Heat Treat Today publishes twelve print magazines annually and included in each is a letter from the publisher, Doug Glenn. This letter is from theNovember 2025 Annual Vacuum Heat Treating print edition.
Heat TreatBoot Camp has become a popular gathering place for individuals who are either new to the North American heat treat/thermal processing market or who have been around a good while but would like to learn more. This year, on September 15–17 in Pittsburgh, Pennsylvania, the industry gathered over 60 learners at the 4th annual Heat TreatBoot Camp. By all practical measures, it was an extremely successful event.
Attendance
2025 Heat Treat Boot Camp attendees
The magic number, 63, was more than any previous year by 50% and double the number that we had last year. Of those 60-some, we had roughly:
11 captive heat treaters (18%)
7 commercial heat treaters (12%)
1 investment company (<1%)
44 suppliers (70%)
The number of years that these attendees had been in the industry varied from as little as several weeks or months to over 30 years. The mix was ideal, allowing the newbies to learn from the industry veterans and for industry veterans to be energized by the enthusiasm and energy of the newbies.
It was also good to have multiple companies sending people for the 2nd or 3rd year in a row. Obviously, they like what their employees are learning.
Speakers
As with the previous three events, Thomas Wingens of Wingens Consulting and I were the only two speakers. Between the two of us, we have well over 50 years of industry experience. Thomas covered the technical side of the conversations dealing with both the materials and processes of heat treat, while I covered the markets, products, and players. Thomas also discussed emerging technologies, and I concluded with a short session on resources to help keep current.
Activities
We kicked off the event on Monday evening, September 15, with a reception on the scenic outdoor patio of the Drury Plaza Hotel in downtown Pittsburgh. The hotel had purchased and renovated this historic building, the former location of the Pittsburgh Federal Reserve. In fact, all of the training sessions took place in The Main Vault. It was a “safe place.”
Tuesday was a full day in the classroom. It was grueling, but attendees were rewarded with a school bus ride to the historic Duquesne Incline where we were elevated to the top of Pittsburgh’s Mt. Washington. From there we could overlook the city from well above the tops of the skyscrapers. It was a beautiful evening. We then walked two blocks to LeMont Restaurant where we continued to overlook the city until the evening hours brought out the city lights. Again, beautiful.
Wednesday was a half day of classes and then an optional tour of Penna Flame Heat Treating in Zelienople, Pennsylvania, less than one hour north of Pittsburgh.
Sponsors
A big “thank you” goes to the industry sponsors — many of whom returned from last year — who helped us underwrite the costs of the boot camp. Idemitsu was our sole Title Sponsor. Can-Eng Furnaces was our sole Social Sponsor helping with the expenses of some of our networking functions and the putt-putt contest. Our two lunch sponsors were Cleveland Electric Labs (who have sent at least two people to all four of the boot camps since 2022) and Newton Heat Treating. Other corporate sponsors included ECM USA Vacuum Furnaces, Gasbarre Thermal Processing Systems, Super Systems, Honeywell, Chiz Bros, and I Squared R who had the popular Triple-Dipped Malted Milk Ball sponsorship. All of these companies were super helpful in making Boot Camp a success.
You’re Invited
Next year, we encourage you or someone from your company to attend. To see what past recipients have said and for more information about the 2026 Boot Camp, please visit www.heatttreatbootcamp.com. See you there.
Doug Glenn Publisher Heat TreatToday For more information: Contact Doug at doug@heattreattoday.com
Given safety and performance concerns in the aerospace sector, it may be beneficial to consider quench testing that uses CQI-9 as well as AMS2759 since the automotive standard focuses on safety. Read on to understand the different approaches between these two standards in this Technical Tuesday installment, written by Michelle Bennett, quality assurance senior specialist, and Greg Steiger, senior account manager, both at Idemitsu Lubricants America.
This informative piece was first released inHeat Treat Today’sMarch 2025 Aerospace Heat Treating print edition.
In today’s world, there are many different quality systems available to heat treaters. Many of these, such as ISO, are quality management systems. These quality management systems are an important piece of running a successful business. However, to successfully run a heat treat business and compete in either the North American automotive market or the aerospace market, a heat treater must conform to either CQI-9 or AMS2759, or, in cases where a company processes both automotive and aerospace parts, both. This article will explain the requirements for both CQI-9 and AMS2759. It will also explain the differences between the two quality standards and any additional testing that could benefit a heat treater or how they operate their quench tank.
AIAG’s CQI-9
The Automotive Industry Action Group (AIAG) is a non-profit group of over 800 automotive OEMS, parts manufacturers, and service providers who oversee the requirements for CQI-9. The 4th edition is the most current edition of CQI-9. As an internal audit process, CQI-9 covers most of the heat treating process. Section 3.14 specifies the quench oil and water-soluble polymer requirements. An oil quenchant requires that the in-use oils be tested every six months and the testing must include water content, percent suspended solids, total acid number, viscosity, flash point, and cooling curve. The specification range and warning limits are based on the vendor’s requirements and recommendations. For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
For water-based polymers, there are two tests required: concentration and quenchability. The standard does not specify a test for quenchability, however, it does make a few suggestions such as a cooling curve, viscosity, and titration.
All the required testing of the quenchant is designed to achieve consistent metallurgy for safety reasons. Viscosity is monitored to look for oxidation or heat decomposition of the oil. Degradation can be in the form of oxidation, thermal breakdown, or the presence of various contaminants. Increased oil viscosity typically results in decreased heat transfer rates. A decrease in viscosity may indicate contamination. Some suspended solids are to be expected during the quenching process, but the majority of them should be filtered or centrifuged from the process. If the quantity of these contaminants becomes too high, then it can both affect the brightness of the parts, and the parts can get soft spots as the contaminants may not cool the parts at the same rate.
Water and flash point are both monitored for safety. If the flash point drops below the accepted range or the water content is above the acceptable range, these can cause fires during the operation. Water can also show issues with the equipment or the procedure such as leaking of anything that is water cooled, such as the outer door on a furnace. Acid value is monitored to degradation of the oil. As the oil breaks down and oxidizes, the acid value will increase. This can cause the maximum cooling rate to increase and can cause cracking or distortion on the parts. Carbon residue can be measured for two reasons. If the result is below the specification, it can show that the quench speed improver is being broken down or dragged out of the system. If the result is higher than the specification, it can show the formation of sludge, which will impact the brightness of the parts.
For water-based quenchants, the most common test items include pH, refractive index or brix, viscosity, and concentration calculation. Sometimes additional test items can be added, such as biological testing, to help determine and correct current issues.
Table 1. CQI-9 vs. AMS2759 quenchant requirements
SAE’s AMS2759
Just as AIAG is a non-profit business group responsible for CQI-9, SAE International is a non-profit organization responsible for AMS2759. The most recent revision of AMS2759 is Revision G. AMEC (the Aerospace Materials Engineering Committee) is responsible for maintaining this standard. Unlike CQI-9, AMS2759 requires a certificate of conformance for all shipments. Section 3.10.3 begins the requirements for quenchant testing and quenchant deliveries. Viscosity, flash point, and temperature at the maximum cooling rate must be reported on the certificate of compliance when dealing with mineral oil quenchants. For a polymer, the requirements are that the pH of the neat polymer and the neat viscosity of the polymer must both be reported on the certificate. Also required on the polymer certificate are the viscosity, pH, and the temperature at the maximum cooling rate for polymers at 20% dilution by weight.
Similarly to CQI-9, AMS requires that the in-use quenchants be tested biannually. This standard, however, only requires the cooling rate and temperature at max cooling rate be tested, as well as any additional tests the supplier recommends. The AMS2759 specification does not have set limitations on the cooling rate and temperature. Instead, the specification sets the allowed upper and lower deviations from the supplier’s standard for the maximum cooling rate and the temperature at the maximum cooling rate for both oils and water-soluble polymers. The supplier should have calculated the average max cooling rate and average temperature at max cooling rate using many different blend lots and multiple test runs. This average will not vary or change based on current production values or the values for the batch that the client is currently using (Table 1).
Although both standards require having the quenchant tested bi-yearly, most quenchant suppliers encourage their clients to submit their furnace samples for testing quarterly. This ensures that the medium is being monitored frequently, and if a sample is missed or late when sampling quarterly, then the client is still within compliance for the six month testing requirements.
However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing.
Taking a Quench Sample
There are many different quench methods and both standards allow for any of the following variations: ASTM D6200, ISO 9950, JIS K2242, ASTM D6482, or ASTM D6549. The type of testing that is going to be conducted will determine the size of sample that will be needed. For just this quench testing, the volume of sample needed ranges from 250 milliliters to 2 liters.
As always, when taking samples, it is important to be sure to get a good representative sample of the current quenchant being used in the process. The agitation needs to be running and collected in a clean and dry container. The sampling site should be the most convenient location to safely obtain a sample. It should also be the same location for every sample. The lid also needs to be put on before the oil cools too much because the container will draw in moisture and condensation as the oil cools if it is open to the atmosphere.
Conclusion
When examining the standards, there is one basic commonality: the need to run a complete cooling curve every six months. There is also a large difference in that AMS2759 does not require the full suite of testing that CQI-9 does. However, because many of the test parameters in CQI-9 are run for safety reasons along with performance reasons, it is highly advised that aerospace heat treaters should run the full suite of CQI-9 testing along with the AMS2759 testing. For automotive heat treaters, the maximum cooling rate and the temperature at maximum cooling rate is something that can be reported in the normal D6200 cooling curve test.
For manufacturers heat treating parts for aerospace, automotive, or both markets, we recommend quarterly quench samples at a minimum. The primary reason for more frequent testing is safety. Also, with the current labor shortage, heat treaters are busier than ever. If quench samples are routinely taken on a quarterly basis and are somehow missed and forgotten, there is still time to take another sample and remain in CQI-9 and AMS2759 compliance.
Remaining in compliance of these two important standards requires a lot of hard work from both the heat treater and the quenchant provider. Unless the quenchant supplier is working together in a true partnership, it will be very difficult to remain in compliance with the requirements for CQI-9 and AMS2759. But with routine monitoring, heat treaters can help to ensure quenchant and equipment have a longer life and achieve ever-tightening requirements from clients.
About The Authors:
Michelle Bennett Quality Assurance Senior Specialist Idemitsu Lubricants America
Michelle Bennett is the quality assurance senior specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s40 Under 40 Class of 2023 award.
Greg Steiger Senior Account Manager Idemitsu Lubricants America
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Sludge, scale, and dirt are all undesirables in quench oils that can cause detrimental effects during quenching. Bag filtration and centrifuge filtration are put to the test in this investigation. Compare the results before you make your next purchase.
This Technical Tuesday article, written by Greg Steiger, senior account manager, and Michelle Bennett, quality assurance specialist, at Idemitsu Lubricants America, was originally published in November 2023’s Vacuum Heat Treatmagazine.
Introduction
The primary role of a quench oil is to dissipate the heat from a quenched load safely, quickly, and uniformly. Both sludge and heat scale have a higher heat transfer coefficient than quench oil and dissipate heat more than this quench medium. This can affect the performance of a quench oil.
To obtain the desired metallurgical results, the operation of a quench system must be both consistent and uniform. The presence of sludge from quench oil oxidation and scale within the quench oil, pump, and heat exchangers can lead to variability in key parameters such as grain size, hardness, case depth and surface finish. The best way to minimize the detrimental effects of sludge and scale is to remove these contaminants by filtration. This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
This article will compare the two most popular types of commercial filtration available for oil quench systems: bag filters vs. centrifuge filtrations.
Test Methods
To simulate a two-stage bag filter, the following lab procedure was followed.
A 300-mL sample of used quench oil was passed through a 75-micron filter paper. The filtrate from the 75-micron filter was then filtered through a 25-micron filter paper. To simulate the pressure typically found in an industrial bag filter, the filtration in both the 75-micron and 25-micron papers was aided by a vacuum pump that pulled used quench oil through the filter paper.
To simulate the effects of centrifugal separation, a benchtop centrifuge was used. A 300-mL sample of used quench oil was placed in a centrifuge tube and centrifuged for 25 minutes at a speed of 3,500 RPM. An additional 300-mL sample was placed in an identical centrifuge tube and centrifuged for 180 minutes at 3,500 RPM as well.
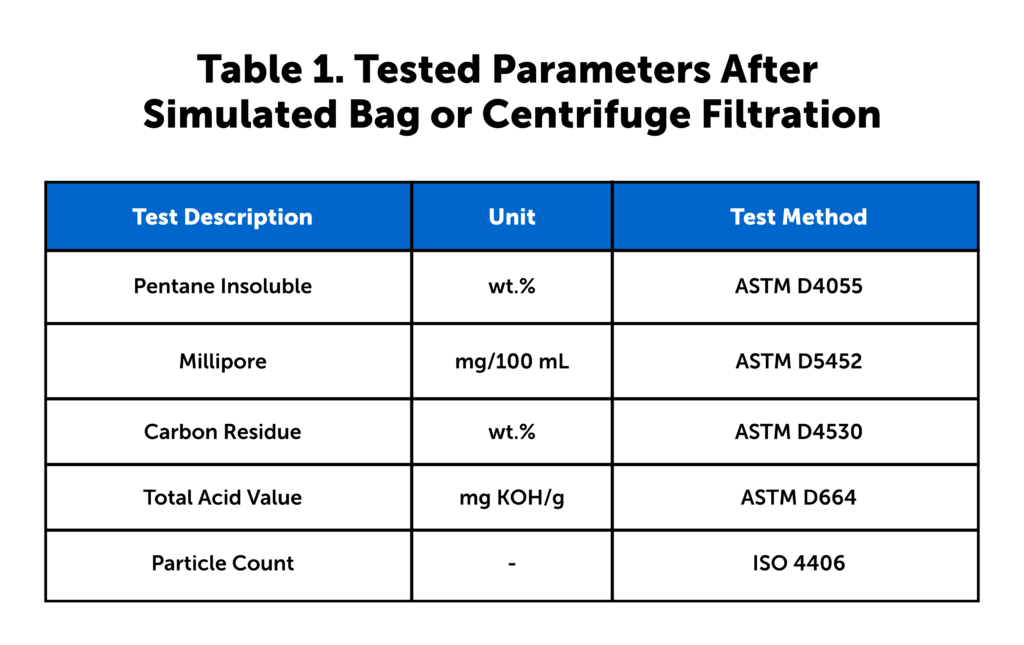
In addition to the lab testing of dirty quench oil samples, we monitored the particle count and pentane insolubles in samples from an in-use heat treating furnace. This study began with charging the furnace with clean quench oil that was filtered using a single stage 25-micron filter and collected after each filtration. At the conclusion of each timed centrifuge session, the filtrate and the centrifuged sample were tested across five tests, see Table 1.
Table 1. Tested parameters after simulated bag or centrifuge filtration (Source: Idemitsu Lubricants America) Note on Table 1: Pentane insolubles measure sludge and scale present in the quench oil after the filtration through the barrier filter or after the centrifuge. Millipore testing is a measure of the overall cleanliness of the quench oil after either filtration or centrifuging. Carbon residue testing measures the Conradson carbon in the filtered or centrifuged quench oil and is designed to determine if any of the quench speed improver additive in the quench oil has been removed via filtration or centrifuging. By measuring the total acid number (TAN) of the quench oil, it is possible to determine if the quench oil is becoming oxidized and beginning to create unwanted sludge. The ISO Particle Count tests for solids contamination, providing a quantitative value for the number of particles that are larger than 4 μm, 6 μm, and 14 μm.
Filtration Results
Because industrial quench oil filters are under a slight pressure, it would be very difficult to replicate this in a laboratory setting. To simulate the slight pressure found in industrial oil filters, we used a Buchner funnel connected to a vacuum pump to simulate the industrial pressure vessel. A similar setup is depicted in Figure 1.
The results post-filtration are depicted in Table 2 and Table 3.
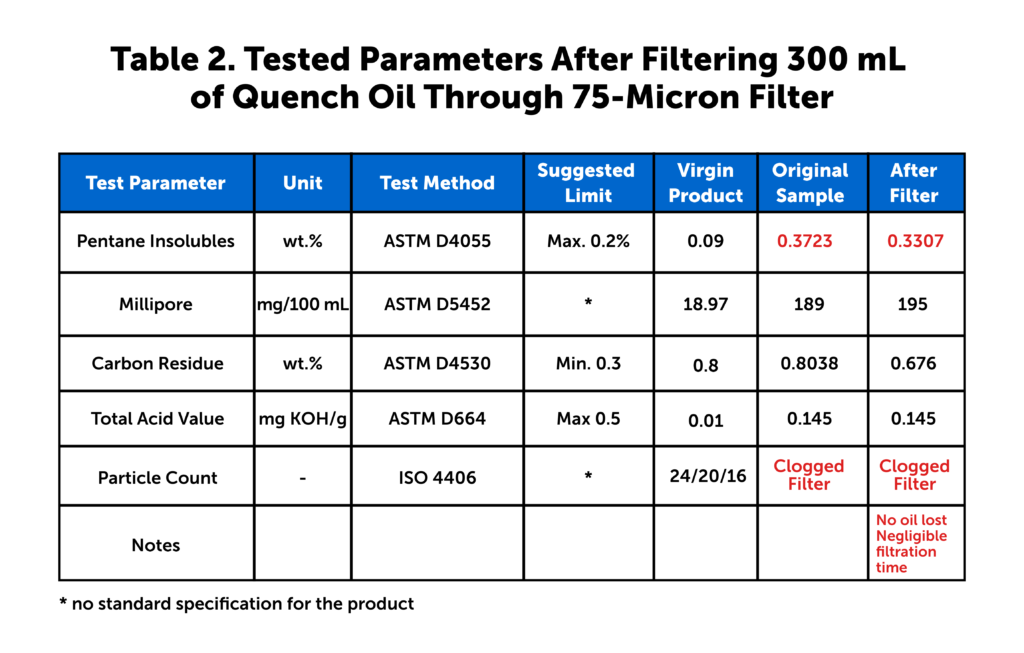
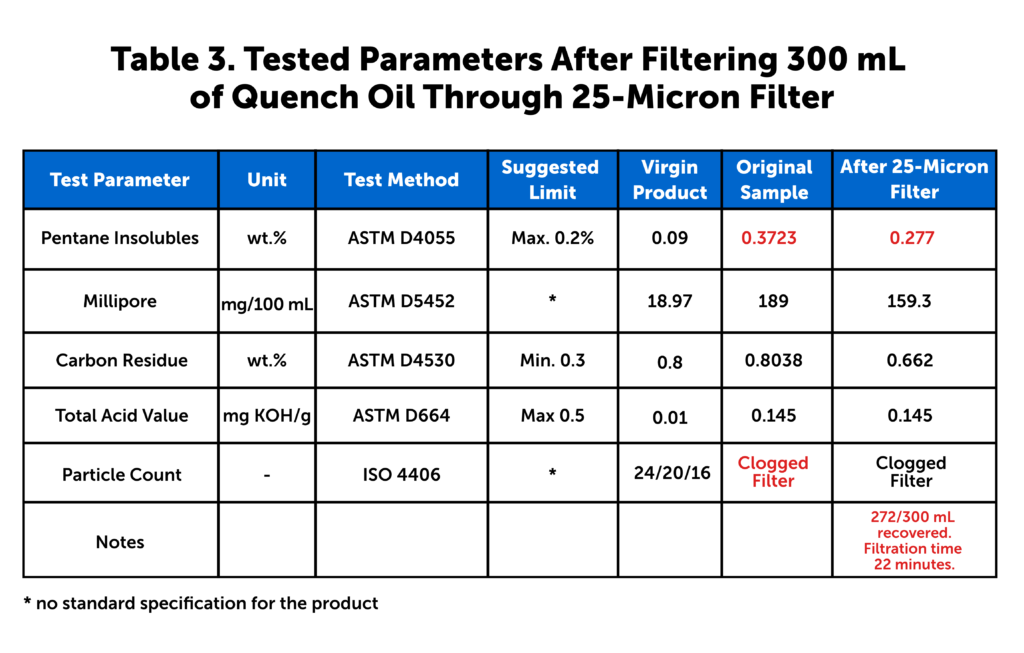
Table 2. Tested parameters after filtering 300 mL of quench oil through 75-micron filter (Source: Idemitsu Lubricants America)Table 3. Tested parameters after filtering 300 mL of quench oil through 25-micron filter (Source: Idemitsu Lubricants America)
Another popular method of filtration in a heat treating facility is through a centrifuge. While it is impractical to use a full-size industrial centrifuge in a lab, the same results can be achieved through the use of a smaller sample size and a benchtop centrifuge. A benchtop centrifuge similar to the one seen in Figure 2 was used to produce the results in Tables 4 and 5 (below).
Understanding the Test Methods: Bag/Barrier Filtration
Figure 3. Polyethylene felt filter bag and filter canister (Source: SBS Corporation)
Bag (or barrier) filtration is the most common type of filtration used in quench oil filtration. For the heat treater, there are many different size filters available, as well as different configurations varying in the number of canisters and filters. The filter creates a barrier that particles greater than the pore size in the barrier cannot pass. The primary reasons for its popularity are economics, simple operation, and design. A typical polyethylene bag filter and filter cannister can be seen in Figure 3.
The most common filter sizes are 50-micron and 25-microns. Both 5-micron and 25-micron filters were used in this investigation because the test sample contained a high level of pentane insoluble. Additionally, since it is commonly thought that using a 50-micron filter will cause blinding and clogging, we chose a 75-micorn filter and a subsequent filtration step of using a 25-micron filter to simulate a common two-stage quench oil filter.
Understanding the Test Methods: Centrifuge Filtration
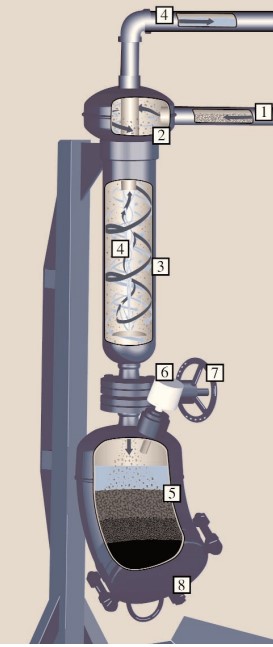
Using a centrifuge to filter out sludge and scale is also commonly used in many heat treating operations. The difference between centrifugal filtration and barrier filtration is centrifugal filtration relies on gravity, friction, and centrifugal force to separate the particles from a quench oil instead of a physical barrier (Figure 4).
Figure 4. Horizontal centrifugal filtration (Source: SBS Corporation)
In the horizontal centrifugal filtration diagram, the dirty oil enters the tangential opening (section #1) and is forced into a spinning motion. A centrifugal force (occurring in section #2) is based on the spinning pentane insolubles, scale, and any other solids contained in the dirty oil.
In section #3, the friction created by the flow of the solids, scale, and other undesirables encountering the steel body of the centrifugal separator creates a low viscosity shear layer. In section 4, the clean liquid travels through a vortex and leaves through a side discharge. The slowing velocity of the undesirables allows gravity to pull them into the debris collection area in section #5. The now cleaned oil regains its velocity and continues through the vortex created by the centrifugal forces acting on the solids to a center discharge and back to the quench tank. As the debris fills section 6, a light will illuminate, indicating the receptacle is full and needs to be emptied.
Once the undesirables fill the debris collection area, an indicator light signals the receptacle is full and a gate knife control valve (section #7), is manually closed so the debris collector can be opened via the closure (section #8).
Discussion
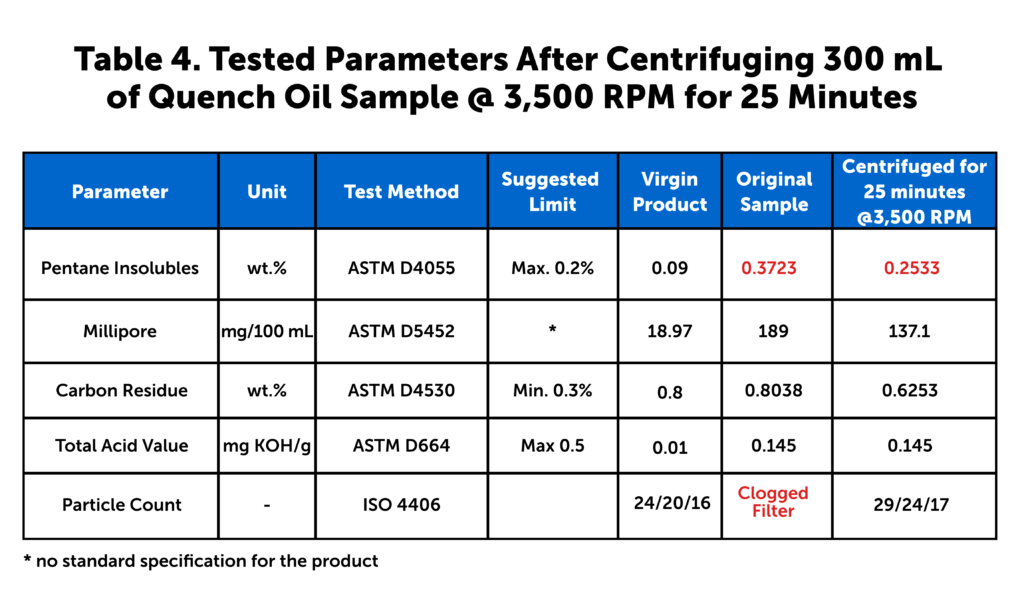
Table 4. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 25 minutes
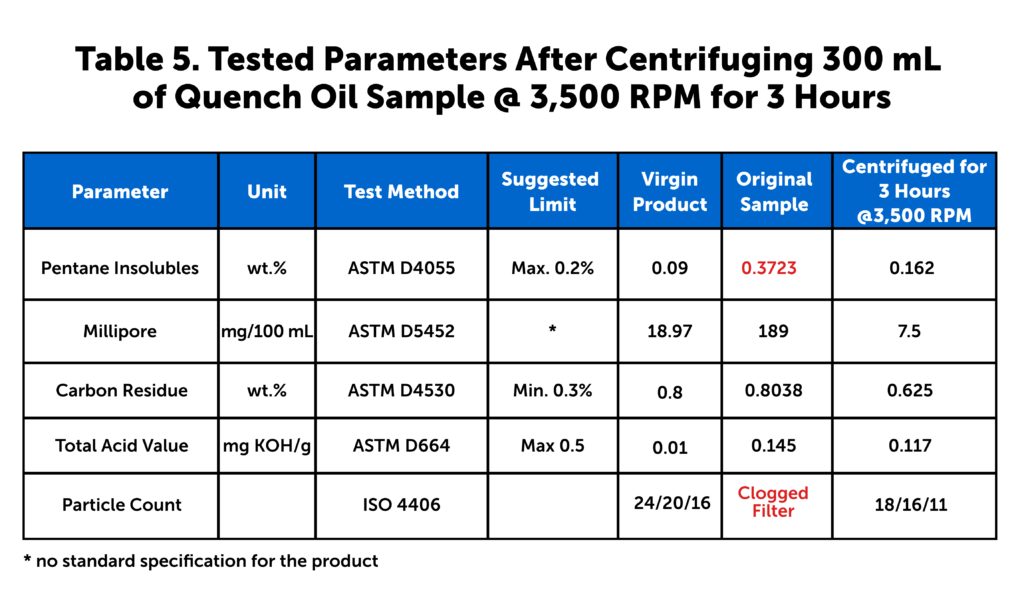
(Source: Idemitsu Lubricants America)Table 5. Tested parameters after centrifuging 300 mL of quench oil sample @ 3,500 RPM for 3 hours
(Source: Idemitsu Lubricants America)
As seen in Tables 2 and 3, filtration does improve the overall cleanliness of the dirty quench oil. The weight percent of the pentane insolubles showed a significant improvement when filtered through the 25-micron fi lter. However, the level of pentane insolubles was still outside of the suggested limits for the quench oil.
This was not seen when the quench oil was filtered through a 75-micron filter. The 75-micron filter had little or no effect on the Millipore results. The Millipore results increased when filtered through a 75-micron filter. This leads us to believe some of the particles within the dirty oil were forced through the 75-micron filter and not through the 25-micron filter, as the 25-micron filter showed an improvement in Millipore results.
An ISO particle count was not possible on the original used samples or the filtered samples because the filter clogged on all three test samples.
The largest difference in results lies in the carbon residue testing. The level of carbon residue is essentially the same after both the 75-micron and 25-micron filter samples. Both of the carbon residue levels are within the normal suggested limits. However, the high level of sludge in the original dirty sample is likely removing some of the quench speed improver from the quench oil. The removal of the quench speed improver changes the performance of the quench oil over time.
In examining the results of the centrifuge testing in Tables 4 and 5, it is clear centrifuging for 25 minutes has better effect on the cleanliness of the oil sample than filtering through a 25-micron filter. The level of pentane insolubles after centrifuging for 25 minutes at 3,500 RPM is still outside of the suggested limit. However, running the centrifuge for three hours under the same conditions not only brings the pentane insolubles within the suggested limits, the Millipore and particle counts also see an improvement over the virgin oil sample results. The carbon residue levels behave much the same as they do in the filtration tests.
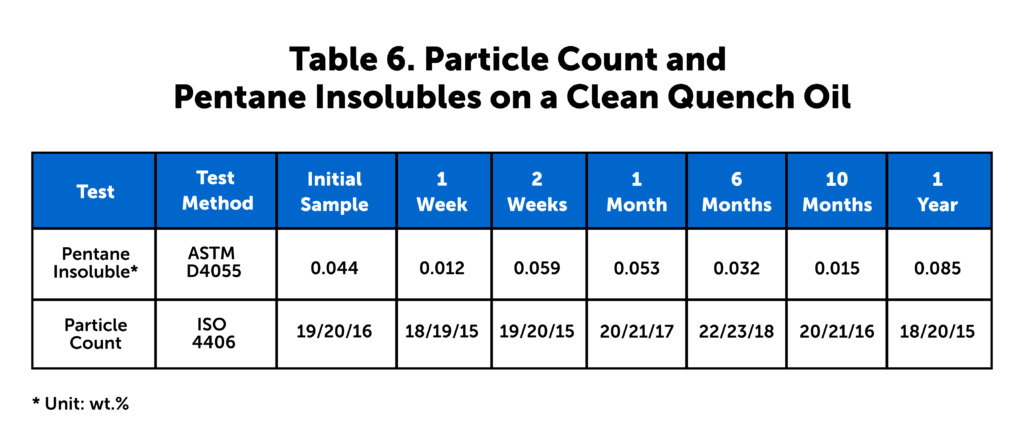
What is significant is the year-long study we conducted using actual customer data. In this study, a furnace was dumped, cleaned, and then filled with clean virgin oil. The authors then tested the ISO particle counts and pentane insolubles for one year after the furnace was charged with clean oil. These results are seen in Table 6. These data show essentially no change in the particle counts and a slight improvement in the level of pentane insolubles over the one-year period.
Table 6. Particle count and pentane insolubles on a clean quench oil (Source: Idemitsu Lubricants America)
Conclusion
From the testing conducted, it is clear the filtration through a 75-micron filter has little to no effect upon the tested parameters and the performance of the quench oil. The high levels of pentane insolubles will likely clog heat exchangers, pumps, and valves within the quench system. The dirty oil will also likely cause metallurgical issues such as isolated soft spots due to the slower heat transfer of the dirty oil. The results of filtering a dirty oil through a 25-micron filter show some improvement in the pentane insoluble levels. However, the result is still outside of the recommended limits for the oil. Additionally, the ISO particle counts were not able to be tested due to the overall dirty condition of the filtered sample.
In contrast to the bag filter samples, the centrifuge samples showed a marked improvement over the dirty sample. While the pentane insoluble level was slightly out of the recommended limit for the 25-minute centrifuge sample, all results were within the recommended specifications for the three-hour centrifuge sample. In some cases, such as the particle count, the centrifuge sample had better results than the virgin sample.
While the centrifuge and filter results both show how hard it is to effectively clean a dirty quench oil, the results from the year-long study show very little difference in particle counts and a slight decrease in pentane insolubles, which can be explained through the normal addition of virgin make up oil to the quench system.
It is clear both centrifuge separation and bag filtration can improve the overall condition of a dirty quench oil. However, if your level of dirt, sludge, and scale reaches near the levels of the tested sample, a centrifuge is better at removing these than filtration. Overall, the data show the most important and efficient method is to begin filtering a clean quench oil as soon as the quench tank is charged.
About The Authors
Greg Steiger is the senior account manager at Idemitsu Lubricants America. Previous to this position, Steiger served in a variety of technical service, research and development, and sales and marketing roles for Chemtool Incorporated, Witco Chemical Company, Inc., D.A. Stuart Company, and Safety-Kleen, Inc. He obtained a BS in Chemistry from the University of Illinois at Chicago and recently earned a master’s degree in Materials Engineering at Auburn University. He is also a member of ASM International.
Michelle Bennett is the quality assurance specialist at Idemitsu Lubricants America, supervising the company’s I-LAS used oil analysis program. Over the past 12 years, she has worked in the quality control lab and the research and development department. Her bachelor’s degree is in Chemistry from Indiana University. Michelle is a recipient of Heat Treat Today’s 40 Under 40 Class of 2023 award.