A multinational automaker recently announced an investment of $391 million at its San Antonio truck assembly plant in response to customer demand and to expand multi-vehicle production capabilities by introducing various advanced manufacturing technologies.
Toyota’s announcement comes as part of a broader commitment from the company to invest $13 billion in its U.S. operations over five years through 2021. Toyota Texas also commits to continue funding local workforce development. As part of Toyota’s commitment to help San Antonio’s workforce and education, Alamo Promise will receive a $500,000 donation from Toyota Texas over a five-year period. Alamo Promise’s mission is to end poverty, enhance economic and social mobility and meet workforce demands throughout the city.
Separately, Aisin AW, a supplier to Toyota Texas and other automakers, announced that it will invest $400 million and bring 900 new jobs to a future facility in nearby Cibolo, TX.
Chris Reynolds, Toyota Motor North America chief administrative officer of manufacturing and corporate resources
“We’ve been in the U.S. for more than 60 years, creating a tremendous value chain in this country and creating an extensive footprint in the Alamo City since 2003,” said Chris Reynolds, Toyota Motor North America chief administrative officer of manufacturing and corporate resources. “With 10 U.S. plants, 1,500-strong dealer network, an extensive supply chain, and other operations, we directly and indirectly employ over 475,000 Americans and are committed to investing here.”
“The Lone Star State continues to build on its reputation as a manufacturing powerhouse thanks to investments from innovative companies like Toyota and Aisin AW,” said Governor Greg Abbott. “Their combined new investment of nearly $800 million in the San Antonio area is a testament to Texas’ unrivaled workforce and commitment to creating an environment where businesses can thrive free from the heavy hand of government regulation and over-taxation. I am grateful to Toyota and Aisin AW for bringing more jobs to the Lone Star State and I look forward to growing our already strong partnership.”
This is Toyota’s third investment at its San Antonio truck plant which assembles the full-size Tundra and mid-size Tacoma pickup trucks.
A global leader in primary and metalworking industrial process fluids recently announced an agreement to acquire the operating divisions of a UK company that provides specialty chemicals, operating equipment, and services to industrial end markets.
Quaker Houghton plans to purchase Norman Hay plc, which serves a number of industries including aerospace, automotive, oil and gas, and power generation through four divisions:
Ultraseal, a leading global provider of impregnation technology, including porosity sealants, and associated chemistry and equipment for die cast components;
SIFCO ASC, a leading global provider of surface treatment solutions through selective electroplating, anodizing, chemical solutions and engineering solutions;
Surface Technology, a specialty provider of surface treatment solutions including coatings, thermal sprays, plating and other ancillary services; and
Norman Hay Engineering, a leading provider of design and engineering services that support surface treatment plants and equipment for the Ultraseal, SIFCO ASC and Surface Technology businesses as well as additional third-party industrial engineering applications.
Michael F. Barry, chairman, CEO, and president of Quaker Houghton
Quaker Houghton intends to operate the acquired divisions as a stand-alone business within its Global Specialty Businesses platform while it completes the integration of Quaker Chemical and Houghton International.
“This acquisition represents an opportunity to add new technologies with good growth characteristics in attractive core market segments with high barriers to entry such as die-casting, automotive OEM and aerospace,” said Michael F. Barry, chairman, CEO, and president of Quaker Houghton. “We also believe it provides a strategic opportunity to take advantage of external market trends such as the light-weighting of vehicles and 3D printing where we have the opportunity to leverage our global footprint and complementary geographic strengths. In addition, Norman Hay’s engineering expertise, which includes robotics applications, strengthens the existing equipment solutions platform inside Quaker Houghton and further positions the Company for Industry 4.0.”
Norman Hay plc was established in 1946 as a decorative electroplating business and has evolved into a global specialty chemicals sealant, surface coatings, and engineering group. The company is headquartered at its modern, state of the art production facility in Coventry, England. The company has approximately 400 employees with production and R&D facilities across Europe and the United States.
A UK-based provider of hot form quench (HFQ®) technology recently joined forces with an auto parts manufacturer to bring HFQ® technology to the North American market.
ITL’s CEO, Jonathan Watkins
The creator of HFQ® technology, Impression Technologies Ltd (ITL), a leading advanced lightweighting solution for high-strength aluminum structures, has partnered with Telos Global in Caryville, Tennessee, with the latter taking on the production of high-strength aluminum body-in-white and chassis HFQ® components, enabling the company to service OEM requirements in the SUV, pick-up truck, and electric vehicle markets. Telos will manufacture HFQ® components at its facility in Caryville, Tennessee, before expanding into Asia and Europe.
Rick Teague, CEO and founder of Telos Global
“We are delighted to have entered this strategic partnership with Telos Global, which will offer automotive OEMs a high-volume supply base for stronger, lighter, more cost-effective structures made using HFQ® Technology to a guaranteed standard,” said ITL’s CEO, Jonathan Watkins. “We look forward to working with Telos to develop a global HFQ® supply chain capability in North America as well as globally.”
“This partnership with ITL offers Telos an exciting opportunity to supply automotive customers in North America and around the world with complex components manufactured from new, high-strength aluminum alloys,” said Rick Teague, CEO and founder of Telos Global. “We believe HFQ® Technology, using Telos’ scalable production system, will offer significant opportunities for light-weighting and design flexibility at a competitive price.”
A global aluminum rolling manufacturer recently reaffirmed its commitment to complete the acquisition of an Ohio-based aluminum rolled products producer, despite a U.S. Department of Justice (DOJ) lawsuit to block the transaction.
Novelis Inc. gave this statement regarding its proposed acquisition of Aleris Corporation, stating the company “intends to vigorously defend against the DOJ’s challenge”, believing it to be “without merit.”
The “acquisition will strengthen the aluminum industry’s ability to compete against steel in U.S. automotive body sheet market,” notes a release from Novelis.
Steve Fisher, President and CEO, Novelis Inc
“The DOJ lawsuit is based on the contention that the only relevant competition among automotive body sheet providers is that among aluminum manufacturers such as Novelis and Aleris. It ignores competition from steel automotive body sheet, even though steel automotive body sheet is currently used for nearly 90 percent of the market.”
“The day-to-day reality of the automotive body sheet market is aluminum automotive body sheet striving to take share from steel, and the steel automotive body sheet companies fighting back,” said Steve Fisher, president and CEO, Novelis Inc. “We are disappointed that the DOJ has missed this, but also confident that in the next phase of this process the full scope of the competition we face will be recognized appropriately. Our merger with Aleris threatens no one, and to the contrary will strengthen our ability to compete against steel, meet growing customer demand for aluminum, achieve our recycling goals, and bolster our sustainability platform worldwide.”
Assistant Attorney General Makan Delrahim of the Justice Department’s Antitrust Division
The Department of Justice filed the civil antitrust lawsuit seeking to block Novelis’s proposed acquisition of Aleris “in order to preserve competition in the North American market for rolled aluminum sheet for automotive applications.”
The Antitrust Division’s lawsuit alleges that the transaction would combine two of only four North American producers of aluminum auto body sheet.
“Automakers increasingly need aluminum auto body sheet to satisfy American consumers’ demand for larger vehicles that are lighter and more fuel-efficient. The loss of a competing supplier of aluminum auto body sheet ultimately would harm American car buyers,” said Assistant Attorney General Makan Delrahim of the Justice Department’s Antitrust Division.
The Antitrust Division has agreed with defendants to refer the matter to binding arbitration should certain conditions be triggered. The arbitration would resolve the issue of product market definition. This would mark the first time the Antitrust Division is using this arbitration authority to resolve a matter.
“This arbitration would allow the Antitrust Division to resolve the dispositive issue of market definition in this case efficiently and effectively, saving taxpayer resources,” said Delrahim. “Alternative dispute resolution is an important tool that the Antitrust Division can and will use, in appropriate circumstances, to maximize its enforcement resources to protect American consumers.”
According to legal analysts for corporate law firm Jones Day, “Most DOJ merger challenges have taken more than five months from filing of a complaint to a district court decision.”
“For this reason, the parties may have believed that pursuing arbitration on market definition—a topic that in traditional litigation can consume significant time for discovery and briefing—would provide them with deal certainty sooner than litigation. DOJ, in turn, may have viewed the decision as consistent with its larger policy goal of streamlining the merger review process.”
The heat treating of constant tension bands used by automakers is a complex process, and the challenge posed to a leading heat treating company by a supplier of these bands was to determine how to reduce the risk of failure due to stress corrosion cracking.
“Improving the physical characteristics of metal components often requires fine-tuned treatments that bring them to the brink of destruction. It’s a quirk of metallurgy heat treaters contend with constantly.”
Solving the problem involved, as noted in this case study from Paulo, breaking “a few cardinal rules en route.”
Heat treatment is a common manufacturing process to produce high-performance components. Although heat treatment incorporating a quenching process can produce parts with durable mechanical properties, an unwanted effect of intense quenching is the induced thermal residual stress, which often is a leading cause for quality issues associated with high cycle fatigues. During the product development cycle, it is not uncommon to switch between air and water quenching and change quench orientation in order to minimize residual stress. However, the choice of quench media and quench orientation is often determined by intuitive engineering judgment at best and trial-and-error iterative method at worst.
In recent years, digital verification using finite element analysis (FEA) is gaining popularity because of its efficiency. The computational method to predict the residual stress involves two calculations. The first step is to calculate the temperature history; then the temperature data is used as thermal-load-to-structure analysis for stress and deformation calculation.
A popular method for temperature calculation is the heat transfer coefficient (HTC) method, however, the biggest drawback of HTC method is that the method relies on thermocouple measurement for calibration and the calibrated HTC may not be applicable to different design and quenching process. With the advancement in computation fluid dynamics CFD technologies, the temperature history in quenching now can be accurately calculated. Since thermal residual stress is directly linked to non-uniform temperature distribution in the metal, spatial temperature gradient is evaluated to study the performance of different quench media and configuration.
Figure 1: Heat treatment process for aluminum cylinder heads and quality concern associated with quenching process.
Air Quench Process for Cylinder Heads
The main heat extraction mechanism in air quenching is forced convection. In our CFD model, it is assumed that the buoyancy effect and radiation heat transfer have a negligible impact on the accuracy. The CFD simulation results are compared with thermocouple readings, and the overlapping curves illustrate an excellent agreement and validate our model.
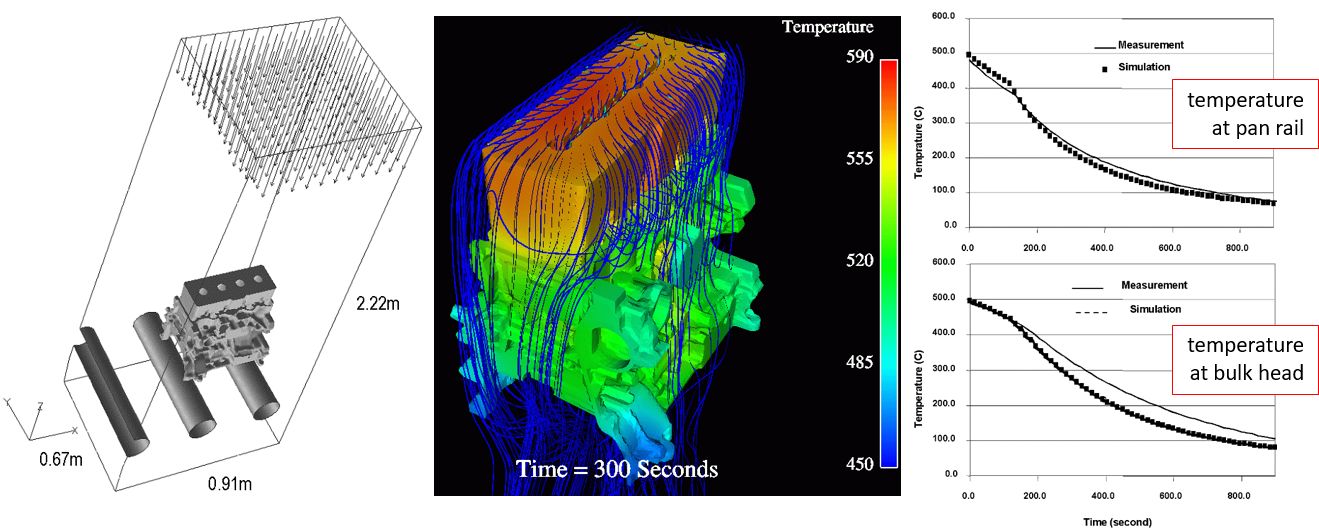
Figure 2: CFD model and comparison to thermocouple measurement for air quenching a cylinder block with riser attached.
We use CFD to study and compare four different air quenching configurations. One unique advantage of CFD simulation over physical testing is its capability to visualize flow patterns and to identify low heat transfer regions under stagnant air pockets. The quenching configuration (a), (b) and (c) represent a conveyer style quenching environment, (d) represents a basket style quenching environment. See Figure 3.
Figure 3: Air flow and air pockets surrounding cylinder head for all air quenching configurations, 60 seconds into quenching.
The cooling curve plot shows that the cylinder head quenched in a basket (d) cools faster compared to those quenched on a conveyer (a), (b), and (c). According to the temperature gradients plot, basket quenching (d) cools faster at a higher temperature gradient than conveyer quenching (a) and (c). The only exception is (b). In-depth investigation of the location of high-temperature gradient indicates that the regions between the water jacket and intake port are susceptible to high residual stress.
Figure 4: Cooling curve and temperature gradient for all air quenching configurations.Figure 5: High-temperature gradient locations for conveyer quenching (a) and basket quenching (d), 60 seconds into quenching.
Water Quench Process for Cylinder Heads
The physics of water quenching is much more involved than air quenching. Ford Motor Company adapted the quench model framework by AVL FIRE™, which is based on the Eulerian-Eulerian multiphase model, and developed our own proprietary database to simulate the water boiling process. Extensive work has been done on computation and experiments to validate the numerical methods. The CFD simulations compared to lab experiment on cooling curves provide strong evidence that our CFD model is accurate and that it can predict temperature profile on every quenching orientation without calibration.
Figure 6: Experimental and CFD simulation for cylinder block; cooling curves from CFD and thermocouple are plotted together for comparison.
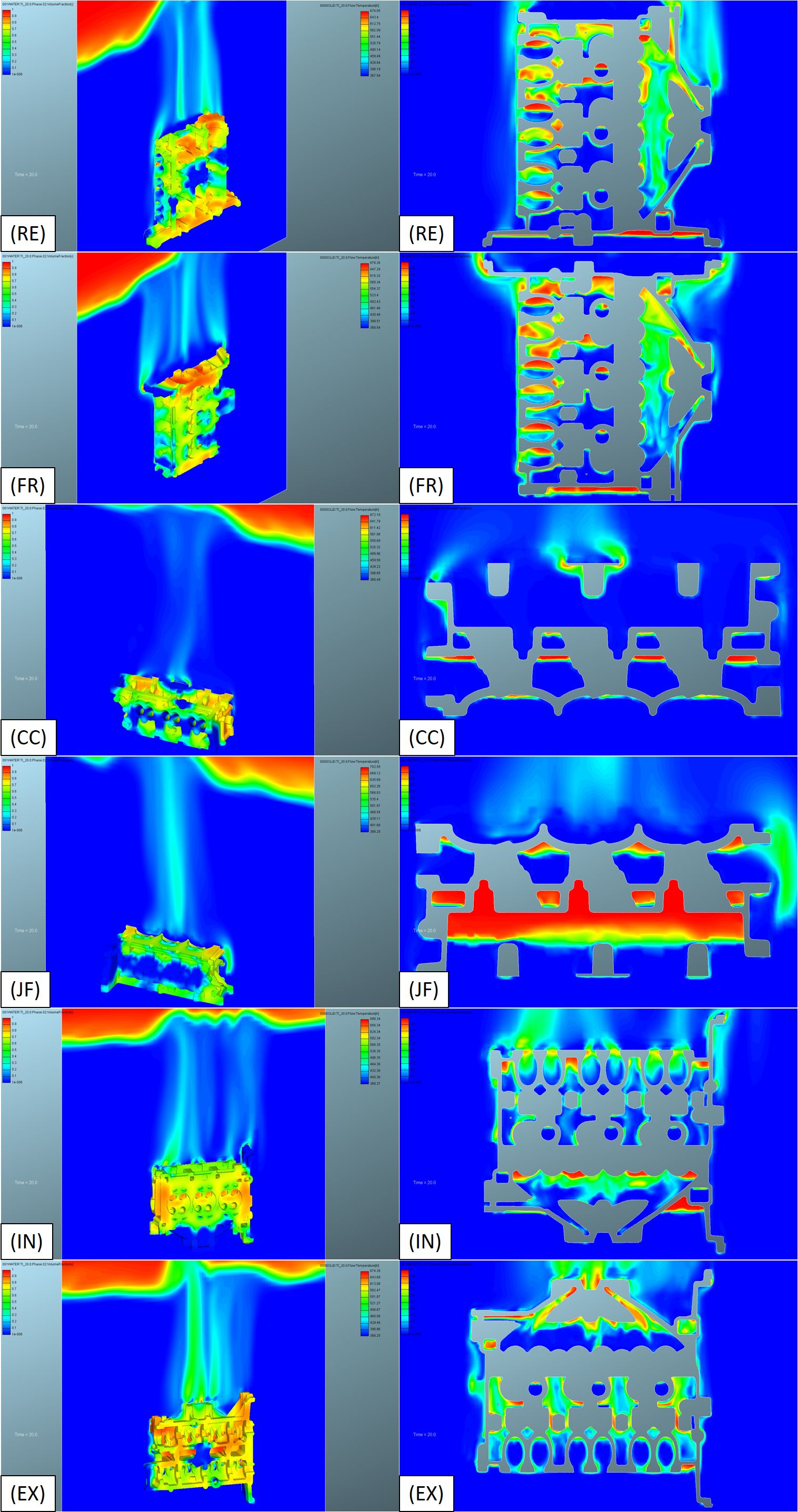
Six different quench orientations are studied, and the vapor patterns and vapor pockets are plotted for in-depth investigation. The cooling curve and temperature gradient plot illustrate that orientation has little impact on overall cooling characteristics, and maximum temperature gradient is similar except that they occur at different time, even though the vapor pattern and locations of vapor pockets are drastically different in each quenching orientations.
Figure 7: Vapor Pattern and Vapor Pocket Entrapped inside Cylinder Heads, 20 seconds into quenching.Figure 8: Cooling curve and maximum temperature gradient for all water quenching configurations.
Observing the location of the high-temperature gradient, for rear face up (RE) and cam cover face up (CC) quenching, high-temperature gradient appears in the intake port area, similar to the air quenching cases. Since the high-temperature gradient is observed near the intake port for all quenching cases, both air quenching and water quenching, very likely it is a design-related issue.
Figure 9: High-Temperature Gradient Locations for Rear Face up (RE) and Cam Cover Face up Quenching (CC), 20 seconds into Quenching.
Comparison of Air and Water Quenching Process
The underlying heat extraction for air and water quenching is very different. While air quenching relies on convection heat transfer to cool the metal, water quenching relies on water to vapor phase change to take the heat away. Therefore, metal cools significantly faster in water quenching than in air quenching. The maximum temperature gradient for water quenching is also much larger than air quenching. Since water only vaporizes in areas in contact with a hot surface, the heat loss is a local phenomenon subject to vapor escape route and the supply of fresh water. In other words, the heat transfer may not be as smooth as air quenching and it is reflected in the fluctuation of high-temperature gradient plot.
A much higher temperature gradient in water quenching does not necessarily generate much higher residual stress. We can also see in the plot that the duration of peak temperature gradient only lasts about 15 seconds. In this duration, the metal may exceed yielding stress and plastic deformation starts. However, the final deformation also depends on how long the state of stress stays in plastic deformation zone.
Figure 10: Cooling curve and maximum temperature gradient for selected air and water quenching configurations.
Conclusions
The rapid, large temperature drop in the quenching process has two opposite effects on the eventual outcome. On one hand, the large cooling rate produces metals with better quality, but it also induces residual stress. Thanks to the advancement of 3D CFD methodology, now the metal cooling in the quenching process can be much better understood using computer simulations. By using validated air and water quench modeling method, we compared the cooling curves and temperature gradient to evaluate quenching performance for various quenching configurations.
For air quenching processes, the study finds that cylinder heads cool faster in basket quenching than in conveyer quenching environment. The explanation is that airflow is accelerated when passing through the narrow gaps between cylinder heads in basket quenching. For water quenching processes, the study finds the orientation has little effect on the overall cooling rate as well as maximum temperature gradient except for a time shift in the maximum gradient. The results also show that the temperature gradient in water quenching is significantly larger than air quenching but last a much shorter period of time. Studying the temperature gradient for all air and water quenching case reveals a weak spot between the intake port and water jacket. Since this spot appears in all quenching cases, it should be remedied by a design change rather than changing the manufacturing process alone.
References
Koc, M., Culp, J., Altan, T. “Prediction of Residual Stresses in Quenched Aluminum Blocks and Their Reduction through Cold Working Processes,” Journal of materials processing technology, 174.1 (2006), pp342-354.
Wang, D.M., Alajbegovic, A., Su, X.M., Jan, J., “Numerical Modelling of Quench Cooling Using Eulerian Two-Fluid Method”, Proceedings of IMECE 2002, ASME-33499 Heat Transfer, vol. 3, 2003, pp. 179-185. LA, USA.
Srinivasan, V., Moon, K., Greif, D., Wang, D.M., Kim, M., “Numerical Simulation of Immersion Quench Cooling Process”: Part I, Proceedings in the International Mechanical Engineering Congress and Exposition, IMECE2008, Paper no: IMECE2008-69280, Boston, Massachusetts, USA, 2008.
Srinivasan, V., Moon, K., Greif, D., Wang, D.M., Kim, M., “Numerical Simulation of Immersion Quench Cooling Process”: Part II, Proceedings in the International Mechanical Engineering Congress and Exposition, IMECE2008, Paper no: IMECE2008-69281, Boston, Massachusetts, USA, 2008.
Kopun, R., Škerget, L., Hriberšek, M., Zhang, D., Stauder, B., Greif, D., “Numerical simulation of immersion quenching process for cast aluminium part at different pool temperatures”, Applied Thermal Engineering 65, pp. 74-84, 2014
Jan, J., Prabhu, E., Lasecki, J., Weiss, U, “Development and Validation of CFD Methodology to Simulate Water Quenching Process,” Proceedings of the ASME 2014 International Manufacturing Science and Engineering Conference, Detroit Michigan, 2014.
A large Chinese automotive steel producer recently announced plans to expand its integrated steel production complex by installing heat treat equipment for a cold rolling mill to meet the demand for automotive grade steel in the South China and Southeast Asia markets.
Fives, a partner of steel producer Baosteel, has been contracted to supply the complete thermal part for the continuous annealing line (CAL) with a reported production capacity of 630,000 tons per year. The line’s purpose is to produce both standard steel grades and advanced high-strength steels. The company hopes to produce the line’s first coil by the end of 2021.
Fives will provide design, supply, and installation supervision of CELES induction heaters and a Stein Digiflex® furnace. Part of Fives’ equipment will be engineered and manufactured in China under the supervision of Fives’ subsidiary in Shanghai.
A fifth-generation furnace manufacturer supporting the metals processing industry recently entered into a strategic partnership with a Florida-based furnace equipment supplier.
Gillespie & Powers Inc., headquartered in St. Louis, Missouri, will continue to offer Remelt Technologies’ homogenizing furnaces, DC casting machines, and DC casting automation to the North American aluminum industry.
“Gillespie & Powers Inc. is proud that Gary Bowden, president of Remelt Technologies, has entrusted them to continue providing equipment and services that will continue this legacy,” said Jack Gillespie, vice president of Gillespie & Powers.
Remelt Technologies, founded and owned by Bowden, has a 26-year history of supplying quality equipment and is involved in the design, manufacture, and installation of homogenizing furnaces and DC casting machines for secondary aluminum extrusion cast houses.
Gillespie & Powers is a 5th Generation family owned design, build, supplier of specialized furnaces supporting the metals processing industry. The company has over 80 years of experience in the design, supply, and installation of furnace equipment.
Heat TreatToday has launched Automotive Heat Treating special edition in print and digital form, the third print magazine and the second in a series of industry-specific quarterlies.
The print edition of Automotive Heat Treating entered the mail stream onJune 24 and landed in the mailboxes of6,000 automotive manufacturing suppliers andOEMs with more being distributed at Thermprocess 2019. The digital edition is available byclicking hereoron the image to the right.
In this special magazine, Heat TreatToday delivers quality content both new and original as well as a round up of past automotive-related news, technical articles, and tips, including:
“Making Sense of Trade Wars” / Understand the different types of tariffs, where they are coming from, and what effect they may have on the heat treating world.
“Heat TreatBrain Trust on Industry Innovations That Have Enhanced Automotive Heat Treating in Recent Years” /Recent, innovative, or helpful enhancements that have advanced the automotive heat treat industry.
“Nitrocarburizing for Automotive and Large-Volume Production” / Advantages and disadvantages of batch vs. continuous processing for automotive nitrocarburized parts.
“Continuous and Progressive Hardening: Frequency Selection” / Frequency selection for induction hardening equipment.
“How to Join Industry 4.0” /An edited transcript from a recent Heat TreatRadio interview unpacks how manufacturers with in-house heat treating can take their first steps into Industry 4.0.
“Carburizing Trends in the Automotive Heat Treating World” / Where we have been, where we are now, and what we can expect in the future in automotive carburizing.
“Thermomechanical Processing for Creating Bi-Metal Bearing Bushings” / The potential for creating and heat treating bi-metal bearing bushings consisting of steel 20MnCr5 and aluminum AA-6082 by closed-die-forging.
In October,Heat TreatToday will be publishing another special edition, featuring reader favorites, the 40 Under 40 Class of 2019 and 101 Heat Treat Tips. It will be sent to6,000+ industrycontacts. If you haverelated editorial content or if you would like to have your promotional message in this issue, please emaildoug@heattreattoday.comoreditor@heattreattoday.comas soon as possible.
If you haven’t done so already, you might want to join Heat TreatToday’s “Leaders in Automotive Heat Treat” LinkedIn Group.Click hereoron the image to the left to be taken there. You’ll need to sign in to LinkedIn before you can join the group.
A large aluminum producer recently announced a large investment in a new rolling plant in Ashland, Kentucky.
Braidy Industries, Inc. (Braidy) and Rusal jointly announced the approval by their respective Boards of Directors for Rusal to invest $200 million in Braidy Atlas mill. The companies estimate that it has been more than three decades since a greenfield aluminum rolling mill like Braidy was built in the U.S. The deal is expected to close in the second quarter of 2019.
Craig Bouchard, Braidy Industries Chairman and CEO
“This is a sustainability match made in heaven for the global aluminum industry,” said Craig Bouchard, Braidy Industries Chairman and CEO.
Rusal intends to supply 200,000 tons of certified low-carbon prime aluminum ingot and slabs each year for a 10-year period, allowing Braidy to target lower carbon emissions.
Braidy is dependent on long-term supplies of high-quality, low-carbon aluminum, which is rarely supplied in the high quantity required for their production. If met, this order would be one of the world’s largest for one mill of high-quality, pre-alloyed and low-carbon primary aluminum slabs.