Welcome to another episode of Heat Treat Radio,a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: A Discussion with David Wolff, Nel Hydrogen, Part 1
In this conversation, Heat Treat Radio host, Doug Glenn, engages Nel Hydrogen Heat Treat Manager David Wolff in a conversation about hydrogen generation and its purposes. Find out more about what hydrogen is best used for, what hydrogen can do for your company, why hydrogen is preferred to nitrogen, and how to safely use it to the best effect.
Click the play button below to listen.
Transcript: A Discussion with David Wolff, Nel Hydrogen, Part 1
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're here today with David Wolff from Nel Hydrogen and we're going to be talking a bit about on-site hydrogen generation. This really has come about because of an eBook that David and one of his colleagues, a gentleman by the name of Chris Van Name, and Heat Treat Today worked on together. The eBook was based on a presentation that you gave at FNA 2018.
Dave Wolff (DW): You're correct. The eBook was based on the FNA (Furnaces North America). I did an expansion on it for Fabtech 2019.
DG: I want our readers to know you before we jump into the content of the book. If you don't mind, Dave, would you just give us your name, rank, serial number, etc.
This Heat Treat Radioepisode/transcript is based on the e-book shown above. Click on the image above if you'd like to get your own download this 18-page e-book.
DW: I've been in the industrial gas industry for my whole career, (hard to believe), going well over 40 years now. I've been a little over 20 years at Nel Hydrogen. Before we were called Nel, we were called Proton Onsite. I joined relatively early in Proton's history. Proton was begun in order to commercialize attractively cost on-site hydrogen using water electrolysis. I found that incredibly exciting, as I came from the industrial gas industry, and I witnessed first hand the importance of having cost effective access to hydrogen in order to succeed in materials processing. Prior to Proton, I was with Messer, who is now back in the United States; and I was with Air Products for about 13 years prior to my time with Messer.
DG: So you've spent, let's say, 40 years in the industrial gases industry and most recently, and a good bulk of that time, with what was called Proton Onsite, now called Nel Hydrogen. For our reader's sake, Nel in the US is headquartered out of New England?
DW: Yes. Nel, in the US is headquartered in Wallingford, Connecticut, which was where Proton was based. Nel's worldwide corporate headquarters is in Norway. Nel is a corporation related to the historical Norsk Hydro, which has been around since 1927 and involved with water electrolysis since the early 20's.
DG:So today we want to talk about hydrogen, but we're going to talk specifically about on-site hydrogen generation. But before
Delivered atmosphere options
we get there, if you don't mind Dave, give us a quick rundown on just the role of hydrogen in your normal, typical heat treat process. What does hydrogen do for us?
DW: You start with the fact that hydrogen is a reducing gas, which means that it can prevent or even reverse oxidation. For example, you can put oxidized parts through a hydrogen atmosphere furnace and they'll come out the other end, say if it's a belt furnace, bright and shiny. At the elevated temperatures used in metal thermal processing (heat treating), the rate of oxidation is increased, so you have to protect the metal so that it doesn't discolor from oxidation. And more concerning, oxidation will interfere with braze material flow in brazing and will prevent proper sintering of powder metal fabricated parts, so oxidation is a real problem in thermal processing.
DG: Right. So the reason of the brazing and whatnot is because of contamination on the surfaces, right? You don't get a solid braze or a solid sinter.
DW: Exactly. Now hydrogen is not the only reducing gas. CO (carbon monoxide) can also be used. But CO is highly toxic, so it is not routinely used, except if it's created incidentally in the process of making endo or exo gas.
Some people wonder why nitrogen alone is not sufficient as a heat treating atmosphere. It's inert, right? But it's essentially impossible to flow enough nitrogen through an atmosphere furnace to eliminate all of the oxygen molecules. And if you did try to flow that much nitrogen through the furnace, you would rob all of the heat out of the furnace. So the attractiveness about hydrogen is it grabs and immobilizes the stray oxygen molecules preventing oxidation but still enables you to manage the flow rate in your furnace.
DG: There are some vacuum furnace heat treaters who place a piece of metal or some substance inside of their furnace (they call it a 'getter'), which basically attracts those undesirable elements out of the atmosphere. In a sense, hydrogen (not exactly, but in a sense) can be kind of that 'getter' that goes and 'gets,' if you will, the oxygen pulls it out of that atmosphere, where nitrogen you have to be pushing it out. You'd have to be putting so much nitrogen through, you still might not get rid of all of the oxygen, whereas if you have some hydrogen, it pulls it out.
DW: You're exactly right. The hydrogen acts as a chemical 'getter' and so it's analogous. A couple of other things I should mention. In addition to its role as a reducing gas to prevent or reverse oxidation, hydrogen has the highest heat conductivity of any gas. So the high heat conductivity of hydrogen means that parts heat up faster in a hydrogen containing atmosphere, and they cool off faster too. The high heat conductivity allows for higher productivity by faster cycles in batch heat treating and faster transport speed through continuous furnaces likes belts and pushers. Parts heat up fast and they cool down quickly. The alternative, if you have lower hydrogen content in your atmospheres, is longer furnaces, slower belt speeds, or longer back furnace cycles.
DG: Coefficient heat transfer hydrogen is the best for pulling heat out or putting heat in, so you're looking at process efficiencies there as well.
DW: Productivity. One final thing. While vacuum furnaces are widely used and yield terrific results, a vacuum furnace creates an inert atmosphere, not a reducing atmosphere. So a high vacuum furnace can prevent oxidation, but typically not reverse it. So in many cases, a wisp of hydrogen is often used to create a partial pressure hydrogen atmosphere in vacuum furnaces. For example, for powder metallurgy, you enhance the sintering by reducing the surface oxidation on the powder particles.
DG: We've hit on what hydrogen can do, and I think we've already hit on this next question, which is the typical heat treat processes. Brazing you've mentioned, sintering you've mentioned; what else would we typically use a hydrogen atmosphere for?
DW: Let's start with making sure that people are aware that hydrogen is used only in furnaces which are designed for hydrogen
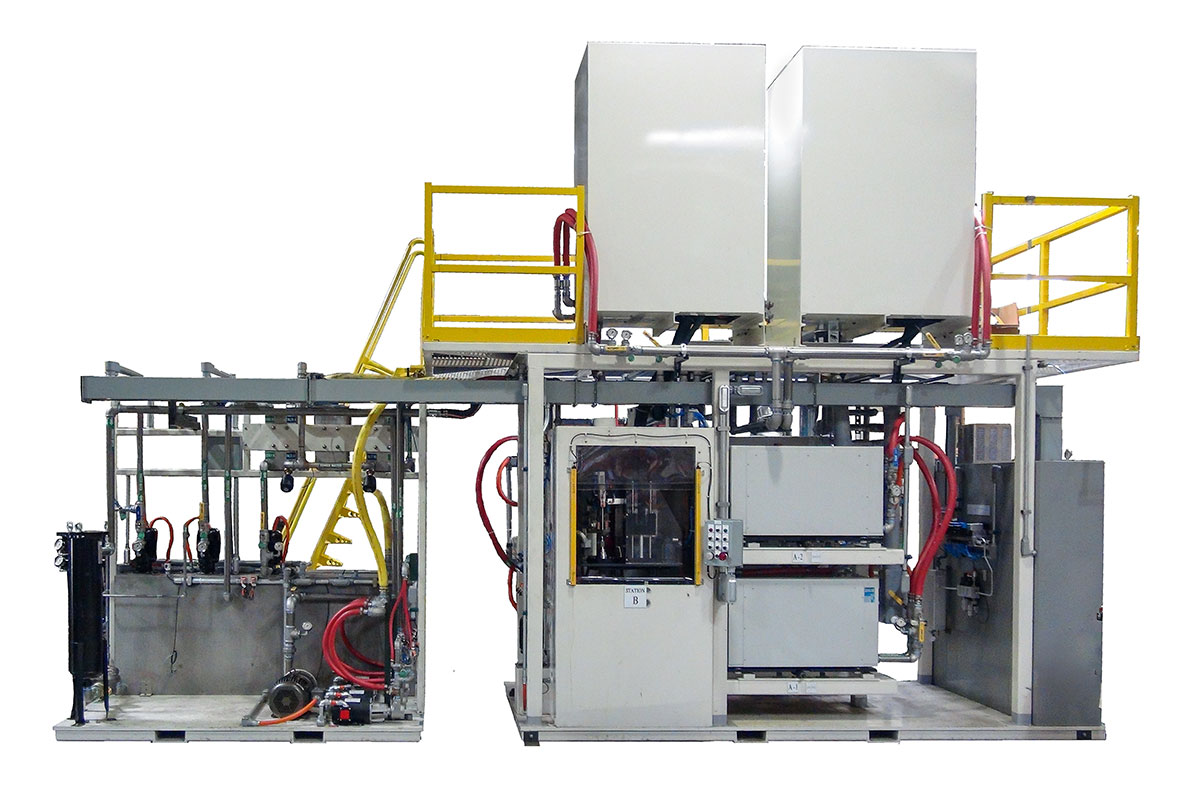
Atmosphere generation systems
atmosphere. They have to have the right flow path, they have to have electrical parts and safety systems such as flame curtains, which are expressly designed to safely use hydrogen. Also, and importantly, the newest thermal processing equipment is highly automated for safe use of hydrogen. While hydrogen can be used safely in older equipment that is also designed to use hydrogen, it's important to follow procedures which are specifically designed around hydrogen use. So those are key considerations.
DG: I think we ought to emphasize the caveat that you're issuing. Hydrogen does have its issues, and we need to be careful with the use of hydrogen. So don't just go throw hydrogen into your furnace. It is very, very important that the safety concerns be followed.
DW: So hydrogen is used to provide atmospheres for processes like annealing, brazing, glass metal sealing and all types of sintering including PM, MIM, and AM. Hydrogen is also widely used for processing magnetic materials, motor laminations and things like that. Keep in mind that both synthetic or blended atmospheres and also generated -- and by "generated" we typically refer to exo, endo and DA (dissociated ammonia) -- those atmospheres contain hydrogen as the primary reducing gas. As I mentioned earlier, exo and endo gas also contain CO, which is also a reducing gas, and exo and endo are often used in atmospheres for hardening. Typically you don't use a pure hydrogen atmosphere for that because that will tend to soften your parts.
DG: We've covered some of the processes that are involved, and you've alluded to this Dave, but let's flesh this out a little bit
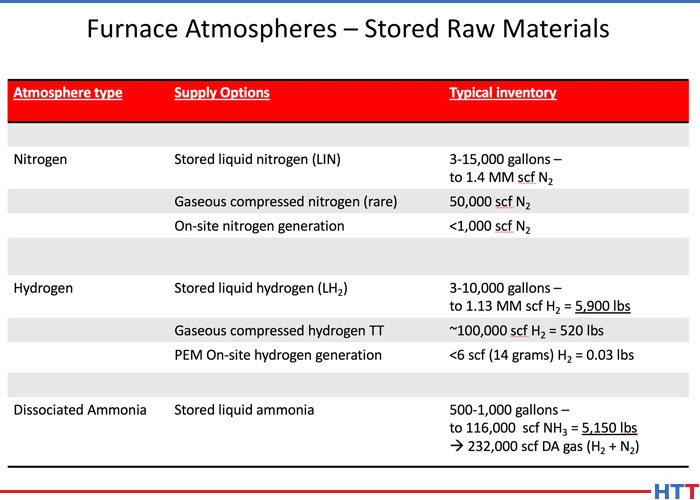
Stored atmosphere raw materials by the numbers
more--we don't often use hydrogen alone. Often it is used as one component with other gases. Let's talk about why that is. Besides the obvious safety issues of using 100% hydrogen, let's talk about why we don't see 100% hydrogen and what we're often mixing with.
DW: I like to use an analogy here. Think of hydrogen gas in a furnace atmosphere, kind of like dish washing detergent. When you're washing dishes or processing parts, the function is to clean the parts, either the metal parts or cups and saucers. Dish washing detergent is diluted with water. Hydrogen is typically diluted with nitrogen or possibly with argon. In both cases, whether you're washing dishes or processing metal parts, the detergent is more expensive than the diluent. Hence, the idea is to use only as much detergent (hydrogen) as is needed to get the job done.
There are major differences between thermal processing and washing dishes. One major consideration is that the metal that is being thermally processed is actually chemically and metallurgically interacting with the furnace atmosphere. So you have the surface effect, which is the chemical effect, but also you have a metallurgical effect. That's how metals are softened and also, in the case of carbon, hardened. Obviously dishes are unaffected by the dish washing process other than having their surface cleaned. So that is part of the reason that atmosphere composition is greatly dependent on the metallurgy of the parts that you're processing. That is also the area where metallurgists have the greatest knowledge and provide unique process knowledge and value.
DG: So basically, you're going to use as little, if you will, or an appropriate portion of hydrogen to get the job done, and that is very much dependent on materials being run, processes being performed, etc. Correct?
DW: Exactly. The workhorse thermal processing atmosphere is a nitrogen atmosphere with a variable amount of hydrogen depending on the metal being processed. Carbon steel, for example, can be processed in a 4–5% hydrogen blend with the balance of the atmosphere being 95–96% nitrogen. This blend is so widely used that it has been given a nickname, so called forming gas. Some metals react adversely with hydrogen and cannot be processed in a hydrogen containing atmosphere at all. An example of that would be titanium. Titanium, which is so widely used for aerospace and also medical applications, is not processed in hydrogen at all, and that is why batch vacuum heat treating is so popular in aerospace and medical because there is a lot of titanium use.
DG: My understanding is that hydrogen causes embrittlement when we're dealing with titanium.
DW: Exactly. It causes damage to titanium parts. Batch processing also enables you to do lot tracking and other things which are important in both aerospace and medical.
Aluminum is another commonly heat treated metal that doesn't require hydrogen. Aluminum is basically generally heat treated in pure nitrogen. But other metals that do use hydrogen containing atmosphere include copper and brass, as I mentioned, magnetic steels and stainless steels. Generally, the steels, other than carbon steel, will require an atmosphere in the 30–60% range of hydrogen in nitrogen while certain grades of stainless must be heat treated in 100% hydrogen. Often the 300 series of stainless, people prefer to use 100% hydrogen for that.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
End of Part 1.
Part 2 is scheduled to be released on February 13th. Check back here for a link to that episode or go to www.heattreattoday.com/radio after February 13, 2020, and look for Part 2 in the list of Heat Treat Radioepisodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Eliminating Human Error in Heat Treat: Contour CEO, Ben Crawford
In this conversation, Heat Treat Radio host Doug Glenn engages new Contour Hardening CEO Ben Crawford, in a wide-ranging conversation about his background and vision for moving Contour Hardening into the future. According to Mr. Crawford, 100% product inspection is in the future and a heavy emphasis on automation and the removal of human error will be the focus of the company moving forward. Find out more about Contour’s plans for expansion both geographically and with the addition of nitriding as a process capability.
Click the play button below to listen.
Transcript: Eliminating Human Error in Heat Treat: Contour CEO, Ben Crawford
Doug Glenn (DG): So 100% automated inspection is on its way, that according to Contour Hardening CEO and president Ben Crawford, who is our guest today on Heat Treat Radio. Welcome to this episode, which was recorded when Mr. Crawford was just one year into being the new president and CEO of the company.
Ben Crawford, CEO and President of Contour Hardening
Ben Crawford (BC): I am currently the president and CEO of Contour Hardening and Realpower. I started about a year ago. I’ve been in industry of heat treat for about 30 years. I’ve worked for Bodycote, Bluewater Thermal Solutions, Paulo Heat Treating, and now Contour Hardening, which has give me a lot of exposure to how publicly traded companies think, private equity thinks, and family businesses think. One of the great things that I’ve been able to gain over the 30 years is what’s important to each type of investment, from family to public.
DG: Most recently you were at Bluewater, I believe.
BC: In December of 2012, the business sold and it was broken apart. Approximately six plants went to Bodycote, (all the southeast plants), and the balance went to a private equity group up in New York called Aterian Investment Partners. I stayed on for exactly one year, October of 2013, and we each went our separate ways. Then I worked with the Gasbarre group for a couple of years, and then I joined Paulo, and now recently Contour Hardening.
DG: Tell me a bit about Contour and specifically what excites you about it.
BC: Most importantly, this is going to be the first time in 30 years that I’ve had a job in my own hometown, so that’s pretty exciting. What’s exciting about Contour is I’ve done business with them throughout the years. They’ve been solely an induction heat treat provider. They’ve also built equipment for the market. But what makes them different is I see Contour as more of an engineering company than a heat treat company. The team there has a lot of engineers from mechanical, electrical, controls engineers, and in a company of our size, being privately held, we have four metallurgists on staff, so we consistently look for ways to problem-solve, find new ways to take part applications, and I think the most significant thing that really separates Contour is that our team is very focused on providing results to how that part is going to move during the treatment process and that’s really what separates us. We inspect green parts as they come in and heat treated parts as they are going out, and in all of my 30 years, I’ve never been with any heat treat company that has ever done that and has really focused on dimensional control stability and telling the customer how their part’s going to react in heat treatment. So very much more of an engineering company than just a “me too” heat treater. There are a lot of people who put parts in ovens, process the parts, and send them back out. We’re very much different. I think that as soon as you walk through our facility through the front door and go through our quality lab and out to the shop floor, it is a significant experience in how we manage the heat treat facility and the entire engineering department.
DG: You mentioned that one of the great advantages for this job was that it was in your hometown. We ought to probably make sure that our readers know where you guys are located. You’re in the Midwest, yes?
BC: Yes, we are located in Indianapolis, Indiana, so we’re in the heart of the Midwest, particularly the heart of the automotive sector. Most of our business today is focused on automotive, and we’ll talk about plans for diversification coming up. We also have a plant in Silao, Mexico, that is in the very centerpoint of all of Mexico, again focused on automotive processing today.
DG: After asking Ben who owned the company, he mentioned that the management team was looking to execute a buyout in the near future. That being the case, I asked him to tell us who was on that management team.
BC: Contour’s executive team is myself; Neil Merrell, who is the Vice President of the company; Tim Chaplin, who runs all the commercial sales marketing for us; Donald Smith, who takes on strategic directives for the entire company; and Sam Spenia, who is the Chief Financial Officer. We make up the core team.
Tim Chaplin, Commercial Director, Contour
Donald Smith, Strategic Initiatives Director, Contour
Sam Spenia, CFO, Contour
DG: You mentioned diversification. Why don’t you give the readers a sense of what your current mix of business is, or has been recently, and then what you’re doing to diversify.
BC: Today, we’re predominantly about 90% automotive. Over the past year, we engaged the core group for strategic planning and we took a hard look at our business, a 5 year outlook, and worked backwards. A couple of key things that we noticed is that we wanted to change our end markets. We wanted to get into more aerospace AG business, so one of the things we’ve done to focus on that is that we’ve got our first nitride installation coming up next month. We’re currently working on AS90/100 and we have our first commitments and purchase orders to process parts for Rolls-Royce and their supply base, so we’re very excited to become an important supplier for Rolls-Royce in the Indianapolis market. The reason that is very strategic is because today Rolls-Royce parts leave the Indianapolis market, so we’re able to fulfill a void for gas nitriding while keeping the parts right here in Indianapolis.
DG: Ben then wanted to discuss the geographic diversification of the company. But before he did, I asked him to elaborate a bit on the company’s move into nitriding. Tell us a little about the expansion into adding on nitriding. That is new to Contour, correct?
BC: Yes, and we’re very excited about it. The reason why we chose nitride is one, it is an expansion in the entire heat treat market. Nitride is growing because it is low distortion, low temperatures, the product comes out clean, you can control the types of depth and cases required by the customer. It fits very well with what our induction provides. We are very precise in what we provide for induction services. Again, minimal distortion, we can provide clean parts. It compliments what we’re doing today so that is why it was very important for us to focus on nitriding because they compliment each other and we had a lot of requests in the market for customers asking us to expand into nitriding. This was simply because we’re very focused on the engineering part of it–the dimensional control, providing outlook of what’s going to happen to that part before we ever process the part, and that’s been very important to customers in their designing of products and then working with us as we develop the process in the part.
DG: Tell us a little about your investment in the nitriding effort. How much? What are you doing? Where’s it going to be? Where do you see it in 3–5 years?
Research & Development
BC: We have partnered with Gasbarre and we’re very excited about this partnership. We will receive the unit in approximately 2–3 weeks, and it’s going to be installed in Indianapolis, Indiana. The reason why it’s going to Indianapolis, Indiana is that is where our core engineering team is, our research development team and three of the four metallurgists are located there. We have planned for 6 units in Indianapolis and 3 units in Silao, Mexico. The reason we planned for 9 units, and this is in a period of approximately 5 years, is that we have demand from our customers. The unfortunate part of this is that we’re not going to be able to build these fast enough to meet the demand of what our customers require and the expectation, but it is very exciting. We’re going to become a very dominant player in the nitride market and we’ll be a very dominant player in the induction market. So we will do two things very well–induction and nitride, and that’s what’s pretty exciting about it.
DG: Next we will talk about Contour’s geographic diversification as well as take a peek into Ben’s future plans for Contour, and some very interesting comments about cybersecurity, the current labor market, and Contour’s drive to eliminate process variability.
Besides the process diversification, which includes the addition of nitriding to their process mix, Ben also indicated that Contour was planning on diversifying geographically.
BC: We currently have several geographic expansions that we’re working on. Today we’ve got a potential opportunity in the Southeast and the Southwest and we hope both those expansions come to fruition over the next year. What we’ve been able to do is partner with other commercial heat treat companies that today don’t offer induction or nitride services. We can fulfill that void, expand the market together and expand Contour’s presence nationally, which we’re very focused on.
DG: Do you want to say anything more about the potential expansions into the Southeast or Southwest, or is it too early to comment on that?
Production Line
BC: I think it’s a little bit too early. The goal is to expand in these facilities, then over a 3, 4, 5 year period, to buy out these owners. These are owners that want basically transition plans. They may not want out today, they don’t want to give up full ownership, but if we acquire them over a 5 year period, this allows them to do two things–one, remain active in the business, but then have a buyer for the business when they’re all done let’s say in 5 years.
DG: I thought you were doing green field type stuff, but it sounds like you’re doing acquisitions.
BC: Yes, basically it’s going to be a brown field, so we’re going to go right inside other heat treat companies that have space on the floor today. That way we don’t have to invest in all of the infrastructure, all the costs that aren’t necessary, so that we’re leveraging people that have done it, know the market, and we’re going to bring some knowledge to the market of past clients and potential clients and clients that we are doing business with today. That’s the whole vision–to leverage what is already being done, and basically it’s cost avoidance. These commercial heat treat shops already have the infrastructure in place to get us up and running very fast, and we would build the induction equipment and be up and running pretty quick.
DG: As you’re moving forward now, looking at Contour over the next 3–5 years, two questions: One, what excites you most? What are you the most optimistic about? And secondly, what keeps you up at night?
BC: The most exciting thing that we’ve been able to address at Contour in the next year, and really moving forward, is that we’re very focused on automation. We have defined automation in several categories, but it’s the use of robotics, it’s the use of data acquisition, and it’s the use of how do we eliminate variation. We’ve installed two robots. One is a fully integrated cell where we have no operators interacting in the cell today. So we’ve been able to one, minimize labor content, which is very, very important in the market to remain competitive. But I think the most significant change that I see in the market today is we have to reduce variation. Customers expect that. So anytime we have operators interacting with the machine and making decisions and recording information, there is that risk or chance of making a mistake, and that is what this entire cell has done. We’ve eliminated all of those mistakes. The machine processes the parts, 100% inspects the parts, sends it through tempering, takes a look at it again, and then the part is repackaged and returned right to the customer. So every part coming off that line is 100% inspected and all of the data is automatically gathered. We have installed an MES (manufacturing excellence system) that communicates with the PLCs at the unit, grabs that information, and then uploads it into our ERP. I think the whole automation part, from the robotics to the data acquisition in the type of systems that we’re using to analyze the data, is so important and if companies aren’t doing those things today, it’s going to make it very tough on them to work with sophisticated customers in the entire global market. That’s one of the things we’ve been very, very successful at in this past year, gaining new business simply on how we’re managing data because customers want that variation eliminated.
Robotics
The things that keep me up at night relate just to this: When you have “spill” sometimes, let’s say in particular automotive, where product gets out of containment and gets shipped and there are some quality suspect parts released, with our new lines that we’re installing, we’re not doing sample testing anymore, the parts are being 100% inspected in-line as we’re processing live. So it gives me much more comfort to sleep at night knowing that I’m not inspecting 5%, 10% or whatever the requirement might be. The parts today on the new lines are 100% inspected, so we’re very, very focused on what we call automated inspections that we want to move our entire company to all of the products 100% tested, which is very, very different from most companies in the automotive field. Today at Contour, we process. And if you think about this for an induction company, between both facilities today, 40–50,000 parts per day and within the next year, every one of those parts will be 100% tested automatically, using technology software robotics before they leave our facility. So that provides a great deal of comfort, one, to me, and really is a very competitive position in the marketplace that our customers really like. It attracts them to do business with us and it creates a lot of interesting discussions.
DG: You had mentioned about automation and data collection. That sparked in my mind the question about the “customer experience” and whether or not you guys are doing anything along the line, or moving in any direction, towards allowing customers to monitor jobs as they’re going through the shop. I don’t know that there are too many commercial heat treaters that do that now, but I’m just curious, with internet 4.0 and all that good stuff, I know it’s possible. Any thoughts or comments on that?
BC: That’s a terrific question, and I’m glad you brought this up. Over the past year, Contour reinvented ourselves–new logo, new marketing, new message, new go-to-market strategy in everything that we’re doing. So as part of this entire upgrade, customers will have a portal access, and that will happen this year, which we are very excited about. They’re going to be able to request documentation from shippers to certifications, and they’re going to be able to have real time monitoring of their product in the shop. The number one question that every heat treater gets when a call is made from the customer is “where are my parts, and when am I going to get them?” So they’re going to have the visibility in our system in their portal to know when they’re going to get their parts and if they have any questions about that, they can instantly email and have a live chat, or they can give us a call. So we’re very excited about this, and this will be come live in 2019. Again, it’s the use of technology and automation, and we’re very, very excited. That’s really what’s going to be a different factor for Contour, positioning us as the engineering company.
DG: Now, you’re not putting internet cameras on the shop floor or in the CEO’s office are you, so that they can see if you guys are actually working?
Thermal Processing Machine
BC: Unfortunately, we already have them, right? The only reason why I say that is we do capture product coming into our shop right off the truck, product going onto the truck, and we capture the live recording of all the robots and what’s happening. What’s most important, and the reason why we do also have cameras throughout the shop, is for safety. When events happen, we want to be able to look into what the problem was, what the issue was, and eliminate any safety hazards. That’s the most important use of cameras, really, the safety and the quality of the product, the two most important things of what we do every day.
DG: Speaking of internet 4.0 and the internet of things and industry 4.0–cybersecurity. Any issues you guys have had or any concerns that you currently have?
BC: We’ve had a lot of concerns. So much so, where we have people infiltrating our emails and sending fake emails for wire transfers, information, and emails distributed to the team, that we have engaged a local company here in Indianapolis, and they are completely in charge of our cybersecurity, again a new upgrade that we weren’t doing. We are very focused on the whole cybersecurity issue. We’re going to stick with what we do best, and that’s the engineering design of heat treat applications, and we’ve engaged this company and they are just absolutely amazing in the whole security aspect. You ask me what keeps me up at night–cybersecurity is one of them. What you don’t want is one of these fraudulent emails going out and somehow they hold you hostage for your families or whatever, so we are very focused on taking care of our employees, providing this very safe work environment, not only in the shop but while they’re at home, and they don’t have to worry about these invasions of their own personal space and security. We are spending a lot of money and this is the whole internet of things that you’ve been asking about that we’re very focused on.
DG: The other broad-based pressing question is labor–labor market, tightness of the labor market. Any comments about that?
BC: Labor market is getting nothing but more and more difficult, particularly the unskilled labor. Skilled labor you can attract, you just have to present a quality of life. We’re very focused on employee engagement. We have a person that we hired 6 months ago that that’s their main responsibility is employee engagement. So we’re doing a lot of things for our employees, but most importantly, the reason for the whole automation effort is that unskilled labor base is so hard to attract. Our future picture, where we’re going to go in 5 years, is we won’t have any unskilled labor. It will be skilled labor from engineers walking around the machines, tuning them, making sure everything is going well, making adjustments to the robotics. We’ll have skilled material handlers moving products in and out of cells. But we want to be a fully automated company with very highly skilled, technical people interacting with the parts and the equipment where over the next 5 years we will be higher skilled people. That’s going to be the most significant change at Contour and that’s probably the biggest thing that excites me, that we’ll have a lot more control over the quality, and again, the entire variation in the process. That’s what customers want us to focus on. That’s the enemy. Any time you have variation in your business, that’s your enemy and that’s what we’re very focused on.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To listen to more Heat Treat Radio episodes, click here.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: New SECO/WARWICK CEO Speaks Out
In this conversation, Sĺawomir Woźniak recounts his history with SECO/WARWICK. Heat TreatToday publisher and Heat TreatRadio host, Doug Glenn puts the questions to new SECO/WARWICK global CEO, Sĺawomir Woźniak regarding the direction of SECO/WARWICK in North America. Hear what this long-time SECO employee, now CEO, has to say about global manufacturing, technology developments, and the impact of augmented reality (AR) on the heat treat world. The interview took place at the world’s largest heat treating event in Germany, Thermprocess, in late June of this year.
Click the play button below to listen.
Transcript: New SECO/WARWICK CEO Speaks Out
The following transcript has been edited for your reading enjoyment.
In June of 2019, the parent company of SECO/WARWICK Corporation and SECO/VACUUM Technologies, both located in western Pennsylvania, appointed a new CEO at their Poland location. In late June, less than a month after taking the reins, Sĺawomir Woźniak sat down with Heat Treat Todayat Thermprocess in Düsseldorf, Germany, to talk about his vision for the company and specifically what plans he has for North America.
It was very hot in Düsseldorf at the end of June this year, so Mr. Woźniak and I were glad to be inside at the world's largest heat treating event, Thermprocess 2019. The Thermprocess event is held every four years in Düsseldorf, and SECO/WARWICK was there in a major way with one of the largest, if not the largest, displays, and a full-on contingent of people. The global headquarters for SECO/WARWICK is in the sleepy-sized city of Świebodzin, Poland, about halfway between Berlin, Germany, and Warsaw, Poland. Originally, an American company, SECO/WARWICK is now one of the major global players in the heat treat market with manufacturing or sales locations in nearly all major industrial countries, including India, China, Europe, and North America.
Taking the reins of the company is a longtime SECO employee, Sĺawomir Woźniak, or "Slawek" for short. After attempting to pronounce Mr. Woźniak's name, I got the thumbs up and then he gave us the history of his time with SECO.
Slawek: I have been working for SECO/WARWICK for more than 20 years. I started from floor level, being an electrician. When I was in high school, I started working for SECO/WARWICK as an electrician making control panels, wiring equipment, and so on. When I graduated from university, then I started in the service field. At that time, SECO/WARWICK was a quite small organization; this was 1999. I had an opportunity to service vacuum furnaces, atmosphere furnaces, and aluminum processing equipment.
The largest indexing CAB furnace in North America sold to Cold Shot Chillers in Houston TX to conduct in-house furnace brazing of the company’s heat exchangers.
Also, that particular year, SECO/WARWICK transferred know-how for CAB—control aluminum brazing equipment—from SECO/WARWICK Corporation to Poland to send up European market for SECO/WARWICK. It was also a time when I started to be more involved in CAB product line. I was working as a service engineer for the first project SECO/WAWRICK built in Poland for CAB. Gradually, we also had more projects, and we restructured our organization and had a team structure. We created, at that time, what we called the "aluminum team." When we say aluminum, it was aluminum process and control atmosphere brazing equipment for brazing of aluminum heat exchangers.
I held the position of project manager, then again I was moved to service and became a service manager over the team for that particular product line. The more projects we had, the more people we hired for our team. When the team was quite large, we decided to restructure our team there. We separated the aluminum process with control atmosphere brazing equipment as a separate team, and I became the deputy team leader and Piotr Skarbinski was at that time the team leader of aluminum brazing equipment.
In 2010, when SECO/WARWICK decided to open a new joint venture in China, then I moved to China and became a vice general manager over our Chinese operation there. From that time, I started to learn how to really manage a business, complete a P&L, and so on. A year after that in 2011, my former boss left our corporation and I then also became managing director of SECO/WARWICK Retech in China. I managed the company, and in the meantime, I was fortunate to have an opportunity to be involved in our India operation. I had been in charge of the India operation as a residence managing director for a couple of years. Then we created a holding company in Poland, so I also took responsibility as the operational excellence director. I was in charge to transfer some good practices between the companies in our group.
In January 2017, SECO/WARWICK announced that SECO/WARWICK Allied Pvt. Ltd. would be relocating to a new operating facility in Mahape, Navi Mumbai, India.
That led me to a position later on as executive director of Asian operations. Since 2010, I have been more on the operational side, especially for Asia and subsidiaries. We had two companies in Asia at that time; there was an Indian operation and a Chinese operation, and I overlooked both of those companies.
Doug: Slawek went on to describe some of the restructuring and operational improvements that were executed in Asia which brought us up to June 5, 2019, which was a day that Mr. Wozniak's candidacy for the position of CEO of the global company was accepted by SECO/WARWICK'S advisory board.
I next asked Slawek to discuss plans for the North American market.
Slawek: We have a very strong footprint on various locations geographically, and we actually would like to be on every continent but not necessarily with manufacturing. Nowadays, the economic situation for many companies, not only our company, requires them to restructure operations and to focus on the fabrication of the equipment of the location where we can be cost-effective. The location where we still see big opportunities to run the business between the others obviously is America, we would definitely like to have a strong presence, but not necessarily fabrication. We would like to focus more on product development, which is actually what we are still doing, and we will continue concentrating on the vacuum metallurgical equipment which is Retech, services, and aftermarket activities.
Retech has experienced significant growth in the number of sales of vacuum induction nelting (VIM) systems; in 2018, it was most frequently sold product from the whole range of Retech’s vacuum metallurgical equipment.
Today we have three locations, three companies in the US. We have a Retech located in California, a subsidy of SECO/WARWICK Group. We have two companies in Pennsylvania, obviously—SECO/WARWICK Corporation where everything started, the whole story of SECO/WARWICK. Our focus is very strongly on development, on time to run this business, but absolutely I would like to express with 100% confidence that we are not going out of the business in the US. We like to be there. We would even like to build some equipment but not necessarily in-house. This is actually what we do now: we still build equipment in the US in SECO/WARWICK Corporation, some aluminum process equipment, aluminum melting equipment, but we do build our equipment through our subcontractors.
We have a good database of subcontractors. Within the last few years, we were developing the subcontractors because there was a long-term strategy in the back of our heads that we would restructure our operation in the US in SECO/WARWICK Corporation. And that is what happened last year. e decided to shut down in-house manufacturing in SECO/WARWICK Corporation, but we are still in business. We are hiring people. We would like to develop our products. We concentrate mainly on aluminum process and thermal processing equipment. We have good technology and we have good database and customers and we would like to keep a relationship.
We felt that our activities in aftermarket were not that strong, so we are now increasing our activities. This week we made an announcement on the global level that we promoted Robert Szadkowski as vice president for aftermarket, and I assigned Robert to be responsible for the development of the American market for aftermarket. We would like to reinforce our operation there as regards to the services, so we just recently hired a new sale/service person and have sent him to Poland for a couple of weeks for training. We are really looking forward to rebuilding our market position regarding the supplier of goods, rebuilds, services, and spare parts. Obviously, we are keeping in mind that we would like to still continue with the fabrication of the equipment and delivering projects to current customers.
Over the last decade, Poland has become an important base to produce high-quality and state-of-the-art products in Europe.
The second company we have in our group is SVT, SECO/VACUUM Technologies, which is also located in Meadville, Pennsylvania. This company is mainly focused on serving North American customers by providing vacuum furnaces solutions and nitriding furnaces solutions. The furnaces are purely built in Poland and exported to the US or North American market and then delivered by SECO/VACUUM Technologies, and all axillary equipment can be delivered from US market. All of the services, including installing and commissioning, can be purely done by our colleagues from the SECO/VACUUM Technologies.
The companies in Pennsylvania, we will continue with them definitely. We changed our business model, but it is not a downgrade of our operation. We increase our strength in Poland because we want to build more equipment in Poland, and then we send this equipment to the US to compete with other companies which actually round the business in similar model.
Doug: So where is SECO going globally? I asked Slawek to comment.
Slawek: We would like to see our company grow as a leading supplier of heat treat equipment, and we would like to provide a complete solution and added value to our customers. We would like to be recognized on the market as a reputed supplier with very good and strong service. And finally, we would like to continue with our presence on every continent as we already decided to be in India, Asia, and North America. We would also like to double up our business partners, like sales agents in various locations.
Speaking about India, although we closed in-house manufacturing and we do not have full operation in India, we still have a footprint there. We have a good performing small sales and service-oriented company, and we can deliver some equipment from other locations to that plant, even from China where we have manufacturing. We would like to reinforce ourselves in sales and service in various locations, whereas manufacturing, we would like to maintain where it is cost-effective and we can say that we have competence. We can keep our engineering and we can develop our products.
Doug: Slawek comments further on the company's commitment to research and development of new products.
Slawek: SECO/WARWICK grew up from the engineering background, and we are an innovative company. We don't want to just be a follower. We would like to innovate, we would like to create something new on the market. This is why we have to spend a good part of our income on R&D and we are doing it.
Doug: I asked Slawek to comment more on the company's commitment to R&D. Here's what he had to say:
SECO/VACUUM Technologies (SVT)worked with a prominent aerospace equipment manufacturer to bring their low pressure carburizing and hardening work in-house. SVT supplied its signature CaseMaster Evolution® (CMe) dual-chamber vacuum oil quench furnace to improve their lead times and quality objectives.
Slawek: As of today, I can say that we have two R&D centers in our group. One is located in US, mainly for vacuum metallurgical products and the other is located in Europe for other business lines. We are still running our R&D projects. Even at this show, we are presenting two new products: Super IQ and UCM 4D Quench, which is a very nice product. Tomorrow we will have a speech by Dr. Korecki who will present this new idea to the market. I strongly believe that these two products can be very successful, not only in the European market but especially in the US market where the economy is improving and we see a lot of good activities from the US market.
Doug: At Thermprocess, SECO unveiled, among other things, SECO/Lab, which I asked Slawek to comment on.
Slawek: SECO/Lab is a philosophy that we would like to provide to our customers as well and share our experience with our customers. We developed equipment in Poland in our laboratory. As I mentioned, we have three laboratory testing furnaces in California, and I would like to see even more equipment to be installed in the US. Since we don't have manufacturing in the US for vacuum metallurgical equipment, we would like to still convince our customers that our idea know-how is there. We are creating equipment that is designed in the US and made in Europe. We would like to develop even further our R&D presence in US especially for this business segment.
We have a very nice laboratory in Poland, in Świebodzin, our main location in Europe. We can do the testing in our equipment and then also test the samples, like a microstructure. We also have a relationship and even some agreement with universities, so if we cannot do some tests or some research in our laboratory, then we can cooperate with some university and then we can continue our trials with help of universities.
SECO Lens
Doug: I next asked Slawek to say something about what SECO/WARWICK was doing with respect to augmented reality, artificial intelligence, and generally, the Internet of Things.
Slawek: That is a very good question because you can hear about augmented reality or the Internet of Things or Industry 4.0 almost everyday everywhere. This is an area we addressed a long time ago and we are working on some new products. We are about to launch a predictive maintenance product which will be the product which will support our customers and equipment especially, to predict some potential failure of the equipment which can lower the maintenance costs or break-down costs of the equipment. You probably have heard of SECO/Lens, so this is a combination of Microsoft Hololens with augmented reality or you can even operate our equipment using this technology, which can be also a potential future to cope with the shortage of goods, services, talents, or service engineers. Giving such a solution to the customer can be like an extension of a good, experienced service engineer so the operator can go around the furnace and use this SECO/Lens technology to operate the furnace and to maintain or even fix the problem on the furnace, like a maintenance tool. This is under development at the moment, and I believe this is the future.
Doug: As a final question, we tried to get a glimpse of what excites and motivates this new CEO. I put the question to him: When you're lying in bed at night, and you're thinking about the future of SECO/WARWICK, what excites you?
Slawek: I always love the challenge. When I had the opportunity to move to China in 2010, the green field, the new company, take my family—two kids (five years old at the time) and my wife and move to China and live there for a couple of years, that was my first challenge. The second challenge I had was when I took the opportunity to be a nonresident managing director of the Indian operation. I was living in China, flying to India every other week, and that was another challenge. After those two challenges, I would say that to take a challenge to be the CEO of SECO/WARWICK group, you have to just do it, yes?
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To listen to more Heat Treat Radio episodes, click here.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radioepisodes, click here.
Audio: James Jan & Andrew Martin on Development of Modeling Software
In this conversation, Heat Treat Radio host, Doug Glenn, publisher of Heat TreatToday, interviews Ford Motor Company’s James Jan about Ford’s cooperation with AVL on the development of modeling software to help predict and avoid cracking on aluminum cylinder heads. Andrew Martin from AVL also joins the conversation with what exactly it is they did with Ford.
Click the play button below to listen.
Transcript: James Jan & Andrew Martin on Development of Modeling Software
The following transcript has been edited for your reading enjoyment.
Mr. James Jan, Ford Motor Company (JJ): My name is James Jan. I graduated from the University of Michigan in Ann Arbor, and I have a Ph.D. in mechanical engineering and during my Ph.D. studies, I focused on multiphase flow. Basically it is the full mechanics but we deal with multiple phases—usually it is a mixture of liquid and gas. I graduated in 1994 and I’ve been working with industry, the automotive industry, to be more specific, since my graduation. I have worked in the auto industry for 20+ years, since 1994. However, I’ve been involved in quite a few different subjects in my career even though they are all sensor or fluid mechanics, spent three years writing software (which is also a CFD software), and I work on the intake exhaust manifold and work on the local problems. I was pulled into Ford for this current project back in 2011. That was the time I got very heavily involved in the development of the heat treat process. Before that CFD, but after that it’s about heat treat.
Doug Glenn, Heat Treat Radio (DG): As Mr. Jan says, he is now heavily involved with heat treat, specifically on modeling of the quenching process for aluminum cylinder heads. I asked Mr. Jan to explain the issue that Ford was having. But before he describes the situation, it is important for you to know that Ford was addressing this issue long before nearly all other car manufacturers and is, in fact, a leader in industry with regard to resolving this highly technical heat treat and product design situation. Here is how Mr. Jan describes the situation that set the ball rolling nearly 20 years ago at Ford.
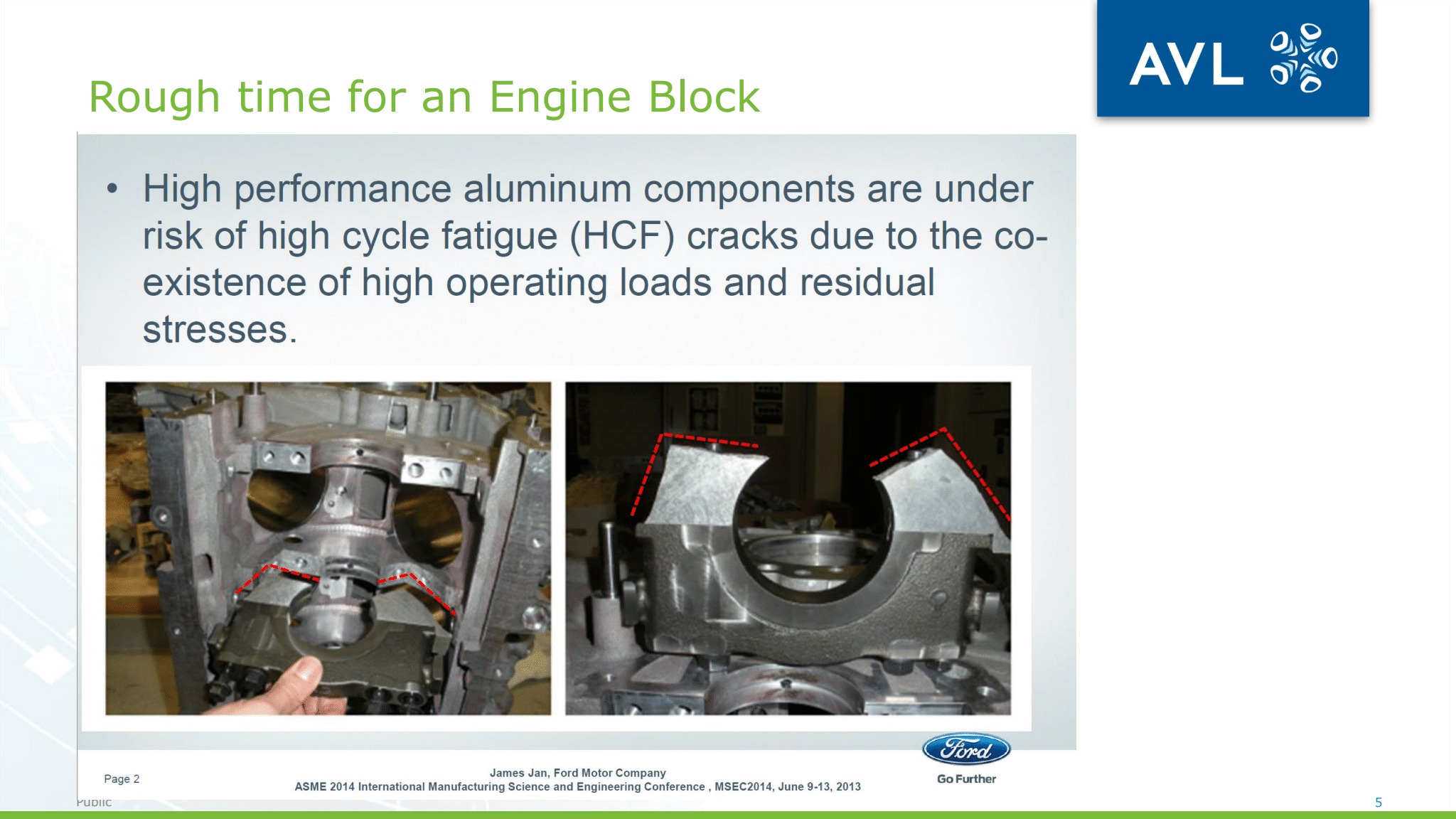
Structural failure in valve bridge area
JJ: The reason that they wanted to solve the problem is because during the heat treat process there are a lot of cracks. The cracking problem during heat treating has been a quality concern for Ford for many, many years. I would say that the problem has been there for 20 some years. In the past, during the cracking process, one of the remedies would be to do a lot of trial and error. For example, during water quench if they see a crack, they switch to air, and if the air doesn’t work, then they switch to polymer. Or if this is cracking somewhere or in some location, they add more material in that area. So, it’s pretty much like responding to the problem, rather than trying to understand the problem and to predict the problem. So that is where the whole thing comes in that the researchers started the project in 2002 because they believe that they really needed a tool to predict the problem rather than responding to it.
DG: So, the problem Ford was having was decades old. And it is a problem that many manufacturers have. It is the age-old problem of being able to predict residual stresses formed during the quenching process that ultimately result in cracking and component failures. Ford, like many other manufacturers, were simply doing trial and error until they got the right combination of part geography, heat treat cycle, and quenching medium and quench orientation. The problem is, that process takes a long, long time and it costs a huge amount of money. Here is Mr. Jan describing the issue with a trial and error approach.
JJ: Every time they make a change to a design, they have to build a prototype part. There will be cost involved because when you build the prototype, you still need a die, you still need the testing process, and then once you have built it you have to run the test to see if it cracks or not. This back and forth just simply takes too much time and too much cost.
DG: The thinking was that if the design engineer and manufacturing engineer could talk earlier in the process, it would help save time and money. Specifically, it would be better if the design engineer could interact with some sort of predictive modeling system that fairly accurately represented the heat treating and quenching portion of the manufacturing process to predict residual stresses and potential cracking issues before they happened. If that were possible, it would save Ford thousands if not hundreds of thousands of dollars. Here is Mr. Jan describing the idea.
JJ: This has something to do with the product development process. When any company tries to development product, their first objective is to satisfy the functional requirement. So basically, if you have an engine and you want a certain horsepower, you want to make sure your engine will satisfy the horsepower. At the beginning of design, their only concern is about functionality, they don’t care about anything else. Once the design is fixed, somebody needs to make it. I belong to manufacturing engineering, so we do not deal with designing, we deal with how to make that part.
During the design process, they usually do not have manufacturing information. Once the design is done, which is usually pretty late in the design cycle, the part has pretty much been determined already. Then we come to manufacturing and we try to quench it, and find, “Oh, gee, it’s cracked.” Then we tell product development, “We have a cracking problem,” and they say, “I wish you had told me earlier.” That is where the problem comes in. Because we are not able to know if the process works or not until we have a physical part, so that’s why Ford’s research tried to initiate a project that said even though design is still ongoing and the manufacturing generally has not started yet, let’s try to do some virtual process simulations to see whether it will crack or not.
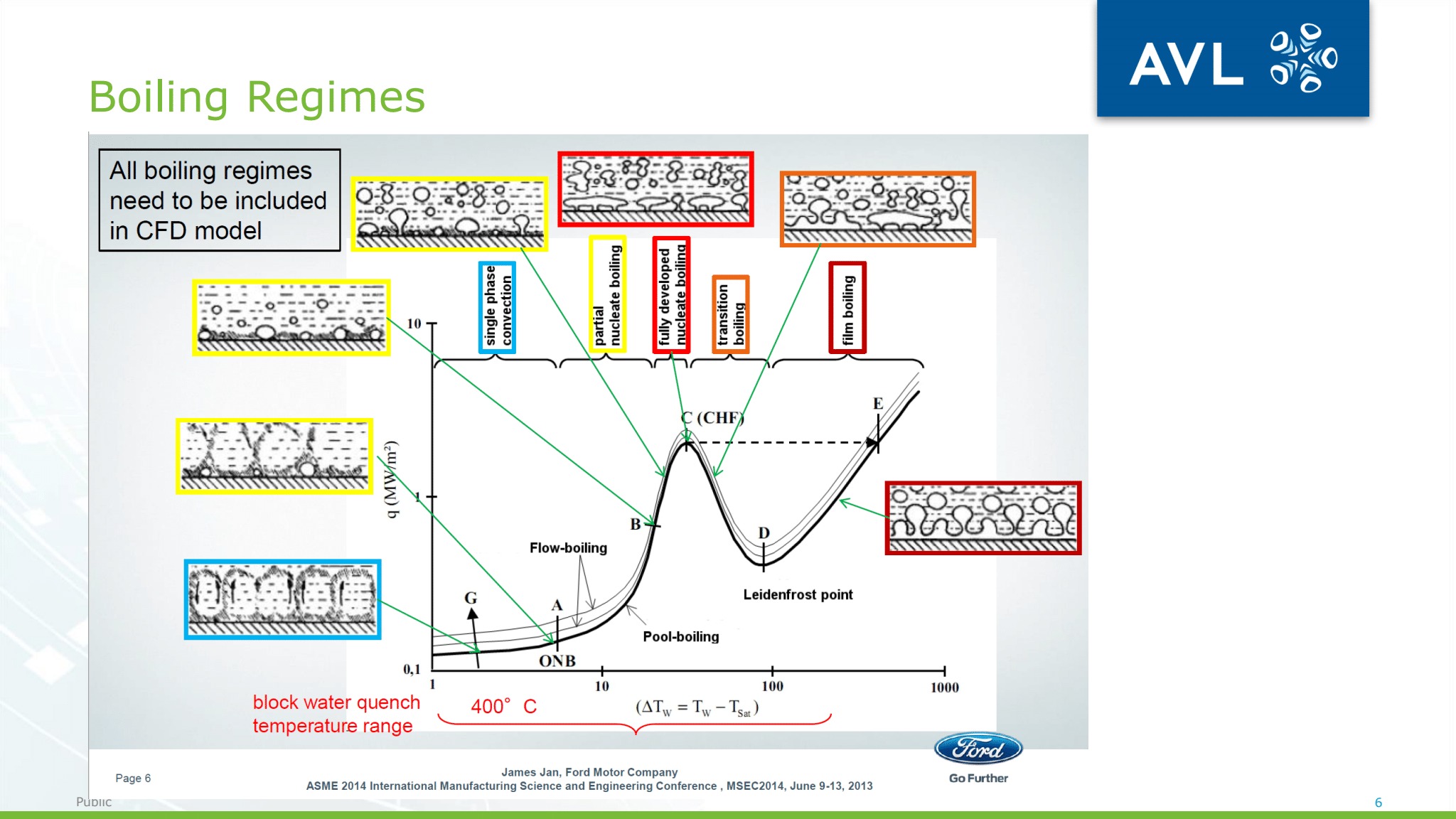
DG: The specific tool that Ford was looking for was a tool that could predict multiphase flow quenching outcomes, what many of our listeners would recognize as the Leidenfrost Effect or vapor boiling. According to Mr. Jan:
JJ: The boiling process, because the physics is very complicated, we couldn’t find any commercial software on the market that would solve the problem. So, we contacted AVL at the time.
DG: As Mr. Jan said, since they weren’t able to find any commercially available software to predict the multiphase Leidenfrost Effect, they turned to AVL. So, Heat TreatRadio put a call into AVL Powertrain Engineering in Plymouth, Michigan, and spoke with Andrew Martin, who is the direct of advanced simulation technologies. We asked him about AVL’s relationship with Ford.
Andrew Martin, AVL (AM): Our relationship has gone back to about 20 years now. Twenty years ago, Ford was seeing cracking in the cylinder heads—and not only Ford but many of its competitors out in the marketplace. So, this was something they wanted to explore. AVL as a company, currently at about 10,000 engineers, has always had a strong relationship with Ford. We develop engines and transmissions together, and things like that. Ford came to us and asked can you look into this? They knew that we had a good CFD code and we were doing a lot of multiphase work, especially on things like fuel injection and boiling in water jackets and things like that. They knew we had a reputation in those areas, so they wanted to work with us on coming up with some sort of a simulation and analysis approach for the boiling that occurs during quenching analysis. Between us, we did the research and that led to a technical paper that was published, I think ASME, but that was in 2002. James (Jan) was involved in that paper back then as well.
DG: I asked Andrew to briefly describe the cylinder head issue that Ford brought to them.
AM: Cylinder heads are very complicated because they have so many cavities. When you quench something like that, then the vapor gets trapped in certain areas and that can lead then to localized residual stresses.
DG: And what did AVL have to bring to the table?
Boiling regimes
AM: Previously, they were doing it the old-fashioned way, they were doing with thermocouples. They would thermocouple a cylinder head and quench it and then look at the data and get the HTCs (heat transfer coefficients) from it then feed that back into the CFD code and then make some assessments about the residual stresses and the distortion. But that is a very expensive way of doing it and it doesn’t lend itself very well as a designing tool. They wanted to find some mathematical approach for doing that. James is extremely experienced in CFD and has used a whole bunch of our CFD codes that compete with AVL FIRE. But he then started using FIRE and realizing that given all the tools that he had at his disposal, FIRE was the one that was giving the best results for doing this boiling analysis.
DG: Andrew referred to AVL FIRE which is a brand name of a specific product offered by AVL. I asked him to briefly explain that product.
AM: AVL FIRE is a CFD (computational fluid dynamics) code. It is an engineering discipline that is quite common and quite popular. We then used CFD to model the boiling that goes within a tank of water and the interface between the component and the water, the so-called film boiling barrier. We model what happens with FIRE CFD code, we model what is happening at the transition of the interface between the metal component and the water. Because when something that hot gets plunged into water, it is quite an interesting thing that happens—it is called the Leidenfrost Effect. Initially, what happens is the component is so hot, it forms a film around the outside of it, a vapor film, and perversely that vapor film then insulates the component from the water. That film slowly breaks down then you get into nucleate boiling and things like that, and that becomes a lot more aggressive and the cooling happens much faster until you eventually get a single phase. But actually modeling the boiling process is what the CFD code does. That is the secret sauce that we’re bringing to the party here.
DG: And, in fact, this secret sauce that Andrew refers to is quite unique. Earlier, James Jan from Ford mentioned that the AVL model was able to handle multiphase analysis, where most other models simply ignored one of the phases, usually gas, and focused exclusively on the interaction between the hot metal and water. I asked Andrew to unpack this more sophisticated modeling process and what developments have been made since they initially started working with Ford.
AM: Since then, it’s matured a lot further within the software. We now have different meshing approaches and we’ve also moved beyond water as well, of course. A lot of quenching is done in water, but there is also a lot of gas quenching, so blown air quenching, which takes longer but is less aggressive. And then we’ve got into steels as well. The original work we did with James was more on aluminum and that doesn’t have the same phase transformation issues as steel does. So
Typical simulation results
we’ve done a lot more work with steel recently, where we have to take account of that latent heat, that then forms a sort of a knee in the cooling, so we then model that. When we doing steel, of course, we’re using oil more commonly, so then we have different properties of oil to consider, different fluid properties of that. Most recently and what has been very interesting, we’ve been involved with a Canadian casting company on spray quenching. There you have a mix
between blown air and actually liquid itself where we’re spraying a jet of fluid at the component. Mathematically, that is a heck of a lot more complicated because you have to model the spray and you have to model the Ledienfrost Effect and the cooling and so on.
DG: Given the solution that AVL brought to Ford, I was curious if both Ford and both AVL were happy with the partnership. First, James Jan from Ford on how Ford and AVL worked together to develop the tool.
JJ: As a matter of fact, even though AVL worked with us to provide us the technology, it is not like we just go buy it and use it.
Simulation variables
Actually, we worked together about 3 to 4 years. On our end, we provided a lot of testing data because we work with a university and we also have an experiment facility inside Ford. When they provided the tool to us, it is still like a banana. They have the basic formulation working but they haven’t tested or validated, so there are 3 to 4 years where we were actually working like partners. It is not like, ok, I’m going to Home Depot, buy a tool and come home and use it. No. We actually did not put the AVL tool into production use until 2015. So there was about 3 to 4 years of time going back and forth trying to improve software. Until today, we still own a small piece of the technology, that is proprietary to our company Ford. Even though to AVL and buy their software and they bring it home, they may not produce the same results that we do, because we have a secret recipe in Ford.
AM: We’ve been very happy with the willingness of Ford to develop the process further, to mature it. They saw that we had something that was useful and beneficial and brought value, but actually James has been phenomenal, because he’s really pushed that agenda as well, and written papers and taken it to conferences, and I think he’s been very impressed with what AVL FIRE has been able to do, so he will talk to anybody about it. So we love it.
DG: Finally, I asked Andrew Martin from AVL who, in his estimation, would also benefit from the AVL fire and similar products, and what changes are being made for the future.
AM: It’s casting companies for sure. I was talking to a British company that makes castings, like high-end blocks for Astin Martins and Land Rovers and so on, and they have certain specifications they have to meet. They are not allowed to have a residual stress more than a certain level in a certain direction. Now how do they know that that’s the case? They can actually cast a few and then heat treat them and then cut them up and see how the material releases, but that rather destroys the actual component in the first place. So companies like that that want to know where are the residual stresses in the component and they want that as something that they can certify the component for, it is very good for that sort of company. Automotive is an obvious candidate, but also we’ve been doing a lot more work in aerospace where the residual stresses that they do want to know where are they and how much are they. Things like landing gears and stuff like that.
DG: And how about the future?
AM: Well, our software is developed over in Europe. I talked to Dr. David Greif the product manager the other day asking him where are we going with this. We’re making it a lot more easy to use. We’re putting workflows in place in AVL FIRE that sort of lead the user through the steps needed to predict the residual stresses and so on. The meshing of the components got a lot simpler using this polymeshing and it more leads you by the hand, as opposed to being a general purpose CFD code where you’ve got to build your own methodology to start off with. FIRE has a methodology built in for doing quenching and that’s brilliant. We’re doing a lot of work with gears at the moment. We’re working with a vacuum furnace company in Wisconsin called ECM Group and they’ve been using AVL FIRE for predicting the residual stresses in the components, so we’ve got a great relationship with ECM and that’s taking us in different directions as well. They are especially doing work on the gear side, so that’s been interesting.
DG: In fact, the whole relationship between Ford and AVL is interesting, as well as the ability to bridge the gap between design and heat treatment. Specifically, the quenching part of heat treatment. With advances in technology and modeling packages like AVL’s FIRE, high volume producers like Ford and other automotive, as well as aerospace manufacturers, have the opportunity to save significant dollars by modeling the process before they jump into the manufacturing process with both feet.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Jim Oakes on Good Reasons to Attend Heat Treat 2019
In this conversation, Heat Treat Radio host, Doug Glenn, publisher of Heat TreatToday, conducted with Jim Oakes of Super Systems, Inc. about the upcoming Heat Treat Show. Jim is the current president of ASM International’s Heat Treating Society, and he explains in this episode some compelling reasons why manufacturers with in-house heat treating departments should attend Heat Treat 2019. Hear more about what excites Jim about the Heat Treating Society (the skilled and dedicated membership), the specifics of the Heat Treat Show (Detroit, Michigan, from October 15-17, 2019; click here for more), what’s new at the show (technologies, colocation with Motion Power & Technology Expo, expanded educational and networking opportunities), the thrill of being in the heart of the automotive industry for this event, and an upcoming 2020 event announced by ASM for all materials professionals.
Click the play button below to listen.
Transcript: Jim Oakes on Good Reasons to Attend Heat Treat 2019
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We’re talking today with Jim Oakes from Super Systems Incorporated. We’re going to be talking about the Heat Treat Show. Let’s learn a little bit about Jim Oakes. You’re the VP of business development at Super Systems. Tell us briefly about Super Systems, your position there, and then also your role with the ASM Heat Treating Society.
Jim Oakes (JO): At Super Systems, we’re an equipment supplier for the thermal processing industry. We provide sensors to monitor atmosphere, controls, data acquisition, flow meters, and really just a bag of equipment that is used in the thermal processing and heat treating industry. We’ve been doing that for a number of years. My role at Super Systems is to be involved in all areas of the business, whether it’s on the sales and marketing side, helping drive good ideas that the industry comes up with and to our product development in our engineering group, and of course everyone here wears a hat of customer service. I’d like to think that I get into all areas of the business at SSI.
My role at the Heat Treating Society is current president. I’m on my last lap there. I started the role as the Heat Treating Society president in 2017 and I will end that term this fall, and Eric Hutton, who is a vice president at Bodycotes in the AD&E group, will be taking over as president for the two-year term following me. It’s been a great experience working with industry leaders as it relates to heat treating.
DG: Is there one thing that might excite you about the Heat Treat Society in general?
JO: It really comes down to the membership. The Heat Treating Society has a great number of volunteers that do a lot of the heavy lifting, providing the technical content that the industry needs today, whether it’s educating the existing heat treaters that are out there or even looking at emerging technologies. We have some of the greatest minds if you look at the board and committees that do all the work. I love working with people who are passionate about something that they do and passionate about the industry that we work in.
DG: Let’s talk about the Heat Treat Show. Can you give us the basics, the fundamentals, on it? Where will it be? When is it? How do we find out more info?
JO: Heat Treat 2019 is going to be in Detroit, Michigan, on October 15th to the 17th. There are lots of great things planned for it. You can go to the ASM International website which is www.asminternational.org and look at the events. There you will see Heat Treat 2019, and it will drive you to all of the details to look at the technical programming, the events, the schedule, the times, and everything like that.
DG: How about this year’s event? Is there anything new or interesting that our listeners would want to know about?
JO: The organizing committee has looked at the technologies that are important to heat treaters. They’ve done a very good job of looking at the content that is going to be presented at the conference. If you look at the Expo itself, we co-locate with what used to be referred to as Gear Expo, which is AGMA. It’s great because it has a great draw for attendance, and there is definitely an overlap when you look at gear manufacturing and heat treating. That creates a tremendous amount of activity on both the technical content side as well as the Expo.
Looking at some of the things at the event, we’ll have a solution center presentation, there is an ASM materials camp, there is a student program, there are lots of networking opportunities with welcome receptions, with education exchanges and even a networking event that will happen on Wednesday evening following the Expo. So there are lots of great things that are going to be happening creating opportunities for networking and learning as well.
DG: Being in the heart of automotive manufacturing certainly can’t hurt.
JO: Yes, we’ve had great success in Detroit because there is a tremendous amount of thermal processing and manufacturing in that area. When you look at the amount of people that you get in attendance, it really is a great spot.
DG: You mentioned the Gear Expo which was the old name for the show put on by the American Gear Manufacturer’s Association, but they’ve changed the name this year. It is now called Motion and Power Technology Expo (MPTE), so again, that is going to be co-located with the Heat Treat Show. As you said, there is a lot of good overlap there. The one I’m interested in, though, and it’s not this year, but it’s one that ASM has announced. I thought maybe you could give us just a sneak preview of it, if you know much about it, because I don’t know that it is specifically a heat treat event, but the abbreviation is IMAT. Do you know much about that, and can you tell us a little bit?
JO: IMAT is something that came out of the work of the committees at ASM as well as the other affiliate members. We have the Heat Treating Society, which is one of six affiliates that ASM manages, including Thermal Spray Society, International Metallographic Society, Electronic Device Failure Analysis Society, Shape Memory & Superelastic Technologies, and Failure Analysis Society. These are all materials professionals. We all have similar needs when it comes to content, direction, and planning, and we all take advantage of the great resources at ASM. Out of that came this idea of doing an annual event. Because we have these other smaller topical events, why not all of us get together and do some co-programming that allows us to focus on some of the other needs that you might see out there from a metallurgical standpoint or material science standpoint, and make this an annual event that’s going to provide technical content that overlaps in those areas and in others, and creates this opportunity for us to work together? It’s shaping up to be a fantastic event which will be in 2020, and the first one will be in Cleveland, Ohio, in the backyard of ASM International, also known as “near the dome.”
DG: If I remember correctly, that takes place in September?
JO: Yes, September 14th – 17th in Cleveland. And the acronym IMAT stands for International Materials Applications & Technologies.
DG: Back to the Heat Treat Show this year in Detroit, October 15th -17th, most of these heat treat events don’t get off the ground unless they’re well supported. Do you want to mention some of the key supporters this year for the Heat Treat Show?
JO: Absolutely. There are three title sponsors that are industry leaders. They are Boeing, General Motors, and Timken. Then there are corporate sponsors which are GeoCorp, Houghton International, Inc., the Inductotherm Group, and Surface Combustion, Inc. We appreciate the sponsors because it makes for a successful event.
DG: Very good.
So that’s the Heat Treat Show coming up here in a couple months in Detroit, October 15 – 17, at COBO at downtown Detroit. Plan on coming. Bring your entire crew, all your heat treat department if you can. Make sure you look up Jim Oakes over in the SSI booth. Also, if you have a chance, also stop by the Heat Treat Today booth. I look forward to seeing you there.
At the Heat Treat Show, Super Systems booth number is 1407. And Heat Treat Today’s booth number is 2123. I hope you’ll be there.
Again, to find out more about the ASM Heat Treat Show, Google ASM Heat Treat Show 2019 and click on the most appropriate link. It’s pretty easy to find. Or go to www.asminternational.org and click on events in the navigation bar at the top of their site.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radioepisodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Mark Hemsath on Nitriding & FNC
In this conversation, Heat Treat Radio host, Doug Glenn, an interview that Doug Glenn, publisher ofHeat Treat Today and host of Heat Treat Radio, conducted with Mark Hemsath, director of nitriding and special vacuum furnaces with SECO/Vacuum Technologies, which is a SECO/WARWICK group company, located in Meadville, Pennsylvania, where he oversees nitriding, including ferritic nitrocarburizing (FNC), and also other surface engineering such as carburizing. Doug talks with Mark about nitriding and FNC.
Mark recently completed his paper for the ASM Heat Treat Show 2019, titled “Nitriding, Its Growth and the Technologies That Have Cemented Its Broad Use in Surface Engineering”, to be presented at the ASM Heat Treat Show in October 2019. In this podcast, Doug and Mark discuss why nitriding has become popular, what is nitriding and what processes does it entail, the new technologies affecting the industry, and major players in processing and supply.
Click the play button below to listen.
Transcript: Mark Hemsath on Nitriding & FNC
The following transcript has been edited for your reading enjoyment.
Mark Hemsath, director of nitriding and special vacuum furnaces, SECO/Vacuum Technologies
Are you a hard case or a case hardener? If you’re a case hardener, you might be interested in today’s episode. If you’re a hard case, well, there are other self-help podcasts you might want to consider. On today’s episode, we’re going to talk about nitride, and we’re going to talk with one of the most qualified individuals in the North American heat treat marketplace. This guy has nitriding and heat treating running in his blood.
Mark Hemsath (MH): My father was involved with a furnace manufacturer in Toledo, Ohio, and he actually brought ionitriding to the United States from Kluckner in Germany. I think, at last count, we think he had 65 patents under his name.
Doug Glenn (DG): Hi, and thank you for joining us. I’m your Heat TreatRadio host and Heat TreatToday publisher, Doug Glenn. Today on Heat TreatRadio, we’re talking nitriding with Mark Hemsath.
MH: Hi, I am Mark Hemsath with SECO/Vacuum Technologies, which is a SECO/WARWICK group company, and I am the director of nitriding and special vacuum furnaces. I am involved with everything to do with nitriding, including ferritic nitrocarburizing, and also other surface engineering such as carburized.
DG: If you have an interest in surface hardening, such as nitriding, ferritic nitrocarburizing or carburizing, you might want to take a quick cybertrip to www.heattreattoday.com where we have a substantial and growing list of resources that might be helpful to you. Heat TreatToday is one of the industry’s leading information sources for all things heat treat-related. Every Tuesday, we post a new technical article. We call it Technical Tuesday. And Heat TreatToday is the only North American-based heat treating publication offering a comprehensive list of heat treat consultants. So, if you’re a manufacturer with in-house heat treating, especially in aerospace, automotive, medical, or energy, or even general manufacturing, and you’ve lost a good bit of your organizational heat treating brains, take a look under resources on Heat TreatToday’s website, or simply Google “heat treating consultants”, and you’ll find a comprehensive list of heat treat industry consultants that can help you solve your pressing heat treating problems. Look us up on the web at www.heattreattoday.com.
Let’s get back to Mark Hemsath and our discussion on nitriding.
DG: Mark, we’ve been trying to connect for quite a while. I’m really glad we were finally able to connect.
MH: This is a perfectly opportune time to do this because I just finished my paper for the ASM Heat Treat Show, so it is all fresh in my mind.
DG: Interesting! What is the paper?
MH: My paper is “Nitriding, Its Growth and the Technologies That Have Cemented Its Broad Use in Surface Engineering”. It will be presented at the ASM Heat Treat Show in October.
DG: Hey, heat treat readers, the show Mark is referring to is being held on October 15 – 17 in Detroit. You can find out more about that show by Googling “2019 Heat Treat Show Detroit”, or by going to www.asminternational.org and searching for it there. Now, back to Mark.
Why Nitriding?
Let’s jump into the nitriding market. What are you seeing? I’ve been hearing more and more about nitriding. How about you?
MH: I think the main thing is that nitriding is growing, and it is still growing rapidly. It has grown in the past number of years, and that is one of the reasons I just wrote a paper, which is very opportune to discussing why it’s growing and why it has gone up in use in the market.
There are a number of points that I probably should point out as to why nitriding is growing: I think more and more people are discovering the positive effects of nitriding. This would include the very high surface hardness that you can get. The higher temperature hardness—in other words, it resists tempering—a carburized-type surface or an induction-hardened surface if it’s used at temperatures above the tempering temperature, it would start to reduce its hardness, whereas nitriding is done at a higher temperature (it’s done above 900° or 1000° or so F), so you would resist the decrease in hardness up to those temperatures, which is pretty nice. Also, it gives you the ability to have a high fatigue strength. The nitrided layer actually will change the fatigue properties of the metal part. Another thing that everybody usually talks about is the improved corrosion resistance. This is something unique to nitriding. It is used a lot, especially ferritic nitrocarburizing, for corrosion resistance. And the final thing I wanted to talk about is the minimal process distortion. If you compare this to carburizing where you are quenching the part, because you’re coming from the austenitic region going into the quench bath and it’s cooling very rapidly, there is a chance for your part to distort, which means you may have to follow on process it to get it back into dimension. Nitriding has a lot of benefits to it.
DG: Interesting, Mark. These seem like some pretty compelling reasons to nitride, but one of the objections I hear is that nitriding is a more expensive process. Your thoughts?
MH: It is not really as expensive as you think, because you have to take into account certain things. Let’s take carburizing, for example, or just thru hardening, for instance. You’ve got to quench it, you’ve got to wash it, and you’ve got to temper it. If anything goes wrong in that process, you’ve got to do some sort of follow on processing. You probably won’t need to do any of that after nitriding. Now, you will need to change probably some of the material and the alloying properties, but we can get into that later.
DG: Yes, fine, but perhaps a little clarification is in order. We’re talking about nitriding, but we often hear the phrase “ferritic nitrocarburizing.” Can you help us understand the difference?
MH: Yes. It is a nitriding process, but it is typically done with lower carbon materials and that is why they put carbon in there, too, so that is where they get the nitrocarburizing into the process. It is typically done at a little bit higher temperature because you’re not as much worried about the thru hardness property or the tempering properties. What you’re trying to do is to take a less expensive material, whether it’s a cast iron or inexpensive steel, and you’re trying to get a nice white layer around there, or a combination of white layer, commonly known as a compound zone. It’s a combination of epsilon and gamma prime. You can create different layers, and the carbon is going to help you with that by creating it faster and creating it a little bit harder. What that’s going to do for you on that part is give you lubricity; because of the nature of the white layer, the compound zone has a lubricious nature to it. It will give you corrosion resistance and give you that wear resistance that everybody wants in those parts.
Where Is Nitriding Being Done?
DG: So where are nitriding and FNC being used today?
MH: Today nitriding thankfully is being used everywhere. It is actually being used where chrome used to be used, such as rods for hydraulic systems. This is a post-oxidized FNC that comes out black, and it is a very nice replacement for chrome. In the automotive industry, FNC is very popular because they use cheaper materials, and it prevents not only wear and denting, but it also offers corrosion resistance for a lot of the parts, which is nice on cars. This is actually how FNC got involved with the brake rotors. On brake rotors for cars, they used to paint them. The problem was, as soon as the car got moved from the truck onto the lot and the brakes were stepped on, it would wear the paint off and start rusting. People would complain there was rust on the brakes and they hadn’t even bought the car yet. What they discovered was that if they ferritic nitrocarburized the cars, they would not get that kind of rust on their brake rotors. So that was helpful. It also provides incredible wear resistance against your brake pads.
Nitriding is also used in gears. I mention that because you have minimal or no post grinding. In aerospace, it’s used all over. They like the wear properties and corrosion. A lot of parts stay in planes for years and years and years, so they don’t want the corrosion.
Something I learned recently in the last few years in regards to the oil and gas industry, is that oil and gas are pumping a lot of stuff. They are fracking, they are pumping water and brine, and they have a lot of slurries that cause a lot of wear in pumps and pipes. It is very caustic. Nitriding works very well to extend the life of those parts.
In a lot of large parts, they plasma nitride a lot of stamping dyes—again, because it gives you dent resistance, and it’s going to give you more life on that dye because you’re stamping metals or your hot stamping forgings, etc. There are a lot of reasons to use nitriding.
DG: Are you hearing of companies converting some of their carburizing processes to nitriding or FNC?
MH: There is a lot of effort in that area. A lot of engineers don’t know about it, but they’re starting to become more aware of it. Of course, a lot of materials and components out there are already pre-engineered, and they’re already done, and now we’ve got to thru harden it, and we’ve got to carburize it. It takes a good engineering group to understand the differences and that is part of the education process. That’s why I’m happy to do this with you today. It’s an effort to try to get more people up to speed and for the engineers and component people to say, “Yes, I can do this with nitriding,” and can understand what can be done.
You can do this with gears, for instance. We’ve done it many times, and people are starting to specify it. You can do FNC of gears, and you can do nitriding of gears, too.
DG: So, it can be done. Understood. But are you hearing of any examples of where it is actually being done?
MH: It is being done more and more in motor transmissions; [that’s] where I got word of the fact that one automaker with a ten-speed transmission was going to have three or four of the gear sets be ferritic nitrocarburized versus carburized. An offshoot of carburizing is carbonitriding. Carbonitriding is basically the same thing as carburizing except that it is usually a shallower case and they use a little ammonia in there to get a little bit harder surface. However, you’re going to get distortion on that. There are a number of parts that you can change the chemistry of the steel. Although you’re paying more for the steel, you can ferritic nitrocarburize it and get the similar properties that you’re looking for for that wear component.
DG: So you’re paying more for the base steel, but you’re paying less for the post-processing of it?
MH: Yes, potentially, because you don’t need to rework it because of distortion. A lot of parts are hard to quench and not get them to move, especially small parts or flat parts. At SECO/WARWICK, we also make rotary retort furnaces. You can do washers in there, but when that washer goes into the quench, it’s going to enter at different angles. But nobody wants to take washers and individually line them up so that the edge goes into a quench. It’s just too expensive to do that. So you’re going to put up with a certain amount of distortion on that material that you’re quenching, and then have to figure out how to deal with it afterward. With ferritic nitrocarburizing, you wouldn’t have to worry about that, because there is no quench and there is no distortion.
DG: Carburizing and carbonitriding both have quenches, whereas nitriding and FNC do not require quench.
MH: Correct. Nitriding and FNC are all done typically below 1100°F, and there is no quenching. It is always a slow cool.
DG: And, therefore, we are avoiding distortion.
MH: You’re not putting it into a liquid, whether it’s a hot oil or what have you, you’re not putting it into a liquid to cause that rapid cooling, correct.
DG: And it’s a slow cool for nitriding and FNC.
MH: Yes. Nitriding will give you some growth. We typically predict, let’s say a white layer which can be all the way up to 25 microns, usually running in 10 – 25 micron range. About 60% of that will result in growth, but it is very predictable. If the engineer is worried about the size, they can put that into their stack up in how they machine it initially. You’ll get a very small growth of the material from nitriding. I think it’s in the 10,000th range, absent the white layer.
Nitriding: Gas or Plasma
DG: When I think of nitriding, I think of several approaches such as gas or plasma nitriding. Would you explain the differences?
MH: There are four major different types of nitriding. There is gas nitriding, which is an area that I play in very heavily. There is plasma nitriding, also know as ion nitriding. There is liquid or salt bath nitriding, and there is even nitriding done with fluidized beds.
Let’s go through them quickly. I’m not going to talk much about liquid that is done in salts. It is a very old process, but not a bad process. The problem that I have always found is that people don’t want to own this equipment because of all the hazards with salts, the disposal, and everything else. It is not a bad process if you’re willing to own it and run it; you can do some great things with it.
Fluidized bed is an older technology. It’s a little different. You’ve basically got particles that are being fluidized which allow heat transfer. There is an art to running and using it, but it is certainly a process that can have very good results. A long time ago, I was involved with a company where we helped them create a new fluidized bed technology. It is still being used; it just never really has taken hold that well in this country. There are some old systems out there, however.
I actually started out my career in ion and plasma. When I was in college a long time ago, in the early 1980s, I translated German to English from the German technology which was created by Kluckner. This came to the US, and I was helping the engineers to translate what they were talking about. My paper, that I was just in the process of writing, talks about some of this, and I plan on doing a webinar in the near future and talking more about this. There are some really nice benefits to plasma. This is well-documented in the literature, but there are ones that I point out that are different than some of the other processes. You have what they call sputtering. The effect of the plasma can help clean up the surface of the material. If you have some oxides, this is very beneficial if you’re doing some type of stainless which can have some problems.
Another thing that plasma is very good at is masking. A lot of times, there are parts that have a lot of threaded holes or areas where they don’t want nitriding. They might weld on it. It is very easy to mask with plasma nitriding because you can mechanically mask it. What that means is that if you have threads, you can just put a little bolt in there and they won’t get nitrided. If you have a surface, let’s say a piece of pipe, you can take some shim stalk of metal, wrap it around there, and you won’t get any nitriding where that metal is. It will nitride the metal piece that you put on there, but it won’t nitride what’s below there. So it is excellent for masking.
The other thing with ion nitriding [is] why it was popular. It’s still popular, but gas nitriding has overcome some of the negatives that it had in the past. But ion nitriding is what’s known as a low potential process, so by nature, it has a low nitriding potential. What that means is, it is difficult to get thick compound zones or white layers because the potential is fairly low. So people that wanted to nitride parts would use ion nitriding if they didn’t want the white layer to come with it. At the same time, FNC is harder in the plasma and post oxidation is a little more difficult. The equipment is not really designed to do those processes. The other thing is that the parts need to be individually placed and very nicely placed within the furnace proper, so there is more set-up work involved. But, in general, it does a wonderful job. One thing I say in my paper is once you own the equipment and you have some loads that you’re doing, you can get very repeatable results if you do the same thing every time.
The last one is gas nitriding. We actually have a process called zero flow, but it is just ammonia. Like any other process, it is a control method. What is happening with the gas nitriding today is that the advance of controls has allowed you to do a lot more with nitriding to get you similar properties than what you can get in ion. Plasma has come a long way, too, because the controls took forever to catch up with the technology. There were a lot of issues, which I discussed in my paper. Gas nitriding has seen the same type of issues. When I was in college, the computer chip was called an 8080/8086. They weren’t very advanced and they were just getting microprocessor technology and it took decades before all of this stuff got into the industrial equipment where it needs to be.
Fast-forward to this decade, 2010 to 2019, there have been tremendous advancements in the microprocessor and in electronics. For gas nitriding, we need to measure hydrogen because it’s a way for us to estimate nitriding potential. Today, that is very reliable and you can do it in situ, which means you can do it right in the furnace and get very accurate readings and you know where your nitriding potential is. The trick to gas nitriding and to doing precision gas nitriding [is] being able to craft a layer that you want. The layers are a combination of epsilon, gamma prime, and alpha. In order to get the layer that you want, first of all, you have to look at the literature and know what you’re doing. But you have to have equipment that can get you there. Today’s control systems can get you there and craft the layer that you want.
Quite frankly, the nice thing about gas nitriding is the loading can be ugly. In other words, it doesn’t have to be prim and proper like it is with ion nitriding. You can put a bunch of things into a basket, then put another basket on top of that and another one on top of that, put a lot of weight in it, and you don’t have to worry about the parts necessarily touching each other or the wire mesh that they’re sitting on or the basket. It’s going to get very well nitrided. That is not the case with ion. It’s much easier to own the equipment once you have it. Obviously the negative is that you’re using a gas (ammonia), it costs money and you have to store it and use it.
New Tech in Nitriding
DG: I want to cover two other major areas. The first one is new technologies in this field, and the second is a brief conversation of the major players. What can you tell us about the new and/or interesting technologies in this field?
MH: With plasma nitriding, they’ve been able to do a few things there. Mainly, they’ve been able to get better power supplies, pulse plasma, and they also obviously have gone to hot wall heating. That means they don’t have to heat with the plasma anymore. On the power supplies, they always had problems with arcing and a chance to burn some holes in it or pit some surfaces if you didn’t have the right power. And again, the microprocessor control that I talked about before had gotten so good, that they now have DC pulse plasma that is very fast-acting and can sense any problems within the process, and you can control it very closely. I think most people in the plasma arena have found that technology and are using it.
Gas is a little bit different. There are a lot of things going on in gas. Many, many years ago there was a process of controlling nitriding potential only by diluting with nitrogen and that was done by one of our competitors. We have a process called “zero flow” where we don’t use nitrogen. Other people will dilute with disassociated ammonia. The problem with that is that you have to buy an ammonia disassociator in order to introduce the disassociated ammonia. The reason you introduce disassociated ammonia instead of nitrogen is you’re able to much better calculate and measure nitriding potential. With a nitrogen dilution, the calculations are different, they are much more complex, and you need a lot of experience to get similar or same results that you would get with either zero flow process or with disassociated ammonia dilution.
There is some other neat stuff going on out there that I’ve gotten involved in and that we’re trying to get moving at our company, and there is a lot of stuff out there in the literature; it’s called oxi-nitriding. I’ve heard it used both for post-oxidation and for a part of the nitriding process. Oxi-nitriding to me is not post-oxidation. Oxi-nitriding is the injection of some sort of oxygen source early in the nitriding process with ammonia so that you can do some things to the surface of the steels. Let’s say with a 300 series stainless, what you’re trying to do is break apart oxygen bonds. That is pretty well proven in the literature that you can do that. It’s probably a little cleaner way of doing it than what other people do for those stainlesses and which we also do is put some sort of a chloride in there to break the bond so that you can nitride some of those more difficult stainless steels.
The other thing that people are doing and they’re doing it differently is-post oxidation. This is giving that black color. You can do that with water or you can do it with nitrous oxide which is laughing gas. And there are different temperatures you can do it at and different depths of it. We talked before about having the effect of a white layer compound zone and that helps with corrosion resistance, but we’ve also found out that putting a post oxide on it not only gives it a nice color, being a darker, near-black color, but it also helps with the corrosion resistance. On top of that, you can develop a layer that has a certain amount of porosity, and you can impregnate that with oils and that will give it even more corrosion resistance. In industries where this is very common is hydrolic cylinders, a typical front-end loader, agriculture equipment, snow plows, etc. These are usually chromed. But a lot of manufacturers are finding that a black ferritic nitrocarburized surface with post oxidation—and then they’re using oils in the cylinders anyway—will give you better wear property from the chrome and will give you very nice corrosion resistant properties. And I think it is probably a little less expensive. A lot of people are moving to that. If you see cylinders with black instead of chrome, that’s what’s happening.
Players: Processors and Suppliers
DG: Let’s move on to major players in the industry. First, who are the major players that are actually doing the nitriding?
MH: I probably can’t list them all, but as you mentioned I used to work for Advanced Heat Treat Corp. They are a very large commercial nitridor in the Midwest, and they get work from all over the country. Obviously, another big heat treater out there is Bodycote. By definition, they do quite a bit of nitriding. Nitrex Inc. makes competing furnaces against us, but they’re actually a very big nitriding house out there, and they’re probably much bigger in the nitriding than they are in the equipment business, so they’re very well versed in doing the nitriding. There is another company in Indiana that’s been growing greatly, and it’s called Advanced Nitriding Solutions. There is Ionic Technologies Inc. in South Carolina that do quite a bit of nitriding that would also be ion and gas. What we’re seeing a lot more of is that people that really are in nitriding are doing gas nitriding and they’re doing ion nitriding. They understand that nitriding is a great process and they’re trying to offer that to everybody.
The other thing is a lot of heat treat shops do just ferritic nitrocarburizing, which I call the “poor man’s nitriding.” It’s hard to screw up ferritic nitrocarburizing. If you get enough ammonia in there and you put some carbon in there, you’re going to get some sort of a layer.
DG: And how about the nitriding equipment suppliers?
MH: There are a number. There is Ion Heat. I know those guys pretty well and they are a nice little company and have some new technology. There is RUBIG, which is a big company. I’m sure there are other ones out there, but those are the main ones right now playing in the US market for plasma nitriding. RUBIG has gotten into gas nitriding, so they do offer some designs there. I think what they do is mostly pit nitriders. I break the gas nitriders into guys doing front-loading (which looks more like a regular batch furnace) versus pit. There is nothing wrong with doing pit furnaces. Both furnaces, front-loading or pit, work very much the same. They have a fan, they’ve got a retort typically, and they try to keep the parts uniform that they put the gases in. The thing with the pit is, you’ve got to have a pit. What’s nice with the pit is you can usually load it heavier. So for people who really want to have high production, like when I was at the commercial heat treater where I was, they liked the pit design because you could load them up a lot heavier. Guys doing more precision nitriding typically want the front load. It’s more like a vacuum furnace or a batch furnace within the building, etc. Companies out there for this, as I mentioned before, are Nitrex—long ago we actually used to build their equipment, so our equipment looks very similar to theirs because we designed it; SECO/WARWICK, as I mentioned makes zero flow; Lindberg/MPH makes a pit design. I think they have not gone too much into the advanced controls. They do a lot of single-stage nitriding. Other companies out there like ALD Thermal Treatment Inc. have come out with a front load. There is KGO which has a front load. And there are a lot of new entrants in the market. It’s getting kind of crowded out there. A lot of people with not a lot of experience, but I guess they have a hammer, a welding wire, and some duct tape and they’re making furnaces.
DG: Hey readers, you can hardly blame Mark for that answer. It really wasn’t a very fair question to ask him to list all of his competitors, but he did a pretty good job. But since a good solid list of suppliers might really be helpful to you, we’re going to do two things. First, I’m going to briefly round out the list here and now. I’m sure I won’t get everyone, but we do know for sure that companies like Surface Combustion, Gasbarre, and Tenova are also making nitriding furnaces.
And since I’m sure there are others, we’ll provide a more complete list of nitriding furnace manufacturers in the transcript of this episode. You can find that transcript by Googling “heat treat radio mark hemsath”, and we’ll keep an updated list of manufacturers listed there.
DG: Final question, Mark. If someone wants to learn more about nitriding, what resources would you recommend?
MH: There are a lot of good resources online. There are a few people in the industry that are extremely well versed. A good friend and associate, Daniel Herring, is called “The Heat Treat Doctor®,” and he knows all about heat treating. There is also my friend, Edward Rolinski, who is still at Advanced Heat Treat who’s very well published and you can look for his papers. A general flow developer and also fairly well published is Leszek Maldzinski.
Daniel Herring,“The Heat Treat Doctor®
There are a couple of guys that have been working in nitriding their whole lives and they are prolific writers, and that would be Marcel Somers and E.J. Mittenmeijer. There is actually a book that they put out in 2014 called Thermochemical Surface Engineering of Steels. That book contains articles by Maldzinski, Rolinski, and other people that I mentioned, but it talks about carburizing, ferritic nitrocarburizing, plasma, and gas. It’s a really great resource. It cost a few dollars, but you can also get it electronically. It is highly technical.
You can go to some of the magazines out there—Heat Treat Today, Industrial Heating continually does some small articles, and the gear guys out there publish some articles. There is a lot of stuff out there and you can find most of it on the internet.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radiohost.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radiohost, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Heat Treat Radio: Ben Gasbarre on Nitriding
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Ben Gasbarre, president of Gasbarre Products Industrial Furnace Systems Division, about nitriding. Gasbarre Products is located in Plymouth, Michigan, where Ben oversees one of the recent acquisitions of Gasbarre products, the former JL Becker Co. Nitriding is one of the more popular thermal processes, so you’ll want to tune in to this podcast conversation with Ben Gasbarre of Gasbarre Products, one supplier of equipment for that process. Ben talks with Doug about the growth of nitriding in the heat treating market, particularly for domestic suppliers of equipment and services. This is especially true in the automotive manufacturing industry, but also in the aerospace and energy sectors.
Click the play button below to listen.
Ben Gasbarre, president of Gasbarre Products Industrial Furnace Systems Division
Transcript: Heat Treat Radio: Ben Gasbarre on Nitriding
The following transcript has been edited for your reading enjoyment.
In this episode of Heat TreatRadio, we’re going to talk about one of the more popular and growing thermal processes and one supplier of equipment for that process. The process: nitriding. And maybe a little bit of FNC (ferritic nitrocarburizing). The equipment supplier: Gasbarre Products.
Before we begin hearing from Ben Gasbarre, let me remind you that googling “nitriding” or “nitriding heat treatment” will bring up Heat TreatToday as the very first heat treat industry publication. Check out our site if you’re looking for nitriding or just good heat treating content. Every day our editorial team posts one new piece of heat treat content. Tuesdays are especially exciting. We call them ‘Technical Tuesdays’ because we post a new technical article every Tuesday. Pay a visit to our website, and don’t forget to support the advertisers and content providers you see on the site. Go to www.heattreattoday.com.
And one last thing—Do you know anyone under the age of 40 who is making a significant contribution to the heat treat industry? I’m betting you do, and it would be smart on your part to nominate that young professional to be a member of Heat TreatToday’s 40 Under 40 Class of 2019. From all of the applications received, our team chooses 40 outstanding, young heat treat professionals to be in our 40 Under 40 Class of 2019. You can see last year’s winners and nominate someone for this year’s award by going to www.heattreattoday.com/40under40. If you’re a supplier to the industry, think about nominating a young person from one of your customer’s organizations.
Today, we’re going to talk to Ben Gasbarre, president of Gasbarre Products Industrial Furnace Systems Division. Ben is located in Plymouth, Michigan, where he oversees one of the recent acquisitions of Gasbarre products, the former JL Becker Co. Although Gasbarre is phasing out some of the previous company names like JL Becker and Sinterite, they have, over time, become one of the major players in the North American heat treat market. Today, we’re going to talk to Ben about nitriding.
Vacuum Purge Nitriding Furnace
DG: Let’s talk about the nitriding market. What are you hearing and seeing?
BG: There is no doubt that nitriding has been around for a long time. It is not necessarily a brand new process, but it has certainly become a buzz word in the industry over the last number of years, and there are companies out there that have built their entire business on strictly doing different nitriding processes. We hear a lot of discussion and activity of more people wanting to get involved in it and in what aspects they can do that and where. There are a lot of process advantages to it. You get the wear and corrosion resistance, you get low distortion on the product which can lead to a lot of lower secondary processing costs for the ultimate end user. Then, on the heat treater side, there are advantages with the equipment in general. There is no oil quenching, so you’ve got environmental and plant cleanliness advantages there. There is limited part movement within the equipment, with some of the styles of equipment, so there are a lot of maintenance advantages. There are also the lower temps. With plant employees being around the equipment, operating temperatures in that 1,000 degree up range, it can be quite a bit more comfortable in the heat treat departments where this equipment is running. And then on the nitriding side, cycles are much longer, you can get higher equipment utilization, lower labor costs, and that type of thing. There are a lot of advantages for both the end user of the product and the heat treaters as well.
DG: Out in the marketplace, does it seem like the demand for this type of equipment or this type of process is up?
Integral Quench Line
BG: Absolutely. We’ve done our own market analysis studies and have talked to people, and all of it shows strong growth and a lot of interest here in the US market. We’ve been successful over the years as well just with our current product line. It’s been a little more niche for us, but we’ve certainly had success with our product offering. What we’re looking for now, and what we believe is out there, is a broader need in the heat treating market. We feel the demand is there and really it is for a reliable domestic support for the equipment and the process. That’s where we see the need here domestically.
DG: So we’re getting a little more demand. Any sense of what’s driving that demand? Are we actually doing more nitriding, and if so, what markets might they be coming from, or what processes or materials?
BG: From our standpoint, being based right outside of Detroit, automotive is a big part of what we do and the people we talk to. There is a lot of activity on that side converting coatings and other processes from the coating over to the nitriding. We hear a lot of activity around that. It is heavy automotive, but we’ve also been taking interest and inquiries for aerospace and oil and gas applications as well. A big key to that though, again, for our end users is the flexibility—being able to run different styles, whether it be stainless steel parts or castings and things like that. The equipment has got to be able to handle both and keep it flexible for the user. You can also tie in atmosphere stress-relieving and tempering, not just nitriding, into these styles of equipment.
DG: What are you hearing about the equipment currently being offered in that space?
Pit Furnace
BG: We actually did a presentation at the FNA show this last fall that really focused on all of the different styles of equipment that you could use in this process. You have what I’ll call the classic integral quench furnaces, pit furnaces, and that kind of thing. On the integral quenches, they can be very flexible; you can process multiple loads; they are very forgiving for part cleanliness. But inherently with integral quench furnaces and the atmospheres and temperatures of the nitriding FNC [ferritic nitrocarburizing] process, you’ve got some safety challenges, and there is also a lot of maintenance that comes in with integral quench furnaces. Pit furnaces, on the other hand, are more single chamber, so your volume might be a little bit less, but you get a good quality part, you’ve got strong process control, but you do have infrastructure challenges with pit furnaces and loading mechanisms and maintenance for pits, so there are some challenges there. Where a lot of the interest has been is in the horizontal retort, in a lot of cases, with vacuum purge units associated with that. Those styles of equipment have been very popular in Europe and in other parts of the world, but are gaining a lot of traction here in the US. Again, they give very good part quality, strong process control, and your maintenance and infrastructure costs can be less. It doesn’t require a pit. There are not a lot of moving parts, so your focus is more on really ensuring your door seal and those kinds of things are good. Then you just continue to run the product and keep utilization high which is what everybody’s looking for.
DG: Let’s dig in a little deeper about what your company brings to the nitriding market.
BG: We have a lot of equipment out there that does this process, but what we’ve been developing is the horizontal retort, not gas nitriding, system that uses a vacuum purge system to allow for more effective quick purging and turnaround times in the furnace. It is something that is offered out there, but where we are unique is that we’ve built an extremely knowledgeable team for this product. This goes back to our roots to what my grandfather started the business over 45 years ago, having that knowledgeable staff that understands the customer’s processes, needs, and challenges.
We’ve brought people in that have sold this process, that have run the equipment, that have designed recipes, and that have troubleshot the process in the equipment. That’s where we are hanging our hat right now. We’ve got that staff, we know the equipment, and we are domestic, so we can offer that support that is reliable right here in the US and that is our approach right now. We do have areas that we are looking at and are working on. There are certain parts of the nitriding process that can challenge the end user, and we’re looking at things that can make equipment improvements and process improvements to ultimately solidify ourselves in that market for the long term.
DG: Besides your presence in the nitriding market, your company has had a pretty extensive history in the heat treat market generally, correct?
BG: Yes. Gasbarre was started in 1973 by my grandfather, George Gasbarre. He started doing powder compaction presses for the power metallurgy industry. My
Tom Gasbarre, former CEO, Gasbarre Products
grandfather started out as a parts maker and saw an opportunity in that market to design a press specific for powder compaction and he built the foundation on having a knowledgeable staff, design flexibility, maintenance friendly, and affordable, and these are principles that we continue to live by as we’ve grown the business. My father, Tom Gasbarre, and his brother, Bill, grew the business into what it is today. We’ve acquired 8 different companies, all based around powder metal presses or powder compaction presses, furnaces, and then tool and die. Today we’re made of up of a powder compaction solutions group which manufactures compaction presses and tool and die components for the particulate materials industries. We’ve got the thermal processing systems group that
Alex Gasbarre, CEO, Gasbarre Products
manufactures a wide range of heat treating equipment. And we also have a manufacturing technologies group that just utilizes our broad resource of engineering and manufacturing capabilities to make equipment and components. We’ve been pretty successful in the glass industry, railroad industry, and mining industries. We’ve done some defense work as well. Just a couple months ago, we officially announced the transition to the third generation where my brother, Alex Gasbarre, is taking over as CEO. We’re proud of our past, and we are really excited about where we are today and the people and strategies we have in place to move us into the future.
DG: Let’s talk about the acquisitions you referenced just a moment ago. On the heat treating side of your business, tell us about the acquisitions.
BG: It’s kind of interesting with the re-branding we’re doing this year. We’re really pushing the Gasbarre name into the market, so that the Gasbarre name may be new, but we’ve been building equipment for 30 years. With the acquisition of Sinterite with their
Tip Up Furnace
continuous mesh belt furnace or powder metal sintering, that obviously complemented our compaction press line and got us into the thermal processing market. In 2003, we acquired C.I. Hayes, and that was really to meet our interests in getting to higher temperature applications with the pusher furnaces and vacuum furnaces, and they brought a long history and a large and solid base to us as well and got us into a bigger market outside of just powder metal. In 2011, we acquired J.L. Becker. That was really what built us out from a product line standpoint in the heat treating market. It complemented the other lines well in that we had a little bit of overlap, but with our focus out here, it’s more on the larger batch style equipment and some of the continuous processes associated with that. Therefore it really filled out our product line and gives us a broad variety of products to offer to the market.
Modular Vacuum Furnace
DG: Where do you see Gasbarre having the strongest product offering?
BG: With the broad product line, we’ve got a few. The mesh belt product for sintering and brazing—we lead the industry in that. You won’t find a piece of equipment more suited for those applications, and we have an extremely knowledgeable staff for those. We have a hypercooler design for sinter hardening that has shown results that eliminate the need for additional heat treat, which I know can be a touchy subject with the readers here, but it is a pretty dynamic piece of equipment.
DG: But if it saves money for the end user, that is the key.
BG: Exactly. Also, our vacuum line is very unique in that we specialize in the multi-chamber systems. We can adapt to a wide variety of processes and different production demands. Work flows in and out of cells with our multi-chamber designs, and we can adapt to all of that. With our variety on the batch side, we can offer equipment that processes 500-pound loads all the way up to loads that are over 100,000 pounds. We can be competitive and technically competent in all of those areas.
DG: And your vacuum line?
Single Chamber Vacuum Furnace
BG: We offer both batch and continuous vacuum equipment, single chamber, and multi-chamber. Most of our designs, and where we are strong, is in the multi-chamber systems. We’ve developed a modular design that allows expandability and versatility for the end user. You can start with a single chamber and adapt in oil quenches or gas quenches. You can convert it from a batch system to a continuous system. The modular design gives people a lot of flexibility in what they can do. It also helps with maintenance, with how the systems are designed, so I think that has a lot of advantages for the end user that you don’t necessarily see in the market.
DG: And how about active markets, either markets you currently serve or markets where you see growth potential?
BG: Obviously with vacuum equipment, you get into aerospace quite a bit. The one that we’re excited about is the 3D printing. We’ve been working closely with a number of partners there. Binder jet companies are looking on the vacuum sintering side, and we’ve got expertise there. We have also gotten involved with some vacuum annealing for people doing direct metal laser sintering applications, and we’ve seen quite a bit of activity on that front. Obviously, it’s front and center in a lot of different ways, so we are looking to be very active in that market.
DG: If you’d like more Heat TreatRadio, it’s simple. Log onto the Google, then type in “Heat Treat Radio”. We’re the first thing that pops up. You can subscribe to Heat TreatRadio on iTunes or SoundCloud or you can find Heat TreatRadio on Heat TreatToday’s website which is www.heattreattoday.com. If you’d like to get in touch with Ben or learn more about Gasbarre products, you’re welcome to email me, Doug Glenn, at doug@heattreattoday.com, or you can email Ben Gasbarre directly at ben.gasbarre@gasbarre.com.
Don’t forget to nominate young professionals in the heat treat industry to be part of Heat TreatToday’s40 Under 40 Class of 2019. Nominations are now open at www.heattreattoday.com/40under40.
Extra support for this episode of Heat TreatRadio was provided by the Industrial Heating Equipment Association (IHEA), where leaders in the heat treat industry meet to give back to the industry. Find out more about IHEA and especially about their fall educational seminars on September 24 and 25 in Cleveland, Ohio, by visiting www.ihea.org.
This episode of Heat TreatRadio is the sole property of Heat TreatToday and may not be reproduced without advanced written permission from Heat TreatToday.
This episode was produced and mixed by Jonathan Lloyd from Butler, Pennsylvania, who is still engaged and waiting to get married. I’m your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Heat Treat Radio: Heat Treat Megatrends with Gary Doyon
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Gary Doyon, president and CEO of the Inductotherm Group, based in Rancocas, New Jersey on megatrends in heat treating. Inductotherm Group develops and manufactures advanced technologies, products, and systems for the heat-driven transformation of metals and specialty materials, providing localized manufacturing, engineering, service, and support in every region of the world through 40 full-service companies providing 50 individual product lines organized into 10 global brands. In addition, Doug asks Gary talk about a broad range of heat-treat related topics, including design change, electric vehicles, recycling materials, Brexit, immigration’s impact on U.S. manufacturing, a younger workforce, USMCA, and cybersecurity.
Click the play button below to listen.
Transcript: Heat Treat Radio: Heat Treat Megatrends with Gary Doyon
The following transcript has been edited for your reading enjoyment.
Extra support for this episode of Heat Treat Radio is provided by the Industrial Heating Equipment Association, IHEA, where leading companies in the thermal processing industry meet to discuss ways of advancing the industry. IHEA, on the web at www.ihea.org.
THERMPROCESS, the largest heat treating trade show in the world is just around the corner, as of the original airing of this Heat Treat Radio episode in mid-June 2019, and there is no better way to prepare for that event than to spend some time talking with someone in the heat treat industry who has a uniquely global perspective.
Hi, and thank you for joining us. I’m your Heat Treat Radio host and publisher of Heat Treat Today, Doug Glenn, and the gentleman we are talking to today has been in the industry for over 30 years and is CEO of over thirty metals-related companies around the globe, many involved directly in the North American heat treat market. You’d recognize many of the company names. Take, for example, Inductoheat, Radyne, Thermatool, Banyard, as well as Consarc and PVT. Today we’ll talk about international heat treating megatrends with our guest, Gary Doyon, president and CEO of the Inductotherm Group.
Before we get to Gary, let me remind you that you can keep current with all things heat treating by visiting Heat Treat Today’s website: www.heattreattoday.com or by receiving one of our many E-newsletters. You can subscribe by visiting our website. And, if you’d like more information on THERMPROCESS, that huge heat treat show I mentioned above, jump on your browser and go to www.thermprocess-online.com. You can also Google “Heat Treat Radio THERMPROCESS” and be taken directly to a previous episode of Heat Treat Radio where we interviewed Eva Rowe from Thermprocess.
DG: On today’s episode, in anticipation of THERMPROCESS, which is being held in Dusseldorf, Germany, on June 25–29, we’re going to talk with Gary Doyon, one of the most qualified individuals in the heat treat industry to discuss international megatrends. Our conversation is fast-paced and wide-ranging, covering topics as diverse as cybersecurity, immigration, the impact of electric vehicles on the heat treat supply train, and Brexit.
First, let’s learn a bit more about the man, Gary Doyon.
GD: My name is Gary Doyon. I’ve been with Inductotherm Group for 33 years. I started off in sales in Connecticut at a company called Thermatool and progressed up through operations. I took over a Thermatool group which was a number of companies and then eventually got into the management of the Inductotherm group which is some 40 companies around the world, and today my title is president and CEO of that group.
Global Growth of Heat Treat Industry
DG: First question for Gary: Geographically, where do you anticipate higher than average and lower than average growth in the heat treat world over the next 5 to 10 years?
GD: Geographically, I think the above average is going to be seen in the next 5 to 10 years in North America for sure, Asia—India especially, and Brazil if it can get its political identity issues under its belt. Not above average are Europe, Middle East, and Africa.
DG: In the above average group, you said, “especially India.” Why is that?
GD: India right now is a 6% GDP growth, year-on-year, and it’s going to grow up from there. If you visit India, you’ll see the infrastructure is poor and they are investing a lot in it. They are making a ton of cars. They are getting into the possibility of aerospace manufacturing of parts, land-based turbines, and things of that nature. They want to become more self-sufficient on all the infrastructure needs which means metal production of the utmost volume, and their foundry and steel-making businesses are rising incredibly fast.
Technology Trends in Heat Treating
DG: Let’s move from geography to technology. Where do you see above-average activity? And where below average activity?
GD: Technically, powder metallurgy and 3D printing probably have the largest potential impact on thermal processors from a disruption standpoint. The composition of the steels and metals used in 3D or powders affect the heat treating practices because what’s good for part making may not be good for heat treating. Today the regular methods of part making like forging or casting are cheaper in volume, but they are not as flexible in the design change of parts. I see that the pace of design change is slowing down, especially in automotive, because the automotive producers seem to be actually practicing standardization in power train and frame and engine programs, so this may mean that the flexibility of 3D powders is less valuable while volume producing by traditional methods will stay more economical. We’ll have to see what happens about that.
DG: Interesting. You say the pace of design change is slowing down, especially in the automotive industry?
GD: I believe that, yes. I believe that the carmakers internationally have decided to standardize and do less design changes which means it will increase the volume of parts per their vehicle spectrum. That’s good for thermal processors today because they may be able to use the same processes they have in place for years to come.
Environmental Concerns
DG: How about the evolution of electric vehicles?
GD: The evolution of electric vehicles I think will cause a shift in the types of metal parts that are heat treated. You will go to much more gears versus crankshafts, camshafts, and things like that. But it seems to me that the EV progress is going to be dictated more by the two larger issues. One is the ability to produce better battery technology for longer trips and for faster charges, and what comes with that is the faster you charge, the larger the electrical peak load is needed. The whole issue of the electrical grid sizing for peak load or how to charge for the higher demand charge that comes with rapid charging—this all remains to be seen. If they can’t get over those subjects, then I think EV evolution is going to be stagnated. Then there is the big one which is recycling of the batteries. As far as thermal processors getting into gear heat treating, etc, that may or may not elevate as fast as they may think, depending on these issues, in my opinion.
I think another technical/situational event that is happening is the worries of legislation on climate change. I think it may have an impact on the thermal processors, especially the gas-fired or the flame-type systems people. Despite the science that they’ve put in for minimizing any sort of output from those kinds of processes, perception is reality on furnaces. So, again, on that we will see what happens.
The other issue I think we should bring up is composites. I think composites will always have a place, but the recycling ability of these also flies in the face of climate change worries. The ability to recycle metals easily, in my opinion, will always be a natural positive for metals, which then affects metal processors.
DG: It sounds like environmental concerns will act more as a restraint than a stimulant on the growth of electric vehicles in the next decade, due primarily to the recyclability issue?
GD: I believe so. I think the excitement about getting into electric vehicles and composites causes a lot of upfront research and development, but then it hits into the face of the reality of the electrical grid, environmental considerations—the realities of living in America especially, where no one wants more power lines in their backyard, etc. In a lot of ways, it’s the same as renewable energies and how that stagnated a bit when people don’t want to have windmills in their backyard. I think these are real situations that could cause stagnation of these technologies for the next 5 or 10 years.
DG: Beyond 5 to 10 years, do you see us ultimately moving to electric vehicles?
GD: Yes, it’s inevitable. I think the race is going to be between creating good hydrogen or another fuel type of engine, and if they can’t do that economically, they’ll have to go to electric vehicles, no question.
Growth in North America Heat Treat Industry
DG: Let’s focus in on North America for a moment. Where do you see North America excelling throughout the next decade or two?
GD: If you want to talk about America, I think the real growth is in aerospace. The design changes in aerospace, especially in the jet engine, the turbines, the gearing components, and how these metals are made to get the weight out and how they’re heat treated to give the fatigue strength and the strength that it wants for that application. I think automotive trends will still likely be led by American companies, both the traditional companies and others like Tesla and Rivian. I think that’s another important consideration going forward. As far as America goes, leadership, medical devices, medical procedures using electron beam laser therapies, induction—these are technologies used by heat treat processors. These will be led by Americans and this is a new business for some of these companies to get into at the end of the day. I believe firmly that manufacturing will keep returning to the U.S. as the trend towards these fair trade raises the want to invest in America in manufacturing. The renewed interest in good jobs that you hear from politicians also bodes well for America’s growth.
DG: Which driver do you think is more important for America’s growth: low energy costs or the political trade climate?
GD: I think the political trade climate is absolutely the most important thing. If you take China, for instance. I look at the China trade war as not really a war, but it’s finally heightened public discussion on what should have always been happening and that a continued robust negotiation between the U.S. and China on specific trade items should have been happening and is happening now. I think the U.S. is putting their foot down harder than we have before. Once that settles down, I think a better trade situation benefiting both countries can become a reality.
As we continue below, we’ll talk about some really interesting topics such as Industry 4.0 and the big warning that Gary has for companies getting involved, as well as cybersecurity and working with the younger generation. But first, a special thanks goes out to Anne Goyer and all of the good people over at the Industrial Heating Equipment Association (IHEA) for their support of Heat Treat Radio. In case you didn’t know it, IHEA provides top caliber training for many of your heat treating needs. In fact, on September 24th and 25th, IHEA is bringing three of their most popular training courses to the home of the rock and roll hall of fame, Cleveland, Ohio. Whether it’s their combustion seminar, their safety standard seminar or their process heating seminar, someone on your heat treating team will find one or more of these seminars valuable. You can find out more about these seminars by visiting IHEA’s website at www.ihea.org.
DG: I next asked Gary about how the heat treat business world has changed over the past decade. Here’s what he had to say:
A Decade of Changes in Heat Treating
GD: One, I think customers have far less technical staff than they had 10 years ago and that pushes companies like ours to offer much more services and technical support and maintenance throughout the life of the machinery that we sell.
I think that a huge issue is the legal issues forcing companies to pay more attention to terms and conditions and safety and contractual issues. I think that has become much more prominent over what, when I was younger, the handshake type climate of 20 years ago.
Industry 4.0—and Over-Digitization?
I think that the push towards Industry 4.0 has companies approaching us wanting a lot more automation connectivity while simultaneously, they want to increase the digitization of data. This trend towards smart factories could provide a rush to provide a lot of data without understanding if it is productive or not, and that could lead to a very costly system and mass amounts of nonproductive data. This happened in the early days of ERP and ISO implementation, and I see it happening again.
DG: Perhaps we are swinging too far with data collection and collecting data just because we can.
GD: Yes, usually what happens, I think, is that companies that are not used to data collection will hire people that are used to data collection and so they won’t be as concerned about getting the key points of their process to make sure the process is robust, but they want to just capture every piece of data. That is a very costly thing for people to both implement on the machinery and implement on their factory floor. I think people should measure twice and cut once, and you should really think hard about what your goals are before you lay out that smart factory.
The Industry 4.0 was driven by the Germans back in the mid-2000s, and in a lot of ways, it was driven to give a competitive edge to European companies over low-cost countries like China or India. The thought there was that their advantage in science and computerization would give them the ability to have a factory with far fewer people or more knowledge. It’s been a top-down approach pushing different manufacturers into the Industry 4.0 so they can get this production data. I would believe that heat treaters would be very concerned about people coming in and telling them they need 30 data points on every part that they make when only 15 are relevant to the quality of that part. I think that is tantamount in what the heat treaters need to push back on, which is information that is useful and productive versus information for just information sake.
They will say to us, “Okay, on this crankshaft, we need these 40 data points,” and they will force people to do that. Then we will say, “In order to do that, we have to destructively cut every fifth piece, we have to do this, we have to do that.” And then they will say, “No, no no, this is what our R&D people want, so you have to do this.” Then we’ll say, “OK. This is the cost to do this. What do you want for maintenance?” And they will say, “Well, for maintenance, we don’t want to have anybody that knows about the machine, so we want you to prepackage all of the power supply in three boxes so if there is a problem with part of the power supply, you’ll take this part out and just slip a new part in—without having maintenance intelligence.” And we will say to them, “Well, okay, we get that, so instead of a $500 capacitor, now you give us 30K to redo the inside of the power supply.” That’s where their engineering and production people want to push you. Then you get with purchasing and the purchasing person says, “What are you talking about? We aren’t doing any of that. We want the lowest cost equipment and a $500 capacitor; we don’t want to have ‘the works in the drawer.’”
I believe we are at this cross point. In Germany, because they invented Industry 4.0, they put a lot more muscle into this, and I think that’s why some of their competitive disadvantage is happening. If you come into America, they are asking for it, but they’re not killing you yet, but they’re going to.
Remember when ISO came in and everybody made the same mistake with ISO. They let the ISO auditors tell them that they needed to document every little thing they did in their entire company, and most people’s companies got brought to a standstill. Over time, they developed it down to just the most important things you needed for processes, and then your plant ran better. That is where we are right now in some of this Industry 4.0. I don’t want to sound too negative because it has a lot of positives to it, but the implementation of it will make it or break it, for sure.
DG: But that is the way new technologies are adopted. It’s like when a child gets a new toy for Christmas, the first several days they spend 100% of their time with it because it is shiny and new, but later on they either forget about it completely or strike a more sensible balance of when to play with that new toy.
GD: That is 100% correct. But if you’re setting up a $100 million factory, and you get it wrong, that’s a big problem.
Lower Costs and Customer Support
DG: Let’s jump back to the question about how the heat treat business world has changed over the past decade. You mentioned customers have far less technical expertise. You mentioned the more litigious environment that we live in and the importance of those terms and conditions. And then the demand for data and the emergence of Industry 4.0 and perhaps our somewhat mindless collecting of data. Does anything else jump to mind?
GD: I think the difference between companies that are so-called full-service companies and ones that aren’t is a huge issue for heat treaters to be selecting equipment from. One of the negative trends has been a huge separation between engineering and production departments and purchasing departments, especially in the larger companies. That puts more emphasis on price than the real needs of what that company looked for, and in the short-term, that can favor the price-leading suppliers—on the short run, the people that give it a lower price. But in the longer run, these customers need support. They just don’t have the people in there, and it cannot serve them well if they don’t work with the right company.
Geopolitics and Trade
DG: Let me throw out some geopolitical names and tell us what pops to mind. Brexit—
GD: I don’t think Brexit has very much effect. It certainly is not going to affect the way the media says, because at the end of the day, I believe European Union regulations have added costs and dissuaded innovation in Europe, therefore I believe Brexit is good for the British because it possibly leads to more pressure for other people to leave the union, and they’re going to open up to have less regulation and cost. It is very costly to do business in Europe.
DG: China. Any additional thoughts on China?
GD: I think China is a huge trading partner for us today, but I think it’s going to be a much more equitable one in the future, once we get over this short-term tension between them and once we get our “win-win” attitudes in line with each other, I think it’s going to be a phenomenal trading partner going forward.
DG: North Korea.
GD: I don’t think they have any effect on us today economically. It could become a new market in the future, but today they have no effect on us economically whatsoever.
DG: How about Venezuela?
GD: When I was younger, Venezuela was a serious energy player. We sold a lot of equipment in Venezuela and Venezuela was obviously one of the major energy exporters in the world, so reviving their economy and becoming a market, if they can do that, I think would be good for especially the South American hemisphere area. But, unless they get their political stances straight, they’re just going to remain where they are.
DG: Brazil?
GD: Brazil sort of lost its way in the last couple of years from a manufacturing standpoint and a socialist trend in Brazil took away a lot of the desire to invest in Brazil. They had lots of union issues, a tremendous amount of union issues, especially with things like pensions and extra costs like that. And then secondarily, their stance on imports and how they stop other countries from exporting to Brazil has turned off a lot of people from investing in Brazil. The new president there says he’s going to bring back fair trade, and if he does that, I think Brazil could become a world player again.
Immigration, Labor, and Retaining Younger Employees
DG: Let’s talk for a minute about U.S. immigration and how it’s impacting your business and the heat treating economy generally.
GD: U.S. immigration is mostly a southern border issue, in my opinion, and it is mostly an issue with people from South America, not really people from Mexico. I think this has to be worked out by Congress, and Congress is just being silly in the view that it isn’t an issue. It’s been an issue for 40 years, and they have no answers for it. I think we have to have a system in place, as we have for years and years and years, and outside of asylum, anybody that wants to come in should enter through this system.
DG: How about the U.S. labor market for you? And what are you hearing from your customers regarding their ability to find qualified workers?
GD: For my customers, I hear that all the time. I have been with this company for 33 years and many of the people that are in our group have more years than I do. I think we have 3200 in our group and I would say half of those employees have over 12 or 15 years with the company. One way we’ve been able to hang onto people is, by having 40 companies globally, we give the people the opportunity to travel to these companies or relocate to another area of the U.S. or to another part of the world. I think if you can keep the younger people challenged, give them this ability to try another area of their life, pay them fairly, and most importantly, if you can show them a future through a well-developed succession planning effort so that they think they have a chance to get promoted in the future, I think they’ll stay with you for a long time.
United States-Mexico-Canada Agreement (USMCA)
DG: Let’s talk about two more topics. The new North America trade agreement—USMCA—and then cybersecurity. What are your thoughts on USMCA?
GD: I think the USMCA, the way I understand the legislation, is that a big part of it is raising wages in the lower cost areas of Mexico, and I think evening the wages out will even out the flow of trade between the three countries versus just flowing to the lowest cost country because of the low wages. Personally, I think that wage increase is a good thing. Henry Ford proved that out a long time ago when he gave his workers unheard of type wages. I think that at the end of the day, it will create a better middle class and that feeds into the economy like a gas pedal and becomes self-sustaining, even if inflation rises a few percentage points. I think people shouldn’t buy the media hype about things like robots doing away with a lot of jobs in the United States. To me, all this talk stems from academics and politicians who haven’t spent much time of their life in the business. We have a situation right now where our unemployment is below 4%, so that means that most people that want to work are working. How do you grow that economy? I think you grow that economy by paying people more money and then they can use that money to buy what they want and it becomes a self-fulfilling prophecy.
Cybersecurity
DG: Last question: Cybersecurity—What are you seeing?
GD: We’ve seen a tremendous increase in email intrusions with people tricking our customers into remitting payments to scammed accounts. This is especially bad because it strains our relationships with our customers. At the end of the day, there is no clear person to blame: it is this unknown person on the internet. As an example, we had a customer recently that gave us a $900,000 down payment, and he remitted it to a bank account that he had received on a scammed email where they had taken our invoice that we had put into the email, and they had changed it to their bank number, and so the $900,000 was put into that scammer’s bank account, and they withdrew about $120,000 of it before the proper government officials could shut it down. We have got that back now and there have been some arrests made, but I can think of 20 or 30 of these situations happening just in the last 5 or 6 months.
DG: Have you changed the way you do business because of it?
GD: Yes, what we’ve done is we’ve gone out to try to tell our customers that we will no longer put any sort of remittance information in email form anymore. We will only do that in an encoded or encrypted manner which we will send directly to their accounts payable people. We will also duplicate a message to them of what the bank they should be using is, not the account number and what have you, and so when things line up correctly, they should remit the payment. Otherwise, they should treat everyone that has some skeptical information, and not pay us. We’d rather not get paid than give it to a scammer.
The other problem I see on cybersecurity is again going back to Industry 4.0. I think the people that are trying to implement this smart factory, or what people like to call “the internet of things.” It is a highly digitized handshake between machinery and then up and down to management, from shop floor management all the way through upper management of the company. These are easy targets for pirates. I think that’s an important thing to think about. Most companies do not have the capabilities of really protecting themselves from these kinds of threats, so I think simpler is better in any of these areas.
Just as a little bit of color, I am an autonomous vehicle skeptic and I am this way for two reasons: One is that the sensors needed for these truly autonomous vehicles and roads being all autonomous and transportation being autonomous, they’re definitely not good enough yet in all weather conditions. But I think the most important thing, unlike airplanes where you can afford to have multiple systems, people are never going to be able to afford a vehicle that has multiple computer systems. I think the potential for hacking, for economic reasons, political reasons, and terrorism reasons are just because some bad behavior on some kid in his back yard can affect this autonomous vehicle information grid. I have my doubts about autonomous vehicles because of cybersecurity.
DG: Gary was very gracious with his time and answered a boatload of questions, many of which were able to include in this podcast. You’ll notice that I asked Gary to keep this noncommercial, so he hardly ever mentioned any of his company names or any specific products. We would, however, like for you to know, that Inductotherm Group is exhibiting at THERMPROCESS and GIFA in Hall 10 Stand B42 which perfectly straddles both of those shows. If you’re headed to Dusseldorf this year, I’d strongly encourage you to stop by and meet Gary and take a look at all the products he so politely refrained from mentioning in this podcast.
If you’d like to get in touch with Gary Doyon, feel free to email me directly at doug@heattreattoday.com and I’ll put you in touch with him.
If you’d like more Heat Treat Radio, you can simply Google “Heat Treat Radio”. Believe it or not, we are the first thing that comes up. Apparently, no one else is using those three words. From there, you’ll be able to link over to our website where you’ll find 18 other Heat Treat Radio episodes, including one on Inductotherm founder, Hank Rowan. Also, if you have a topic you’d like to see covered on Heat Treat Radio, please contact me directly by email. Again, that’s doug@heattreattoday.com.
Don’t forget that additional support for Heat Treat Radio is provided by the Industrial Heating Equipment Association (IHEA), where technical training is on the schedule for this September 24th and 25th in Cleveland, Ohio. Check out their website: www.ihea.org and learn more about the combustion seminars, safety and standard seminar, and their process heating seminar.
This and every other episode of Heat Treat Radiois the sole property ofHeat Treat Today and may not be reproduced in part or in full without prior written approval from Heat Treat Today.
Jonathan Lloyd from Butler, Pennsylvania, produced and mixed this episode. I am your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: George Smith and Dan Graham
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with George Smith and Dan Graham from SBS Corporation, based in Sarasota, Florida. SBS designs and engineers high-performing heat treatment solutions, including heat exchangers, filtration systems, and monitors. This episode will be especially interesting to companies who are wanting to dip their big toe into the Industry 4.0 or Internet-of-Things swimming pool but have been afraid to do so because of their cost or lack of organizational expertise. This episode introduces a relatively new product on the market that is specifically designed for entry-level applications.
Click the play button below to listen.
Transcript: George Smith and Dan Graham
The following transcript has been edited for your reading enjoyment.
“If your maintenance had the ability to monitor everything in your shop — 24 hours a day, 7 days a week, didn’t eat, sleep, or take a break — how much would that guy be worth to you? Probably quite a bit! Now, if you could also simultaneously record every data point from each sensor in your shop by the minute and then call, text, or email you date, time, and set-point readings, I think he’d be worth a lot more.” ~ George Smith of SBS Corporation
Thanks for joining us. I’m your Heat TreatRadiohost, Doug Glenn, also the publisher of Heat TreatToday, which you can find on the web at www.heattreattoday.com. The above was George Smith. George is one of two people we will talk to on this episode from SBS Corporation about their new entry-level and fully expandable monitoring system.
We’ll get back to George and our other SBS guest, Dan Graham, in just a few moments. But first, let me remind you that Heat TreatTodayis ready to help you do heat treating better. Our editorial content is targeted at manufacturers with in-house heat treat shops, especially in the aerospace, automotive, medical and energy sectors as well as general manufacturing. Heat TreatTodaybelieves that people are happier and make better decisions when they are well informed. And it is our passion to help you be well informed. We also like to inform you in ways that are current, like podcasts and targeted e-newsletters. You can subscribe to any of these services on our website. Take some time and check out the information we are providing and feel free to subscribe to any of the services we are offering. Go to www.heattreattoday.com/subscribe.
Doug Glenn (DG): Now let’s get back to our guest. Here is George Smith again, followed by Dan Graham, introducing themselves. Both of these guys were members of Heat TreatToday‘s inaugural class of 40 Under 40. First, here is George Smith.
George Smith, general manager at SBS Corporation
George Smith (GS): I am George Smith, and I am the general manager at SBS Corporation. I have been with the company for 6 years, and it is owned by my family.
Dan Graham (DGr): My name is Daniel Graham, and I have been with SBS Corporation since 2015, and I am the director of technology. I joined SBS as an intern at the tail end of my college career at Rollins College where I studied international business.
DG: Here now is George Smith expanding on his earlier description of the product SBS calls Watchdogg.
GS: [recording] “If you could also simultaneously record every data point from each sensor in your shop by the minute and then call, text, or email you date, time, and set-point readings, I think you’d be worth a lot more.” With Watchdogg, that’s exactly what you’re doing. The Watchdogg’s monitoring system monitors, records, and alerts the appropriate employee when a problem is going to happen before it actually becomes a problem. This can really apply to anything, whether that’s humidity in quench oil, low flow going to a heat exchanger or an over-temperature situation. Any place that you have a 4-20 mA signal available or a place to put a transmitter, you can monitor in real-time and predict what is going to go wrong.
Daniel Graham, director of technology, SBS Corporation
Just a quick example: In the middle of the winter in the Midwest, you’ve got a cooling fan up on your roof. Nobody is going to go check on that fan, but if it’s vibrating too much or pulling too many amps, that can be a sign that the bearing is going bad, so that fan is going to go soon. Watchdogg would text, call, or email you before that breakdown occurs based on those two things. So, if there is anything in your shop that can break down and cause a complete shutdown in production, the Watchdogg is perfect for you.
From the Beginning: SBS Corporation
DG: I have not typically associated SBS Corporation with this type of equipment, so if you don’t mind, give us a brief history of SBS, and what I think most people would typically associate you with, and then tell us about how you transitioned into something like Watchdogg.
DGr: SBS typically provides heating, cooling, filtering, monitoring, and safety equipment for the heat treat industry and we have been since 1974. Our flagship product is the Quench Air which is a quench oil cooler. It can be seen in nearly every major heat treat [shop] in the U.S., and we regularly sell our equipment in 38 countries worldwide. We started in Rochester, Michigan, and recently moved our manufacturing facility to Sarasota, Florida.
So, why text? We thought this was where the world was heading. Trying to find useful data to protect potential problems. Right now we have a product called the Aqua-Sense. This system detects humidity in oil and alerts via strobe and light when humidity is at unsafe levels in quench oil, so it is a local alarm. So, we kind of dipped our toes into technology, but as we looked at that product, we thought, “Wouldn’t it be cool if you could get a text instead? Why do you need to be in the same room as the Aqua-Sense to get the alert?” In our research, we could not find any supplementing systems that could simply alert by text that was industrial, inexpensive, and reliable, so we just developed our own system.
DG: How long has the Aqua-Sense product been on the market?
DGr: Maybe 7 years.
DG: So basically, the Aqua-Sense was kind of the springboard that at least provided the impetus and the idea to go from an Aqua-Sense, where you’re basically monitoring one or just a couple of specific items, to be able to monitor a lot more and be able to send out text, or I suppose, you can communicate in whatever fashion you want, whether it be text, emails, or whatever, correct?
DGr: Correct. All of that is customizable. You can say – this person gets a text, this person gets a text and an email, and maybe the maintenance manager would get a text, an email, and a phone call.
DG: George, you mentioned this is a family business. Tell us a little bit more about you, and especially since both of you guys were in the inaugural class of Heat Treat Today’s 40 Under 40, it would be interesting to know how you got involved with the industry.
GS: I grew up building our product so I’d come in and spend my summers putting together heat exchangers, and became real familiar with the industry at a really young age, so it was kind of just a natural mesh when my dad called me one day and said, “Hey, will you come in and work for the family business?” I was actually working as a wetlands biologist at the time, and I was in a swamp, pretty close to an alligator when he called, and I thought, “You know what? Sure!”
DG: How about you, Dan? What’s your quick history?
DGr: George and I actually went to the same college and that’s how I got to know him. I finished a couple of years after he did, and in order to finish my degree, I needed to complete an internship. I was having trouble finding internships that I was interested in, and so I gave him a call and he had an opening for me. So I started working ay SBS, finished my degree, and haven’t left.
In-House Heat Treat Shops and Watchdogg
DG: So let’s try to dig in a little deeper. I know you guys have mentioned how companies, to a certain extent, might use Watchdogg. Most of the people who are reading this are going to be manufacturers who have their own in-house heat treat. So, they’ve got dedicated furnaces and things of that sort. How might they best use this? What is typical?
GS: This is a way they can bring their old pusher furnace, vacuum furnace, or whatever they’re using, and bring them right up into the 21st century. This is a really easy system to install on any existing equipment, and then you can monitor everything from your cellphone—like temperatures, vibrations, methane levels, I mean really anything that you can send a 4-20 mA signal with, and there are thousands of applications for that. If something is starting to go wrong anywhere on that furnace, you’re going to get a text message, and it’s going to tell you exactly where something is going wrong.
We have a customer in Tennessee that has rotary furnaces and if those rotary furnaces stop spinning, they basically “banana” and that is a $120,000 shop breakdown. If you can’t get a guy in there with a hand crank right away to get that furnace turning, [then] to save a power outage or for whatever reason a belt breaks, we can send a message out to all those guys that need to grab those hand cranks and get over there. You’re going to avert a very expensive breakdown.
DG: Because people may not be thinking along these lines, let’s give people a sense of what the different types of things that you can monitor. George, you’ve already mentioned some. You’re talking obviously quench oil humidity as one and about flow of liquids, etc. Give us some examples of the more common ones.
GS: Temperature, pressure, methanol levels, proximity sensors, level sensors—there are kind of endless possibilities for it. What we’re doing right now at our shop is using one to weigh our bins so that we know when we’re getting low on certain long-lead items. When we get down to 45 pounds of ¼“-20 bolt, we know to order that, and we get a text message that reminds us to.
DG: That is very interesting and a cool way to do that. So it’s almost inventory control as opposed to process control.
GS: Right!
DG: So how many inputs can Watchdogg take? How many things can you monitor with one unit, or are these units serial? Can you connect them?
GS: You can connect them, but each actual bay station has twelve inputs available. For example, on our filters, we do pressure, temperature, humidity, and then you can get basically a scheduling of when you’re going to need to change all your quench oil filters in your shop. We can send a warning saying these are the ones that are coming up next.
Entry-Level Connectivity to the Internet of Things
DG: There are other companies that are coming out with stuff like this, right? Remote monitoring type of stuff, and we won’t mention names here because we’re not talking about them. But I’m sure a lot of our readers would know who those companies are. How does the Watchdogg differ from those products?
GS: The Watchdogg is industrial, but it is also a low-cost monitoring system. We’re going for people who are just getting into the industrial internet of things. We found in our research that typical systems of our competitors were much more expensive, or the home monitoring systems that would be lower cost couldn’t handle the transmitters that we would require in these facilities.
DG: It is safe to say it’s really a nice entry-level product for someone who might want to get started in this area?
GS: It’s one that you can grow with. The more that you add, you can work towards having your entire shop connected. You can start out with 12 different points; we call them failure points, which are basically those points in your shop where if something goes wrong there, it’s going to shut down production. The question is, what are the most important things that can go wrong, and then what transmitters can we use to predict a problem there? From there you can expand out to doing your filter maintenance or dissolve solids in quench oil.
DG: So basically anything you can measure that has a sensor that is going to put out a 4-20 mA signal.
GS: Yes, it’s going to capture that signal if it’s out of the normal range and it’s going to send you a message. But it’s also going to data log all of that, which brings us into Nadcap. You don’t have to have the guy with a clipboard. There is an unlimited amount of data that it can store and it’s also going to grab it when you want it, whether you want it grabbed once every minute or once every hour. It’s all adjustable. It also gives you a very friendly to read graph.
You can also cross-reference. Let’s say there is a correlation between the humidity in your oil and the temperature of your oil. You go onto the site, you click your temperature, you click your humidity, you pick your date range and it graphs them right together for you. So you can go back 2 years and ask, What temperature was my oil at 1:00 in the afternoon on December 24, 2017? You can go right to that day and figure out what each transmitter was reading.
Storage, Users, and Support
DG: So you said that it’s unlimited storage of data?
GS: Yes, it is unlimited storage.
DG: Now that tells me that it is cloud-based.
GS: It is cloud-based. It is stored on a local server in a secure facility which is protected by an SSL, multiple firewalls, and it is off-site from SBS.
DG: How about the number of users that can be on this?
DGr: Also unlimited. 15 or 1500. The idea is that it’s a safety device. You ought to be able to reach out to as many people as possible if something bad is going to happen.
GS: Let’s say, for example, that you’re reading all of a sudden that you’ve got a bunch of water in the bottom of your quench tank. Well, why don’t you let everybody in that building know to get out of there?
DG: Yes, right. I assume that you can customize. In other words, you’re not going to be sending one message to everybody all the time.
GS: No, you set up each transmitter individually. You put in a list that can call in sequential order or it can do a blast call where it just calls the entire list at the same time or texts and emails at the same time. When you do the sequential delivery, someone can actually acknowledge it as “I’m going to fix that problem,” and it will stop calling the rest of the list. And it also records who said, “I’m going to fix that problem”, who acknowledged that alarm.
DG: You guys are selling this domestically, North America, internationally? What’s the market area?
GS: We’re selling the cellular data-based one just in the USA. The Ethernet-based we’re selling internationally.
DG: What’s the difference between those two?
GS: The cellular has a cellular card in it that works like your cellphone, so you don’t need an internet connection. If you don’t want to run internet out in your heat treat, you can use a cellular-based one, which is dollars a month for the cellular subscription. The Ethernet has to have an Ethernet cable run to it.
DG: And you’re able to support this, I assume, remotely?
DGr: Correct. We have our site, which grabs all these points. You see your heat treat, you see all your sensors, you see where you’re at and a very easy to use website. That’s where you go to set up all your transmitters. So basically you connect power and the 4-20 mA signal to the Watchdogg box, and then you go online and you say, for example, this is going to be humidity, so it will be 0 – 100%. You put in 0 – 100%, 4-20 mA signal, and you want this to alarm when it hits 50% relative humidity—that’s halfway to having liquid water in your oil. Then you hit “Apply” and that sensor is up and running. These things take a matter of minutes to set up.
Let’s talk about difficulty of use. This is such an easy-to-use system. I think people tend to be intimidated by the Internet of Things or having web-based monitoring. It can be a scary word to a lot of people. This is a really simple system. My 70-year-old father went ahead and set his own up, and he is not a “techy” by any means. It takes minutes to set up. It arrives basically as plug in and play. You plug it into the wall, you plug your sensors in, and then we walk you through set-up online. With the customer’s permission, we can access their pages and walk them through setting up transmitters. The website itself really walks you through that on its own. It is very intuitive. Each transmitter takes about 3 minutes to set up, so if you sat down for a half hour, you could have your Watchdogg up and running.
Where Watchdogg Is Headed
DG: What are you planning for the future? What’s in the offing here?
DGr: We’ve talked about keeping the data storage on site, so having a dedicated server in the customer’s facility. Some people just don’t want that information to leave, no matter what. That’s something we see in the future that we’re working on currently. Something else that we have been working on is really meshing this Watchdogg with a customer’s current control panel. This is something that we see pretty soon in development. Basically, we would create like a middle man almost that would split the 4-20 mA signal so that you could use the Watchdogg and your control panel at the same time, using your existing 4-20 mA signals that are coming back to your main control panel on your furnace.
GS: We’re also working to improve our products, integrating Watchdogg into all of the equipment that we’ve already built—our Quench Air heat exchangers, filters, sand separators, scale removal systems.
We hate just having a light on the wall. We were at a heat treat a couple of years ago and they had one of our filter systems and somebody had put a rag over the alarm horn on it because it was annoying. Nobody knows when that filter is full because they can’t hear it go off. So instead, let’s text the maintenance manager and give him a heads up when he’s got 2 days before he needs to change out that filter bag and then we’ll send him another note when he needs to change it. That way he can schedule it ahead of time.
This is all about avoiding breakdowns for our customers. The most costly thing that can happen is having a breakdown. That was our whole focus in designing this—How can we stop breakdowns from occurring?
DG: Are you enjoying the development of it, and are you happy with how it’s rolled out so far?
GS: We’re having a lot of fun with it. We’re constantly wondering what else we can do with it as it has so many applications—in our own shop, much less customers calling saying, “You know, I’ve got this in place and it’s got two more slots open on it, can I do this . . . ?” Then we get to figure out how do they do that, and then in 99% of the cases, our answer is, “Yes, you can do that!”
We had a customer that wanted to monitor his methanol. He called us and said, “Can I do that? I’ve got a methanol transmitter.” We said, “Absolutely!” So he plugged it in and now he’s monitoring his methanol.
DG: Do you tend to find people that will buy it, plug in a couple of things, and then find other things to plug into it because they like it so much?
GS: Yes, exactly. Anything you can think of. Like I was saying with our 4-20 mA scales that we’re using, that wasn’t the intended, original use for this, but we’re not running out of parts that we need!
DG: That’s a relatively innovative approach to it, I think—even inventory control! That’s pretty cool!
So if you’re in a company that is interested in moving into the 21st century and are looking for a fully expandable monitoring system to introduce you to the internet of things, this Watchdogg system from SBS Corporation might be just the ticket. For more information, you should go to www.sbscorporation.com or contact me directly at doug@heattreattoday.com and I’ll introduce you to George Smith or Dan Graham.
You can find more Heat TreatRadio episodes by googling Heat TreatRadio. Believe it or not, we’ll be the first nonpaid thing that pops up. You can also subscribe to Heat TreatRadio on iTunes or SoundCloud. Don’t forget to visit our website frequently. We post one new piece of heat treat information every weekday. You can subscribe to our daily e-newsletter or you can subscribe to our growing number of industry-specific heat treat e-newsletters like our Leaders in Aerospace heat treat monthly e-newsletter, which will debut soon, if not already. We’ll also be introducing a similar version for our automotive industry heat treaters as well as our medical and energy heat treat readers. Watch for them in the near future. Also, since we know that you can’t solve all of your own heat treat problems, feel free to reference our list of heat treat consultants on our website or by googling heat treat consultants. We should be one of the top 2 or 3 results that pop up. Or you can simply type www.heattreattoday.com/consultant into your browser.
This and every other episode of Heat TreatRadio is the sole property of Heat TreatToday and cannot be reproduced without specific written permission from Heat TreatToday.
This episode was produced by the recently engaged Jonathan Lloyd of Butler, Pennsylvania. Congratulations, Jonathan! I’m your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Jim Oakes
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with Jim Oakes from Super Systems, Inc., based in Cincinnati, Ohio. SSI develops and manufactures products for the thermal processing industry, including probes, analyzers, flow meters, controllers, software solutions, and engineered systems. Jim Oakes of Super Systems corrals the data about data and makes sense of its use in the heat treating world, covering topics that include the evolution of data collection, sensor technology, data collection for preventative maintenance, operational benefits of data collection, Super Systems data capture explained, the Cloud and security.
Click the play button below to listen.
Transcript: Jim Oakes
The following transcript has been edited for your reading enjoyment.
On this episode of Heat TreatRadio, we’re discussing data. If there is one thing that is significantly changed in the Heat Treat world in the last decade, it’s the quantity and quality of data. What the heck do you do with all the data? How do you collect it? How do you decide which data sets the capture and after you capture them, how can you learn anything from them? Data, data everywhere, and not a drop to drink!
Welcome to Heat Treat radio. I am your host and publisher of Heat TreatToday, Doug Glenn. Today, we’re going to talk to one of the industries leading authorities on data, Jim Oakes from Super Systems Inc. But before we do, why don’t you take a little cyber trip over to www.heattreattoday.com and see all the data we have there? We’ve got aerospace heat treat data, we’ve got automotive heat treat data, we’ve got medical heat treat data and energy heat treat data as well as general manufacturing heat treat data. In fact, we’re adding at least one new piece of heat treating data every day. On Tuesday, we publish technical content. We call it ‘Technical Tuesday. If you’re a manufacturer within in-house heat treat, we’re pretty sure you’re going to find www.heattreattoday.com really helpful.
Before we get started, here is a word about this episode’s sponsor: Today’s Heat TreatRadiois brought to you by Dry Coolers, designers and builders of industrial cooling systems and the professional engineering services surrounding those systems. As a leader in the heat treat industry for decades, they’re located in Oxford, Michigan and supply cooling systems for the aerospace, automotive, medical and energy industries, plus many others. If you have any industrial cooling needs, call Dry Coolers. You can find them on the web at www.drycoolers.com or by phone at 800-525-8173.
Doug Glenn (DG): Let’s get started on today’s topic — data. Our guest is Jim Oakes from Super Systems Inc. Hi, Jim. Take a minute and introduce yourself to our listeners.
Jim Oakes (JO): Hi, Doug, this is Jim Oakes with Super Systems. We’re a technology provider for the heat treating industry. We focus on sensors, controls, and software for the thermal processing and heat treating industry, and we’ve been doing that for over 20 years now.
DG: Jim, how many years have you been in the heat treat industry?
JO: 15 years.
DG: Over the past 15 years, what impresses you about the way we are using data now as opposed to the way we used it back then?
JO: Well, a couple things, actually. My introduction to the industry was actually longer ago than 15 years. I started in an internship, and oddly enough, at that internship — it was for a technology provider in the heat treating industry — I was involved in doing data capture from a PLC at a Timken plant in Gaffney, South Carolina, and that was 25 years ago. Data acquisition has been happening not just in the heat treating industry, but in manufacturing for a very long time. What’s really been changing though, if you look at the last 10 to 20 years, is that the technology is lending itself, because of cost, both from a storage standpoint and processing standpoint, to really being accessible everywhere. You have more information that is coming out of microprocessor controls or PLCs or programmable logic controllers throughout the shop floor. Whether it be a piece of thermal processing equipment or a cooler or anything that is on the shop floor, we have tons of information that is becoming available. Before you might have been worried about how you would store all that information, but that is a thing of the past. The amount of information, and actually making sense of all of it, is where the challenge lies today, certainly not collecting it.
The Evolution of Data Collection
DG: Ten years ago, are you seeing us collecting anything now that we didn’t collect then? Are we collecting more stuff than we were collecting back then, and if so, what are we collecting now that we weren’t collecting before?
JO: That’s a great question, Doug, because back then a lot of the data was very specific and focused on process-related information. Now, there is additional data that is being collected that can be used for some predictive modeling, if you will. It’s not just proof of process that meets the industry requirements. Your customers were expecting that if you used a heat treatment process, then you had to really prove you performed that. Well, that’s a thing of the past. Of course, any data acquisition system that you have today, or anything data-related is going to provide you with that. But now there is more data, so on any day, in any heat treat facility, captive or commercial, I’d say there are 750,000 to well over a million data points that are being collected. Honestly, most people don’t even know that they’re collecting all that information. Their laser focus is on that one specific requirement. All that information that you can have is coming from these microprocessors or PLCs, so the amount of information today versus what you were gathering way back when is really one of the biggest differences.
DG: What are some of the technologies that have driven that change so that now we can collect more?
JO: A couple things. Standardized protocols have been around for capturing data, so you have to have a mechanism to get the data from all of these different pieces of equipment. That’s one piece. It’s existed for a long time. But if you think about it, if you take the shop floor today versus 10 years ago versus 20 years ago, there is a PC everywhere now. You have a networking infrastructure that exists that maybe wasn’t there 20 years ago. Maybe you had a limited number of people that would be able to absorb that information and utilize it. Today, everyone is using a computer. Everybody is using a hand-held device. Now, all of a sudden, that information is readily available to lots of people, and that’s where the difference is. Not only do you have the networking infrastructure on the manufacturing on the shop floor, but you also have the technology that is available to everybody. Computers are everywhere.
Sensor Technology
DG: One of the contentions I have is that the reason we’re able to gather so much more data now is that we’ve had advances in sensor technology. Maybe you can address this a bit. I think there are things we are capturing now that we weren’t even able to capture before because of advances in sensors, whether it be IR sensors, or whatever.
JO: Yes, you’re right, Doug. If you look at the amount of information that is readily available, it is because of the technology that is available to capture it. There is all this sensor technology, whether it’s a limit switch identifying a basket or a tray moving to a specific location, or an infrared device that is used maybe for just measuring temperature on the outside of a furnace shell or an infrared analyzer used for analyzing the gas inside the chamber where the parts are being heat treated. Now you have the ability to take that additional information and use it for a decision making process.
And now you have all this data. Nobody is concerned about the amount of information you’re storing. Nobody ever says, “Well, we’re not going to have that much space.” The problem is people and time in actually evaluating all of the data. No doubt, using a sensor to monitor vibration of a pump or motor, or looking at the current usage, or looking at gas usage — the list goes on of the amount of information you can gather and this is because the cost has gone down. Each of those specific devices are now lower in cost and reasonably achievable from a data capture standpoint.
DG: We might describe it as to say something like: In the past, we used to put all the sensors inside the furnace, as you mentioned, to validate the process and things of that sort. It seems now that, because of cost of sensors and things of that sort, the fact that you can gather all this data and actually do something with it now, that we’re getting sensors on the outside of the equipment to make sure not that just the process is validated, but that the equipment is also validated, if you will, so that we can see troubles coming and that type of thing. Do you agree?
JO: Yes, there is no doubt if you look at some of the benefits of what we see in the heat treating industry today. Of course, operational efficiencies are important. Now you’re taking the data that you’re gathering, again it’s not going to just prove that you’re running the parts properly, but you’re able to make better decisions from an operational standpoint. You can look for better load planning, you can look for reducing time between loads or gap time between loads and identify what’s causing those. The other thing is using this information for preventive maintenance. The equipment manufacturers are doing a great job with providing preventive maintenance programs and it is because of the sensors and the data acquisition systems that you are able to even just locally to that piece of equipment or gather from a plant-wide standpoint. There is no doubt, that some of the biggest benefits are from doing the data capture and then having this different sensor technology that allows for the preventive maintenance programs that can be put into place.
DG: Isn’t that, in fact, where huge benefits can be gained, in the area of preventative maintenance?
Preventative Maintenance
JO: Unplanned downtime is a huge cost component in heat treating. Anything you can do to manage the up-time of your equipment is beneficial. Of course, planned downtime gives you an opportunity to work with customers, work with the product that is flowing through your facility as well as managing the incoming parts that you might need for that equipment. So it’s a huge benefit. You can still do preventive maintenance programs that are in place; it doesn’t have to be with new equipment. You just have to be smart about the things that are important to that equipment and then utilize that data. I always say that data acquisition is very underutilized when it comes to maintenance. The maintenance department is usually one of the busiest groups within the thermal processing industry. A lot of domain knowledge goes into the equipment, but they have a lot of this information that is readily accessible to them, so if they could look at this information and anticipate that fan is going to fail, that motor is going to fail, that there is a short on your electrical elements, or whatever that might be, you’re going to be able to plan for the downtime. That’s going to help from an operational standpoint as well as reduce the amount of time that that furnace might be out of commission.
DG: And when you’re not planning ahead, when you’re responding to fires rather than preventing fires, so to speak, it is usually the maintenance guys who catch the brunt of it.
JO: Yes, that poor guy walks into work every day dreading work because he’s got a crisis on his hands every single time. If you can prevent that crisis, so he can plan to do something, it’s a totally different work environment.
Let’s take a quick break here and remind you that additional support for today’s Heat TreatRadio episode is being provided by Dry Coolers. If there is one thing we know about thermal processes, it’s that things get hot, and to remove that heat from critical areas, you need a system that is reliable, and if necessary, designed for your specific needs. The fact is, Dry Coolers has been custom designing and providing standardized units for decades, and they have the staff and experience to take care of any of your industrial cooling needs. If you’re a manufacturer with in-house heat treating and you need an industrial strength cooling system, make you first, and only call to Dry Coolers. You can look them up on the web at www.drycoolers.com.
Now let’s get back to our interview with Jim Oakes of Super Systems.
DG: Where are you seeing data being used well?
Operational Benefits of Data Collection
JO: The people that are taking advantage of the information are of course meeting the industry requirements. They are staying on top of things like CQI-9 or NadCap requirements from a data collection and meeting the customer requests. That is the foundation. I always say that in a lot of cases, that is a big driver for electronic data. But the people that are really taking advantage of that are using that information for operational benefits. Operational can be both from a maintenance standpoint as well as just improving your overall operations. You’re looking at, “Why do I have downtime of two hours between loads on this particular piece of equipment?” So now, instead of using somebody to go search the shop for, and walk out and get a paper chart, you now have people that can actually evaluate the downtime between loads. You can look at gap times and identify what the issue is. Is it because I don’t have enough fixtures? Is it because I don’t have enough labor? The labor market is tight right now, so you want to use something that is going to provide you with something to maximize efficiency with what you have. Challenges might be your labor or might be your equipment. Are you making the most of your equipment? You can look at that data. You have tons of information. If you can evaluate that, it gives you an opportunity to make better decisions. That is one area.
The other area is, how can you utilize the data and push that out to all your people. Let everybody look at this, but only give them the pieces of information that are important. The maintenance department is going to be interested in maybe the percent output, the current going to the electrical elements, vibration, or water temperature. That information is relevant and if they could isolate that information, they can sit down with their cup of coffee in the morning and they can evaluate this information. Before they have to react to all the firestorms that they have in front of them, maybe they can actually plan for some preventative maintenance activities based off what the data is telling them. The right information to the right person is really critical. The people that are doing this are the ones that are really taking full advantage of the information that they have with a SCADA package.
DG: Is there someone out there that is actually doing it?
JO: Yes, absolutely! There is no doubt about it. People are taking resources, and instead of being reactive and trying to find stuff on the shop floor, they are using the system to identify, answer customer needs and then create those operational efficiencies. People absolutely, no doubt, are taking advantage of that. They are looking at shortening time between loads, notifying users when loads are done so they can get the parts out and then put new parts in. This is happening with mobile devices and/or emails so that the right people are notified at the right times.
DG: Give us the lowdown on what SSI is doing in this area.
The SSI Data Capture
JO: Our foundation provides us the ability to provide information everywhere. This starts with the sensor and taking that sensor data into a controlling equipment, whether course microprocessor control PLC. But you need to make that readily available so that people can make decisions quickly. Proof of process is one thing of course, but so is giving access to information, whether by mobile device or a messaging system. So we’re taking all of the information that we’ve already done in the past and providing that into the technology that people are utilizing today. We see huge opportunities from being able to go through the existing data that’s there, and then look at better ways to capture data based off the technology that is becoming available, whether it’s how we capture usage of gas or usage of electricity or just process-related data to make sure that the right person is getting the right information.
DG: Many of the folks reading this article are manufacturers with their own in-house heat treat plants, and I’m guessing that many of them are wondering what they can do to move in this direction. What should these folks do next?
JO: First step is to do an inventory of the equipment and be realistic about what data you can get out of them, highlight the drivers, meaning what are your business drivers for capturing that information, and then at that point decide if it is just the infrastructure from a data acquisition standpoint or, if you want to get some bigger bang for your buck, maybe you want to make an investment in some equipment that is technology down at each piece of equipment level, to capture that so that you can realize the gains based off of capturing that information.
DG: If a company wants to move in this direction, must they go cloud-based?
The Cloud and Security
JO: No, definitely not. The cloud is a tool that allows basically data and information to be stored externally. The reality is a virtual server in many degrees can potentially be a cloud-based system, but it doesn’t have to be. A large number of the installs we have are storing information locally and then transferring data to the cloud for backup recovery.
DG: Address cloud-based security, if you would.
JO: It is a huge topic from a security standpoint and I would say that most of the companies that use the SCADA packages are on-premise. That is not all of them, but most of them are. This means that if you are on premise, you have a private network where it is not accessible from anywhere unless you create that tunnel into that private network using virtual private network. That’s what you refer to as on-premise. Then you have cloud-based system, which is really just pushing that information up to a server form which provides access into it. Of course, there is a security aspect regarding accessing that information. A strategy has to be put forth that prevents external access to that information. In many cases, if you decide that you’re going to go to a cloud-based system, you’ve already thought through that and you’ve probably already transitioned some other systems to that. Anyone that is going to a cloud-based system has some security requirements to prevent any illegal or unwanted access.
DG: Jim, thanks for your time.
JO: Doug, thank you for having me on Heat Treat Radio. I really appreciate the opportunity. This topic is important to us here at Super Systems. As a technology provider to the industry, we really like to get the word out there about what types of things are coming, whether it’s making data accessible at the hand-held level, or helping make decisions, it is something that is near and dear to our heart and that is because a lot of our customers really find this necessary. I appreciate you spending the time with me and I really look forward to having discussions around this in the future.
That was Jim Oakes of Super Systems Inc. talking about data and how to get the most out of that data. If you’d like to get in touch with Jim, please email me directly at doug@heattreatoday.com and I’ll put you in touch with Jim. Super Systems can be found on the web at supersystems.com.
Suffice it to say, you will be hearing more from Heat Treat Today about data and how to use it more effectively for your business. To see more heat treat technology articles, go to www.heattreattoday.com. We post a new heat treat item, either a technical article or some industry news, every weekday. If you’d like more Heat TreatRadio, simply Google H”eat Treat Radio”. We’re the first thing that pops up. You can also subscribe to Heat TreatRadio on iTunes or SoundCloud.
One last reminder that today’s episode of Heat Treat Radio was underwritten by Dry Coolers. If you have need for any industrial cooling system, give the good people at Dry Coolers a call. They are on the web at www.drycoolers.com.
This and every other episode of Heat Treat Radio is the sole property of Heat Treat Today and may not be reproduced without express written permission and appropriate attribution from Heat TreatToday. Jonathan Lloyd of Butler, PA, produced and mixed this episode. I am your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.