaces International, Ltd., features a compact 1,000 lb/hr atmosphere temper and soluble oil system for rust prevention.
Nucor Steel Gallatin, based in Ghent, Kentucky, recently ordered a “heat-to-coat” pickling and galvanizing line with an annual capacity of 500,000 tons of galvanized hot strip. The “heat-to-coat” technology is characterized by the compact and operator-friendly U-shape design, the turbulence pickling system, the high-power inductive heating system, the FOEN galvanizing equipment and the Drever after pot cooling system. The system will be delivered from a single source, SMS Group; startup is anticipated for 2019.
The “heat-to-coat” process permits the production of galvanized steel strip with durable corrosion protection, as well as an increased mechanical load-capacity while still maintaining low production and investment costs. Due to the integrated inductive galvannealing furnace the line is also able to produce galvannealed strips. There is a broad area of applications for galvanized hot strip, especially in construction, transportation and automotive industry. Furthermore, it is possible to substitute galvanized cold strip with hot strip. The ‘U-shape’ design allows a quick and easy bypass of the coating section in order to use the line as a continuous pickling line and produce just pickled and oiled material. The emission-free, inductive furnace operates with electrical energy, and a special fume exhaust system will be integrated which ensures low emission rates for the whole process.
NLMK Group, an international steelmaking company with operations in Russia, the US, and the European Union, is upgrading hot-rolled steel production at the Lipetsk site in western Russia. The plan is to install a new walking-beam reheating furnace to streamline the slab heating process. The new furnace will replace the outdated pusher-type furnaces currently operational at the facility.
The new furnace (No.2) with a capacity of 320 tonnes/hour (about 2.25 million tonnes per year) will boost the productivity of Mill 2000, increase the quality of steel products due to using a more advanced technology for feeding slabs to the mill, enable a significant reduction in energy consumption and minimize environmental impact.
The Hot Rolling Shop currently operates 5 reheating furnaces in turn with a total maximum capacity of 1,500 tonnes of slabs per hour (in 2016, 6.24 million tonnes of hot-rolled steel was produced). Three of them are already equipped with walking beams; the two remaining pusher-type furnaces will be replaced by the new furnace.
“The new furnace will enable a 110 ktpa increase in hot-strip mill productivity, and an improvement in the quality of HRC by eliminating surface defects in the process of preheating slabs that can occur in pusher-type furnaces. Specific natural gas consumption will decrease by 49%. Consumption of energy required for subsequent rolling will reduce by 20%, and air emissions will be almost halved,” said Konstantin Lagutin, NLMK Group Vice President for Investment Projects.
Construction and assembly activities are scheduled to begin in the fourth quarter of 2017 with an estimated launch date late in 2019. During maintenance, slabs for the hot-strip mill will be preheated by four of the five existing reheating furnaces. The upgrade of furnace No. 2 will have no impact on the production program. Main process equipment will be supplied by Tenova (Italy), with NLMK Engineering acting as the chief designer.