The primary advantage of pre-mix burners is the reduction of comparative emissions. But converting a nozzle mix to a pre-mix burner involves more than a burner exchange. There are many factors to consider when designing any combustion system. This article is a brief outline of the functioning technology for two common low-temperature (below 1200°F) combustion systems.
This Technical Tuesday article was composed by Robert Sanderson (PE), Director of Business Development, Rockford Combustion for Heat Treat Today's August 2023 Automotive Heat Treating print edition.
What Is Low Temperature?


Director of Business Development
Rockford Combustion Solutions
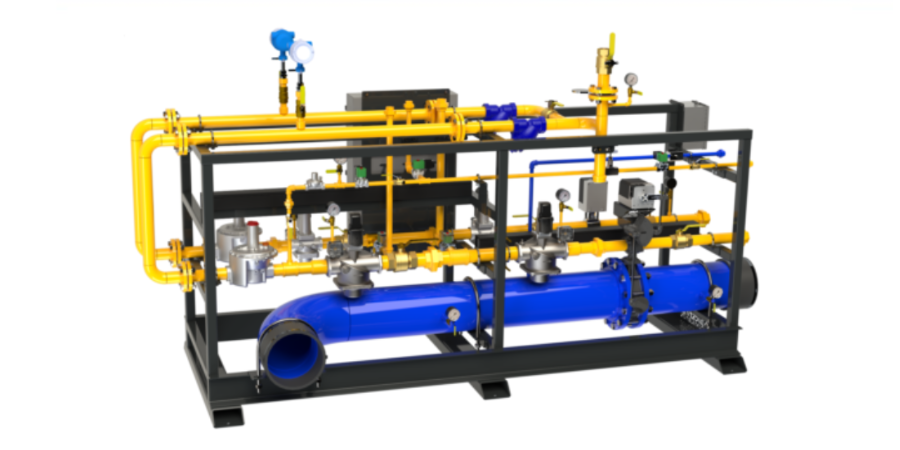
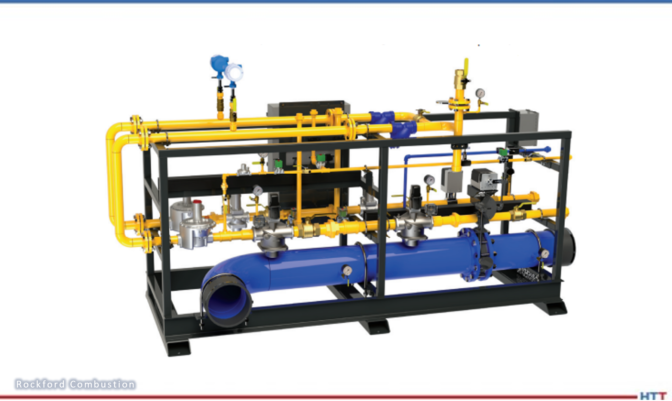
(Source: Rockford Combustion Solutions)
“Low temperature” is a nebulous term. What may be considered high temperature to one user may be regarded as low temperature by another. For this review, low temperature is any heating process where the firing chamber conditions are below auto-ignition temperature of the fuel — which, for many hydrocarbons and other combustible fuels, is about 1200°F — and sufficiently low that the chamber construction could be a metal-lined interior with external insulation.
Low-temperature applications vary, but they are commonly used to heat larger volumes of process air directly. As such, the burner’s air consumption is not a factor in the overall process efficiency.
Technology In Focus: Nozzle Mix vs. Pre-Mix Burners
Nozzle mix burners come in a great variety of designs. Some are simple gas spuds, others are linear arrays of fuel jets. A step up from these basic designs are machined fuel nozzles made to blend air and fuel. Some nozzle mix burners rely upon process fans to supply combustion air while others incorporate combustion blowers.
Regardless of the specific burner configuration, low-temperature burners are often capable of large temperature lifts, high heat-flux inputs, and wide operating ranges.
The control systems for nozzle mix burners are traditional fuel and air designs that many users will be familiar with. These burners are typically capable of operating on various fuels with relatively low utility pressures.
Pre-mix burners are also available in both point and line heat release designs. Pre-mix burners commonly feature low emissions, often the driving factor for their selection. To manage emissions, the general operating characteristics of pre-mix burners often include soft heat-flux inputs, narrow operating ranges, advanced fuel/air control systems, singular fuel designs, and elevated utility pressures.
These features vary somewhat with each design, but all are aspects commonly used as emissions control mechanisms. The control of pre-mix systems is more complex, and it is common for end-users to have training to understand better the proper operation and maintenance required to uphold their safe performance.
A notable difference between nozzle and pre-mix burners is the fuel/air blending design.
Many nozzle mix designs combine the fuel and air within a fuel nozzle directly at the point of combustion. The mixing of these streams may be staged or partially blended, depending on the nozzle design. Pre-mix burners, in contrast, typically have aggressive blending zones to thoroughly aerate the fuel, producing a homogenous, combustible mixture. This mixture is then distributed to the burner’s combustion zone. For safety, integrated with pre-mix burners will be a flashback arrestor or a similar fuel safety design feature.
Behind each nozzle and pre-mix burner system are fuel and air control systems. Because the two burner categories differ, each fuel control system style is unique and designed for that burner’s operating parameters.
The System at Large
An appropriately designed combustion system will consider the process conditions, user needs, and burner parameters in the design of the fuel and air control systems. If any aspect is lacking, the result can be an underperforming combustion system.
About the author:
Robert (Bob) Sanderson has years of experience knowledge and is experienced in a variety of industries. Throughout Bob’s 32+ years of experience experience in the combustion field, he has worked in automotive, abatement-oxidation, aerospace, agriculture, food and beverage, HVAC, heat treating, glass, asphalt, pyrolysis, reducing furnaces, dryers, immersion heaters, and power generation. Bob has been employed by companies such as Eclipse, Honeywell, and Haden, Inc. Bob brings systems integration and the application experience of how systems interact in various environments to his current role at Rockford Combustion. Bob is a member of the NFPA-86 technical committee.