AI Inspection for Forging Quality Control
Hirschvogel is implementing automated inspection of closed-die forgings to replace manual visual checks, enabling faster detection of surface defects and dimensional deviations in automotive components. The approach supports more consistent quality outcomes in forged parts while reducing error rates and scrap in high-volume production environments.
Working in partnership with SMS group, a global supplier of materials industry technology with North American headquarters in Pittsburgh, Pennsylvania, Hirschvogel, a global automotive supplier specializing in solid metal forming, has deployed an automated final inspection system for closed-die-forged components at its Denklingen, Germany, facility. The system replaces an existing manual testing station with a fully digital process designed to evaluate each component in seconds.
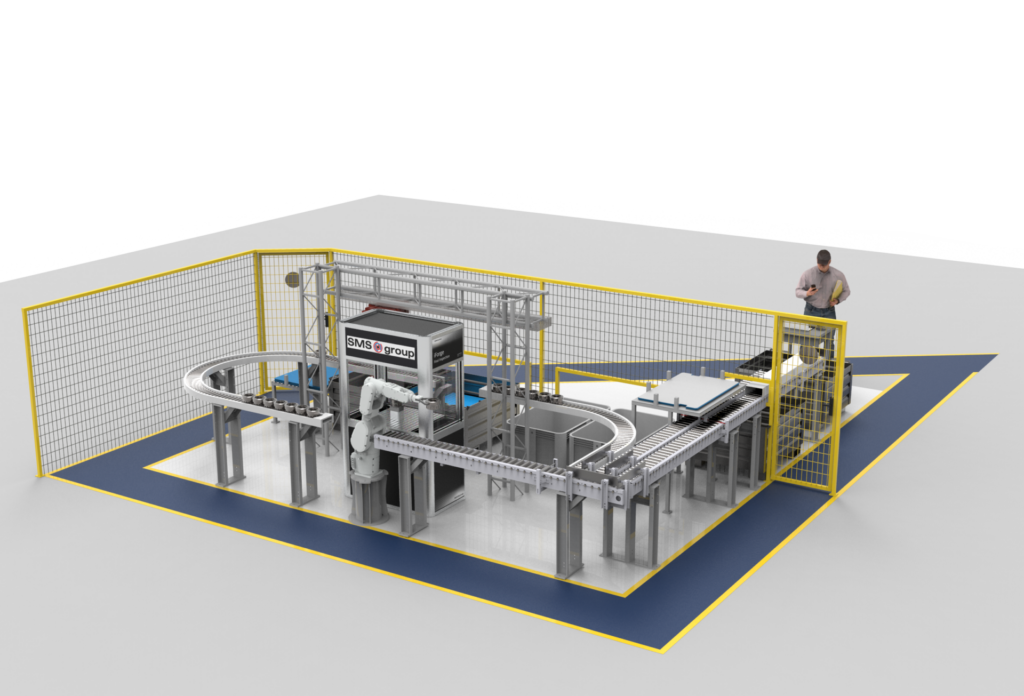
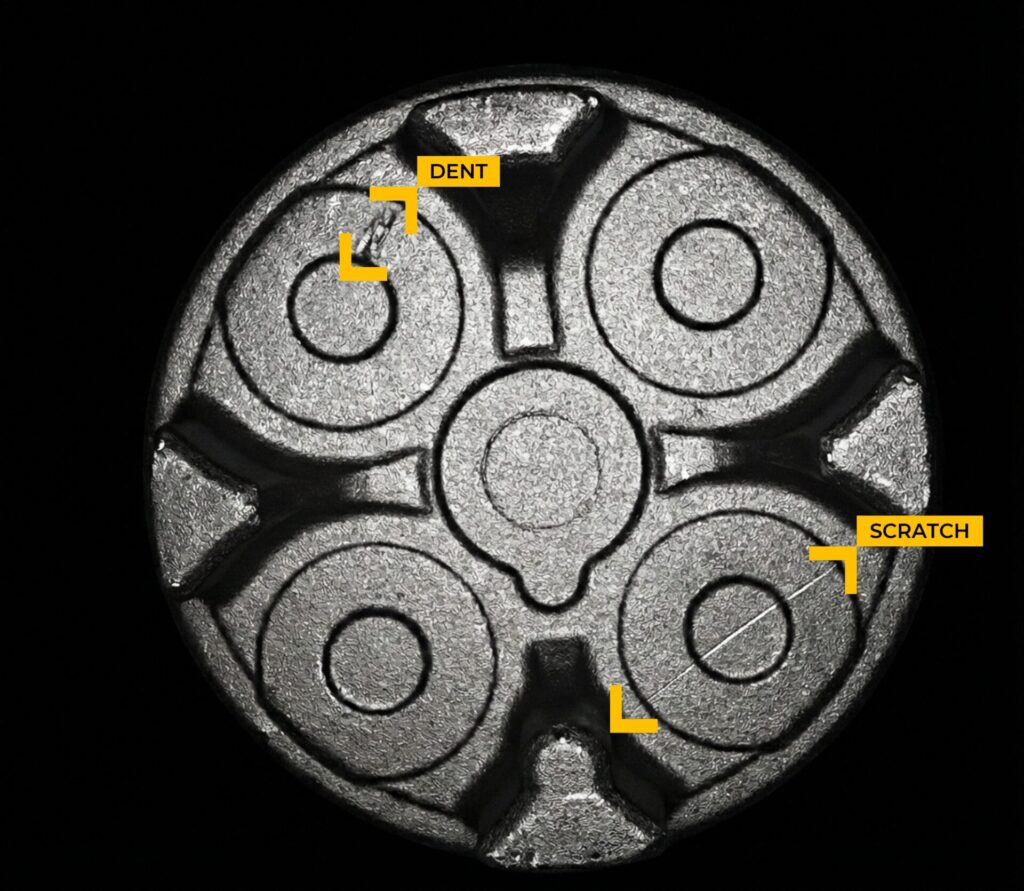
The inspection solution integrates automated handling and high-resolution imaging to assess surface conditions and geometry. A robot moves forgings directly from transport containers, while camera sensors capture images that are analyzed in fractions of a second. Detected defects are classified against a digital catalog, reducing the likelihoos of misclassification and minimizing pseudo-scrap, or the disposal of acceptable parts.
The system was developed in cooperation with image processing specialist Sightwise as well. As part of SMS group’s iForge digitalization platform, the inspection is designed to integrate into forging production lines and support automated quality assurance workflows.

Forging Technology Expert
SMS group
A key feature of the system is its use of synthetic training data to develop inspection models. Instead of relying on physical samples of defective parts, the system uses CAD and 3D model data to simulate material properties, surface textures, and defect types. This allows analysis models to be prepared within hours rather than weeks.
“The new system enables us to speed up the final inspection significantly and ensure maximum process stability in the line itself,” said Axel Rossbach, forging technology expert at SMS group. The scalable system can also be adapted to new product variants, supporting production flexibility in automotive forging operations.
Press release is available in its original form here.

AI Inspection for Forging Quality Control Read More »