A Microalloyed Solution for High-Temp Applications
Alloy R&D has resulted in a material that combines the affordability of 310 stainless steel with the high temperature properties of more expensive higher nickel alloys, like alloy 600. Be it for your muffle belt conveyor or heat treating trays, this Technical Tuesday installment by Hugh Thompson, applications engineer of Rolled Alloys, will explore the strengths of this alloy variety to determine its best application.
This informative piece was first released in Heat Treat Today’s July 2025 Super Brands print edition.
Increasing nickel prices initiated the development of RA 253 MA®, a versatile alloy used in various thermal applications for equipment construction. With low chromium (Cr) and nickel (Ni) levels, this alloy provides a cost-effective alternative to other pricier nickel-based materials. With microalloying control, it is priced alongside 310 stainless steel while offering high strength properties similar to the more costly 600-series alloys.
Chemically similar to 309 stainless steel, the alloy offers significantly higher creep resistance and rupture strength than 310. Its benefits include:
- Oxidation resistance up to 2000°F
(1090°C) - Significant hot tensile strength
comparable to that of the 600-series alloys - Noteworthy creep and rupture properties
This lean austenitic stainless steel uses cerium and silicon to create a very adhesive oxide, resulting in excellent oxidation resistance. The combination of nitrogen and carbon provides creep-rupture strength double that of 310 and 309 stainless steel at 1600°F (870°C).
Chemistry
RA 253 MA has a specified chemistry, as indicated in Table A.

High Temperature Properties
Figure 1 shows the hot tensile strengths of different materials. RA 253 MA can be seen to have higher hot tensile properties than alloy 600, 310 stainless, and RA330® but lower than RA 602 CA®. It’s worth noting that while its hot tensile strength is reported up to 2200°F (1200°C), practical use is limited to 2000°F (1090°C) in oxidizing environments due to a loss of oxidation resistance at this temperature.
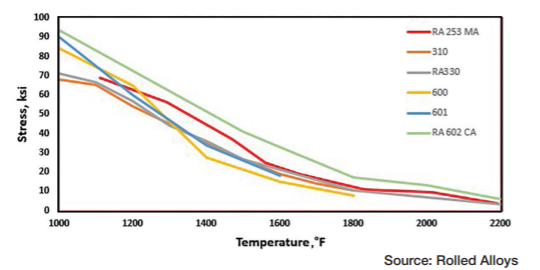
Figure 2 displays the allowable design stresses for pressure vessel plates according to Section II-D of the ASME 2023 (2024 revision) code. One can see that the allowable stresses for RA 253 MA are higher than those for 310 stainless and RA330 but not as high as alloy 601. ASME allows design stresses for this alloy up to 1650°F (900°C). However, RA 253 MA is utilized at higher temperatures for various applications because this temperature limit is only for pressure vessels.
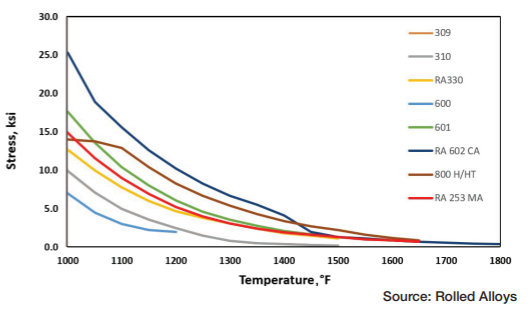
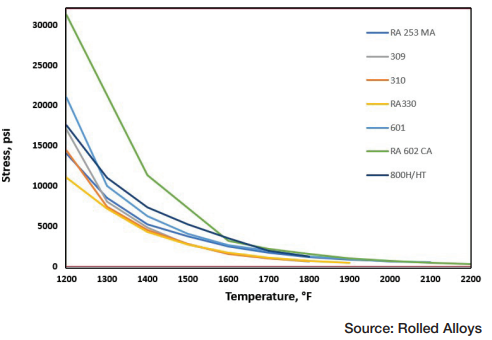
Figure 3 displays the actual 10,000-hour rupture strengths of different high temperature alloys. The data reveal that RA 253 MA exhibits high creep and rupture stress values comparable to alloy 601 and RA 602 CA, and it surpasses RA330; this would also surpass alloy 600.
In Figure 4, data are presented for the minimum creep rate of 0.0001% per hour. Creep refers to the rate at which metal stretches, and it is usually measured in percentage per hour. There is a phase where the creep rate remains relatively constant, known as the secondary creep rate. This rate is a key factor in designing for high temperatures. It’s important to consider that metal will creep even under light loads, as the effects of creep can be observed in material with no load other than its own weight. Therefore, in practical applications, a creep criterion is utilized for design purposes.
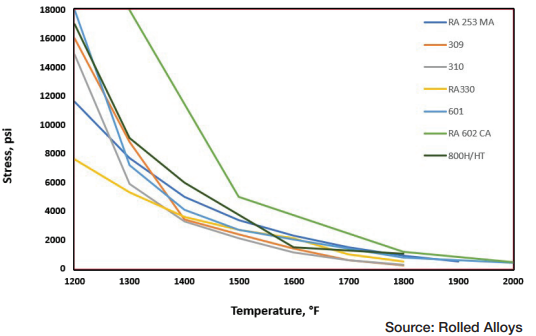
The furnace industry has traditionally used a design criterion based on the stress required for a minimum creep rate of 1% in 10,000 hours or 0.0001% per hour. The design stress is typically set at a fraction of this value. For one of its criteria, ASME uses 100% of the extrapolated stress for 1% in 100,000 hours (or 0.00001% per hour). It is not recommended to extrapolate stress rupture and creep data to 100,000 hours above 1800°F (980°C). Th is comparison is provided for general guidance only.
Rupture strength is reported as a stress and number of hours. It is the stress required at a specific temperature to break a specimen within a given time. In the furnace industry, a standard criterion for setting design stresses is to use a fraction of the stress that would result in rupture at 10,000 hours. ASME uses the lower of 67% of the extrapolated 100,000 rupture stress or 100% of the extrapolated 1% in 100,000 hours minimum creep rate.
Strengths and Limitations
When compared to alloys like 309 and 310, RA 253 MA has demonstrated equal or superior oxidation resistance. At 2000°F (1090°C), it displays outstanding oxidation resistance, on par with the limit for 310 stainless steel and surpassing 309. It is important to note that although short furnace excursions up to 2100°F (1150°C) can be tolerated, consistent oxidizing temperatures above 2000°F (1090°C) can quickly degrade the material. Therefore, it is best to avoid excursions above the suggested temperature limits for any alloy.
This material has also proven to perform well in mildly carburizing environments, despite its lower alloy content. Even small amounts of oxygen in the gas, like carbon dioxide or steam, can create a thin and tough oxide layer on RA 253 MA, offering excellent protection against carbon and nitrogen pickup. However, it’s not recommended to use it in carburizing environments. Due to its lower nickel content, it is less resistant to carburization compared to higher nickel alloys such as RA330.
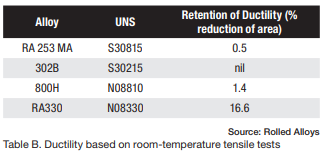
In a simulation where coupons were exposed to fifteen weeks of simulated bake cycles between 1700°F–1950°F (930°C–1065°C) in “green mix” used for producing carbon electrodes, room-temperature tensile tests revealed the ductility as shown in Table B.
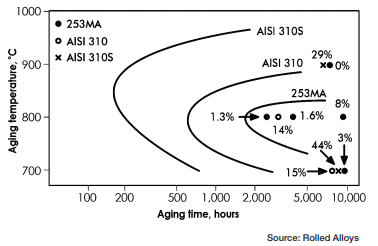
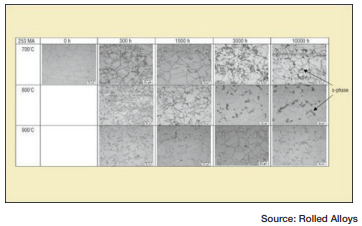
For RA 253 MA, the sigma phase formation process is much slower compared to 310S and 310, as shown in the TTT diagram in Figure 5 and the micrographs in Figure 6. At temperature, it is very unlikely material containing sigma phase will behave adversely. When the material is cooled to room temperature, it becomes very brittle, making it less resistant to thermal cycling. The material may crack if highly constrained and unable to expand freely during subsequent ramp-up.
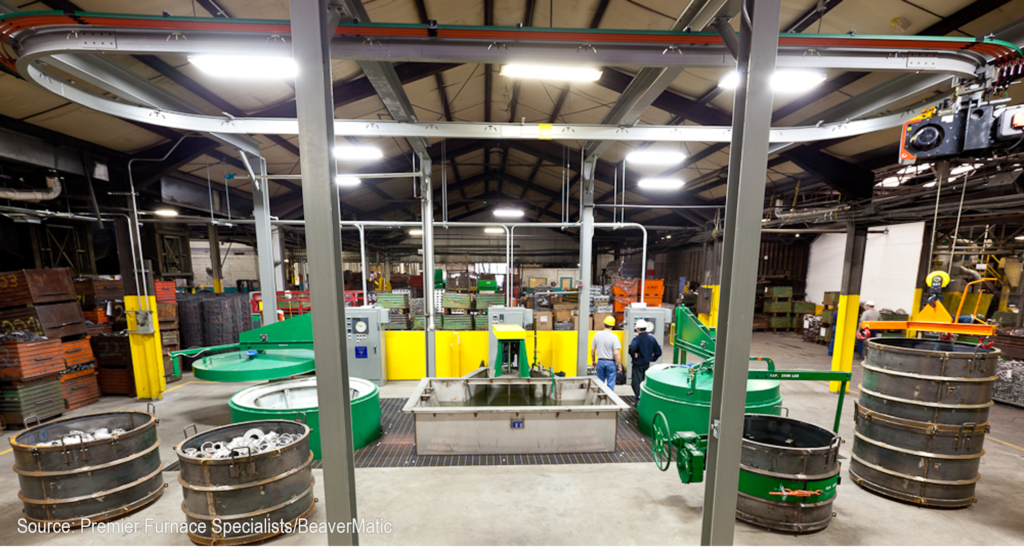
Corrosion Resistance in Salt Bath Applications
As shown in Table C, RA 253 MA may be comparable to alloy 600 when exposed to sodium and potassium salts for heat treating high speed steel.

In this trial, plate samples were exposed to 210–252 cycles in preheat salts at 1300°F–1500°F (700°C–820°C), high heat salt at 2200°F (1200°C), and then quenched in 1100°F (590°C) salt. Table C shows that RA 253 MA has the potential to perform well in a salt bath environment due to its high silicon and chromium levels. While alloy selection is essential, regular maintenance and cleaning of the salt bath and surrounding areas are the most crucial factors.
In salt bath heat treating, the service life of the pot is primarily determined by maintenance not the alloy. Pots must be desludged regularly, and all old, spilled salt must be removed from the furnace refractory when changing pots
Corrosion Resistance
This alloy performs well, even in hot environments with sulfur in the presence of oxygen. However, it is not resistant to environments with reducing sulfur. Even in the presence of oxygen, the partial pressure of oxygen can be very low while stainless steel is in use. This low pressure can lead to a local sulfidation attack, even in what is considered an oxidizing atmosphere.
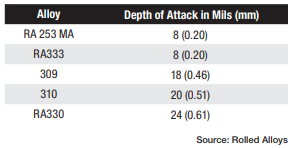
Table D displays the depth of intergranular oxidation and sulfidation in test samples exposed to an atmosphere containing 13.6% SO2 at 1850°F (1010°C) for 1,860 hours.
Microstructure
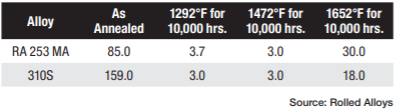
The microstructure of RA 253 MA in the annealed and long-term exposure states is shown in Figure 6. In addition, Table E provides the Charpy impact values for the annealed state and at temperatures of 1292°F, 1472°F, and 1652°F (700°C, 800°C, and 900°C) over a long period of exposure.
Based on the microstructure and Charpy impact data, it is clear that sigma phase precipitation is almost non-existent at 1650°F. Moreover, the TTT diagram in Figure 5 indicates that RA 253 MA requires significantly more time to initiate sigma precipitation compared to 310 and 310S stainless steel.
Applications for Use
Given the above capabilities, RA 253 MA can be and has been successfully utilized in a variety of applications. From bell annealing furnace covers, muffle belt conveyors, car exhaust manifolds and exhaust gas flexible tubes to hot air ducts, cooling tower tubes in sulfite process pulp mills, and heat treatment trays for neutral hardening, its abilities can cover a widescope of applications throughout in-house heat treat operations.
References
Andersson, T. and T. Odelstam. “Sandvik 253MA (UNS S30815) — The Problem Solver for High Temperature Applications.” A Sandvik Publication, October 1984.
Kelly, J. Rolled Alloys. Rolled Alloys Bulletin 100. Revised September 2001.
Kelly, J. Rolled Alloys. Rolled Alloys Bulletin 401, Heat Resistant Alloys©. Revised June 2006.
Manwell, C. Rolled Alloys. Rolled Alloys Internal Report, Summary of Cyclic Oxidation Testing at 2000°F, August 2005.
Proprietary Report on the MA Heat Resistant Material Series.
Saum, W. Rolled Alloys. Rolled Alloys Internal Report, Summary of Oxidation Testing at 2000°F, August 2002.
About The Author:

Applications Engineer
Rolled Alloys
Hugh Thompson is a metallurgical engineer at Rolled Alloys, leveraging his expertise from The University of Toledo College of Engineering to drive innovation in specialty alloy solutions. Based in Toledo, he combines deep technical knowledge with industry leadership.
For more information: Contact Hugh Thompson at Hthompson@rolledalloys.com.
The content of this article was initially published by Industrial Heating. All content here presented is original from the author.
Find heat treating products and services when you search on Heat Treat Buyers Guide.Com
A Microalloyed Solution for High-Temp Applications Read More »