Keeping the Burners in Tune
Jim Roberts of U.S. Ignition engages readers in a Combustion Corner editorial about keeping industrial burners in tune — examining how everything from simple orifice plates to sophisticated burner control units (BCUs) and P-type radiant tubes drive efficiency and temperature uniformity in modern heat treating furnaces.
This editorial was first released in Heat Treat Today’s April 2026 Annual Induction Heating & Melting print edition.
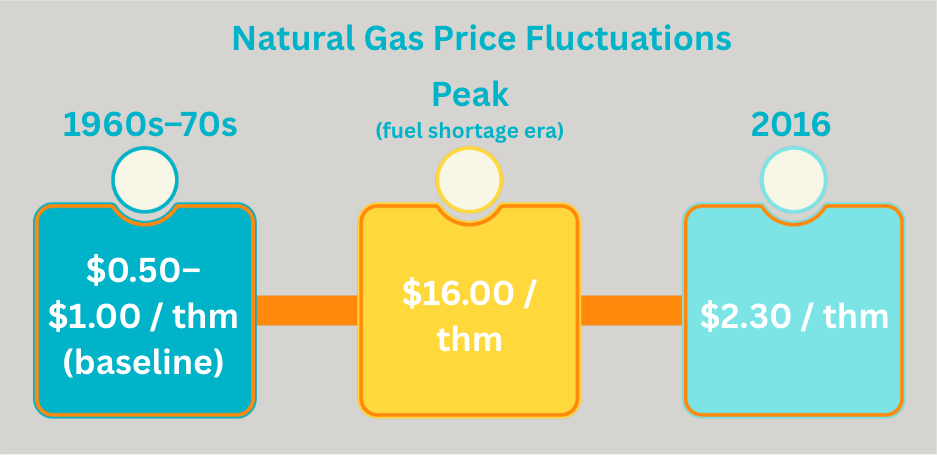
In part 2 of this series (Aerospace Heat Treating, March 2026), we talked about how balancing the pressure can save gas and reduce emissions. So, how do they do it?

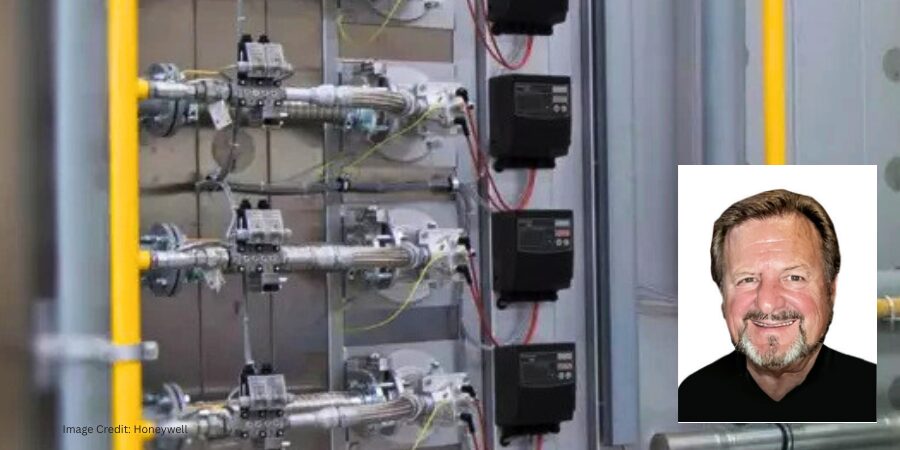
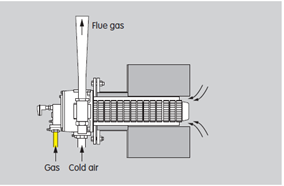
There are some fairly sophisticated and exacting control systems that can use flow meters that compensate and monitor pressure fluctuations. The air and gas valving will then react to inputs from the orifice meters and pressure monitors. Some systems may even extract a sample of the flue gas at the exhaust, much like the sensors on your automobile catalytic converter. The use of these burner control units (BCUs) keeps burners tuned to exacting performance. A lab setup example of that technique is shown in Figure 1.
Other setups are quite simple and perform at their best on the normal setting. In other words, if the process temperature is 1850°F, engineers design burners to perform optimally at that temperature and for thermal input to be achieved 90% of the time. In this scenario, orifice plates and control valves set for that optimum performance hold the combustion system steady at that input; variations are minimal.
The burners may not run perfectly when coming up to heat, but that is hopefully a short-term situation, and as the furnace comes up to heat the burner, systems settle into a desired tune range. Think of these as the dragsters at a racetrack. We’ve all seen how they shudder and quake while waiting to go flat out down the racetrack. But when gas is pushed into them, they blow fire, smooth out, and go to unbelievable performance levels. Only we furnace guys would make that comparison… or maybe just this guy.
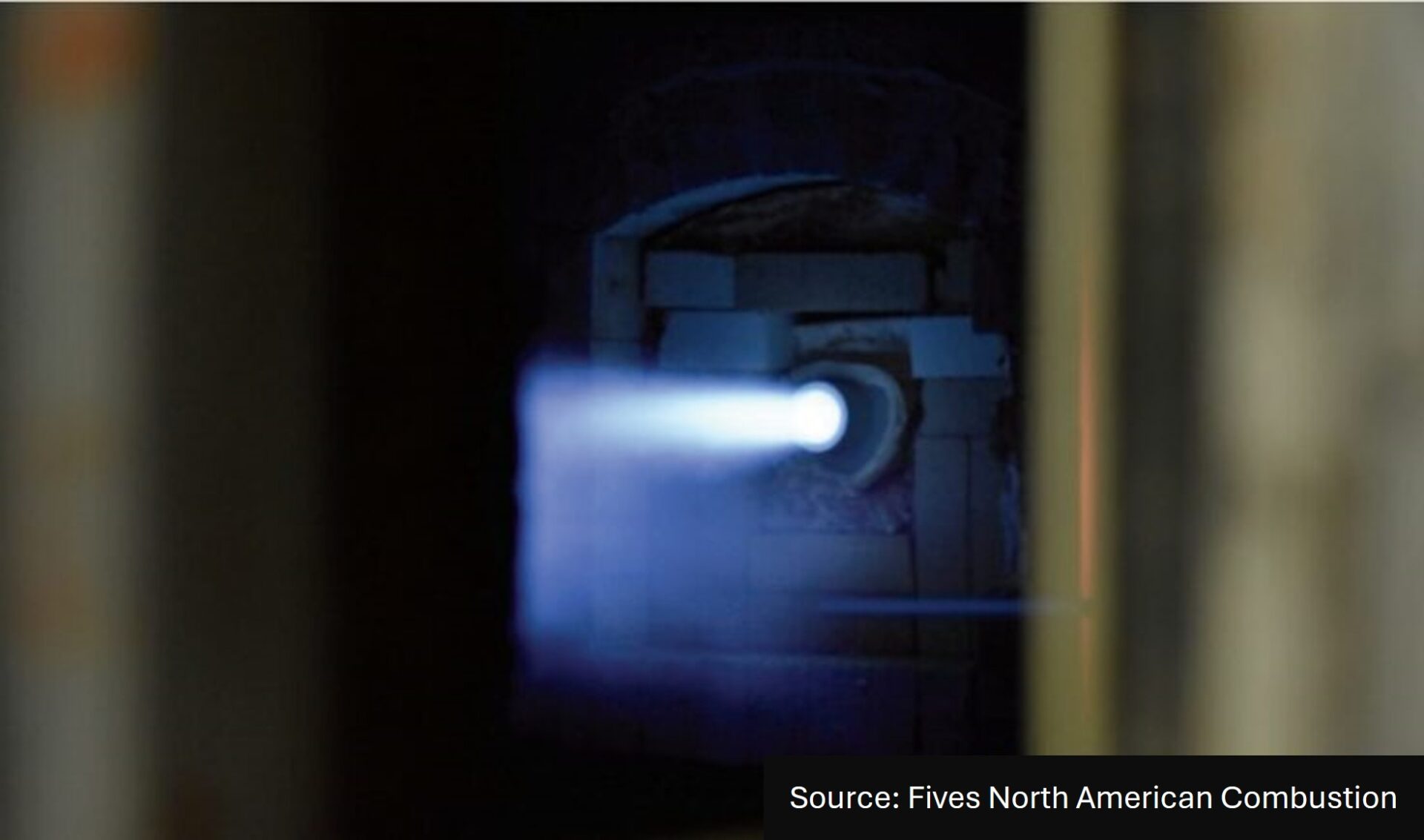
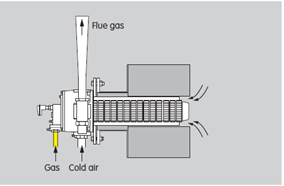
It bears noting that recirculation patterns can take on many variations depending on the type of heat treating you may be doing. Direct fired systems for stress relieving and straight up hardening operations use a high velocity direct fired system (Figure 2). That is where the aforementioned eductor pulls the flue gases out of the furnace and over the heat exchanger. Recirculation takes place in front of the burner in a high velocity stream exiting the nozzle. A percentage of the chamber gases gets pulled into that flue stream.
systems | Image Credit: Honeywell
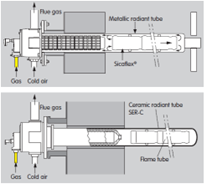
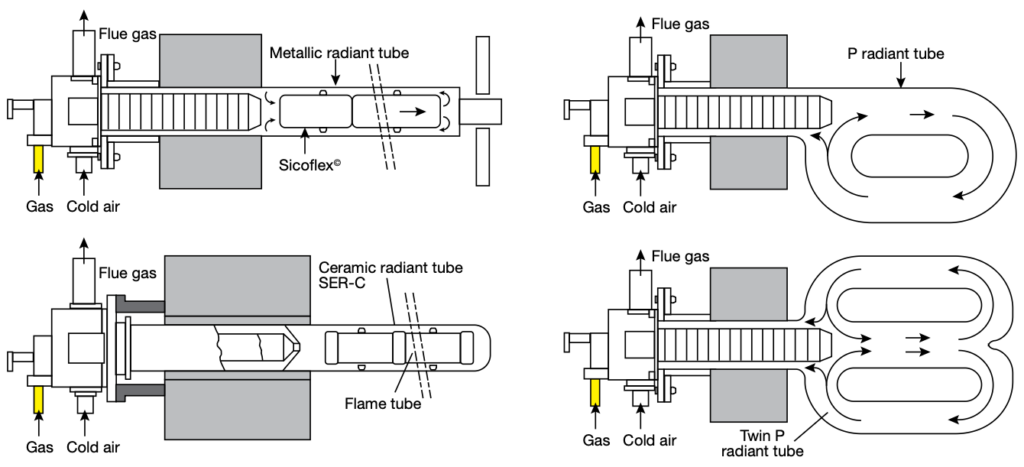
In the case of controlled atmosphere furnaces, where radiant tubes are utilized for the heating system, all sorts of different techniques exist. In the designs of recuperative recirculating style burners (i.e., FGR burners, flue gas recirculation), the tube designs are diverse and varied. Early designs of single ended tubes (SER) were the first to utilize recirculation designs (Figure 3).
Later, steel mills began to experiment and use P-type and double P-type tubes for strip annealing lines and galvanizing lines (Figure 4). You can see in these figures that the flue gases get pulled around, and we get the benefit of heat we have already generated and gas we have already burned. This creates a very good improvement in tube temperature uniformity and heat delivery. The arrows on the figures show the flow pattern of the gases.
So, in conclusion, there is no conclusion. Design improvements will continue to be made as long as we have requirements for efficient and emission-responsible operations in our heat treating plants and furnaces. Understanding that the world requires heat treating to be available for just about everything, and that we need to address those needs with ever-improving technologies… now THAT is pressure.
Till next time.
About The Author:

President
US Ignition
Jim Roberts president at U.S. Ignition, began his 45-year career in the burner and heat recovery industry focused on heat treating specifically in 1979. He worked for and helped start up WB Combustion in Hales Corners, Wisconsin. In 1985 he joined Eclipse Engineering in Rockford, IL, specializing in heat treating-related combustion equipment/burners. Inducted into the American Gas Association’s Hall of Flame for service in training gas company field managers, Jim is a former president of MTI and has contributed to countless seminars on fuel reduction and combustion-related practices.
For more information: Contact Jim Roberts at jim@usignition.com.

Keeping the Burners in Tune Read More »