Sustainability pressures are reshaping heat treating as aerospace and automotive suppliers across North America face growing demands to reduce the carbon footprint of thermal processing. Lower-emission operations are increasingly influencing customer decisions, with companies seeking partners who can help meet bold decarbonization targets. Against that backdrop, Bodycote has reached a zero-emissions milestone that highlights how decarbonized heat treating can be achieved at scale.
Jim Fairbairn CEO Bodycote Source: Bodycote
The milestone was achieved at Bodycote’s Derby and Rotherham heat treatment facilities in the United Kingdom, which now operate with zero direct carbon emissions. The plants, which specialize in heat treating turbine blades for Rolls-Royce jet engines, are fully electric and powered by 100 percent renewable electricity, eliminating the need for fossil fuels or carbon offsetting.
“Our customers, many with ambitious 2030 targets, are looking for suppliers who can support their decarbonization efforts. Recently, a customer with a 90% carbon reduction goal came to us because of the impact offered by our lower-carbon thermal processing. These are real demands, and the clock is ticking,” said Jim Fairbairn, CEO of Bodycote. The development reflects broader efforts to address industrial energy use while maintaining process reliability for demanding applications.
Source: Bodycote
Bodycote’s transition to zero emissions is achieved through investment in industrial heat electrification, energy efficiency, and renewable energy sourcing. A new closed-circuit adiabatic cooling system was recently introduced at the Derby plant, located alongside the Rolls-Royce site. Replacing evaporative cooling towers, this installation delivers electricity consumption savings — including peak-load reductions — of 73%, cuts water usage by more than 85%, and avoids the need for chemical dosing and cleaning.
“For Bodycote, leading in this space is not only the right thing for the planet, but also the right thing for our global business,” said Fairbairn. “As well as the progress made in Derby and Rotherham, we are running pilot decarbonization projects across Europe and North America.”
Those pilot efforts are intended to inform broader adoption across the company’s global footprint, including North American facilities serving aerospace, automotive, and other demanding markets. By sharing best practices and scaling proven technologies, Bodycote aims to support customer sustainability goals while maintaining quality, consistency, and process reliability.
Press release is available in its original form here.Additional information provided by Bodycote.
Spectrum Thermal Processing, a heat treatment provider based in Cranston, Rhode Island, has joined a broader thermal processing network through a strategic acquisition that will bolster regional capacity and enhance service for precision aerospace and defense component manufacturing. The transaction strengthens Spectrum’s ability to deliver Nadcap-accredited and ITAR-compliant vacuum heat treatment, low-pressure carburizing, and gas nitriding services to clients in one of the nation’s most dense aerospace and defense corridors. It positions the company to provide improved proximity, shorter lead times, and greater supply chain resilience for critical component suppliers.
Jim Fairbairn CEO of Bodycote plc Source: Bodycote
Under the terms of agreement, Spectrum Thermal Processing becomes part of the Aerospace, Defence & Energy division of Bodycote plc, a global provider of specialist thermal processing services, in a deal that closed on January 14, 2026. The facility in Cranston brings an experienced team, strong technical reputation, and strategic position within one of the nation’s most dense aerospace and defense corridors, making it a natural fit for Bodycote’s growing U.S. network.
Jim Fairbairn, chief executive officer of Bodycote plc, said the acquisition reflects a commitment to investing in high-growth, high-value sectors and expanding capability where clients need it most, adding that Spectrum’s technical expertise and strong local relationships enhance service offerings for advanced heat treating needs.
Existing clients will continue to work with the same team and maintain current service levels, while gaining access over time to Bodycote’s broader global network and specialist technologies.
Press release is available in its original form here.
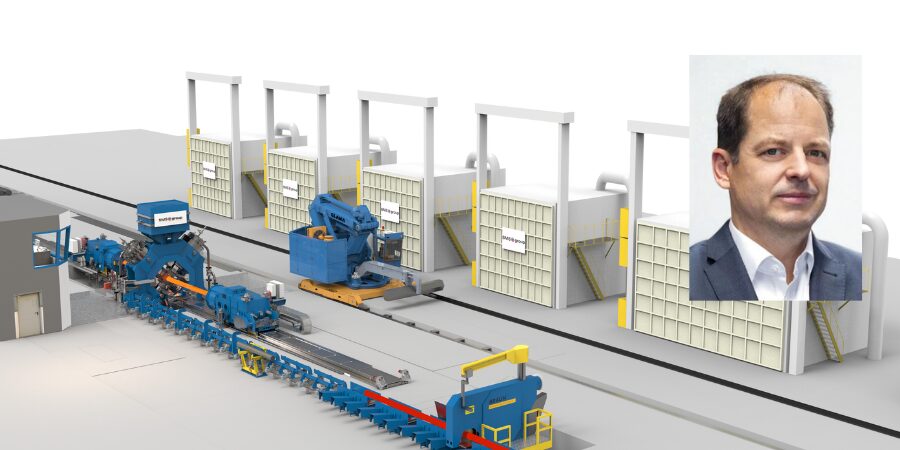
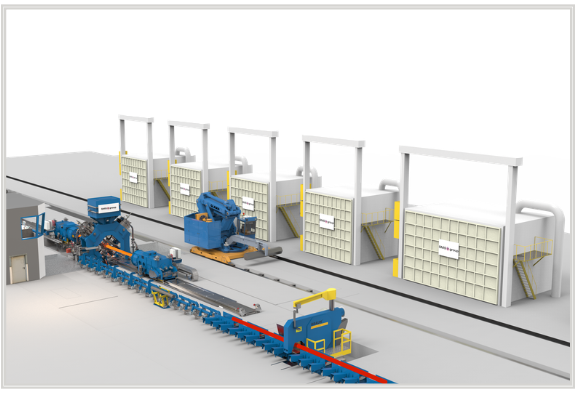
Haynes International Inc., has commissioned a new hydraulic radial forging line to increase its production of nickel- and cobalt-based alloys, serving markets such as aerospace and chemical processing in the United States. The integrated plant investment, which includes a forging machine, reheating and annealing systems, and automated material handling, is expected to improve production efficiency, metallurgical quality, and responsiveness to global demand while supporting growth in high-performance alloy manufacturing.
Slated for completion in 2027, the project features the SMX 800 / 25 MN hydraulic radial forging machine with a combined total pressing force of 100 MN, enabling direct conversion of ingots into billets and bars tailored for critical applications. The new line also incorporates cutting, loading, unloading, and bar finishing equipment to create a fully integrated solution that boosts throughput and supports advanced alloy processing.
Visualization of a radial forging line from SMS group, similar to the one to be installed at Haynes International’s Kokomo site in Indiana Source: SMS groupThomas Winterfeldt Head of Forging Plants SMS group
Supplied by SMS group, the radial forging line includes modern reheating and annealing furnaces designed to meet rigorous AMS 2750 temperature uniformity and tolerance standards, low-NOx burners to help maintain emissions below applicable environmental limits, and an integrated control system to manage production sequences with minimal operator intervention. Software tools, including Comforge®, will help optimize forging strategies based on real-time material behavior to improve yield and consistency.
At the core of the new capability is energy-efficient hydraulic technology that reduces installed electrical power requirements by roughly 50 percent while maintaining constant pressing force and precise process control. These features enable Haynes to deliver high-performance alloy products more efficiently while maintaining metallurgical quality to serve expanding needs in aerospace and other advanced industrial sectors.
Thomas Winterfeldt, head of forging plants at SMS group, said the project reflects a continued focus on pushing the limits of capability and efficiency in forging technology to meet material requirements in aerospace applications.
Press release is available in its original form here.
A major U.S. bearing manufacturer has ordered two advanced vacuum heat treat furnaces, reinforcing its commitment to precision manufacturing and capacity growth. The investment supports rising demand across the bearing industry, where consistent metallurgical performance is critical for industrial and aerospace applications.
The manufacturer purchased two identical Vector single-chamber vacuum furnaces equipped for low-pressure carburizing (LPC). One system will be installed at an established aerospace-grade production facility, while the second will support a newly acquired plant transitioning from legacy heat treat equipment to LPC technology for production and potential R&D use.
Piotr Zawistowski Managing Director SECO/WARWICK USA
Each furnace features a 36″ × 36″ × 48″ hot zone, horizontal loading configuration and 15-bar high-pressure gas quench (HPGQ), providing process flexibility and repeatable results for demanding applications. Standard options include a sound enclosure, automatic door, maintenance platform and customer-specified instrumentation to meet internal quality requirements.
SECO/WARWICK USA is supplying both systems. “These contracts demonstrate how manufacturers continue to invest in advanced LPC technology to enhance throughput, improve metallurgical performance, and ensure long-term processing reliability,” said Piotr Zawistowski, managing director of SECO/WARWICK USA.
Press release is available in its original form here.
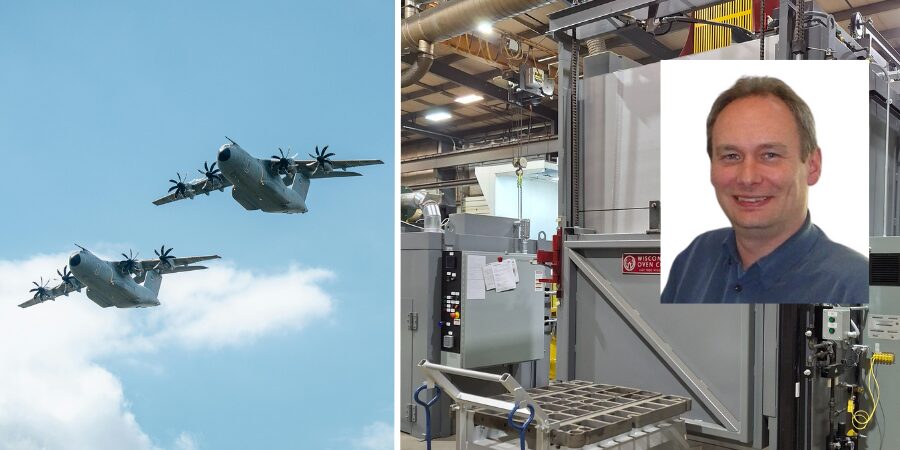
A United States military base will receive an electrically heated draw batch oven for use in heat treating aerospace components. The industrial oven was engineered to meet critical safety requirements and the stringent demands of aerospace heat treating.
Electrically heated draw batch oven to heat various steel parts for aerospace components. Source: Wisconsin Oven CorporationDoug Christiansen, Senior Application Engineer of Wisconsin Oven Corporation
Manufactured by Wisconsin Oven Corporation, the system features combination-style airflow that delivers both horizontal and vertical upward heat flow to ensure optimal heating rates and consistent temperature distribution across the product. Temperature uniformity has been verified through a Class 1 Temperature Uniformity Survey (TUS) conducted in accordance with pyrometry specification AMS 2750H, with achieved uniformity of ±5°F at 200°F, 700°F, and 1200°F.
“This draw batch oven was designed with additional safety features for operators, tight uniformity, and compliance standards required by the U.S. Military. The temperature uniformity survey was performed prior to shipment to verify compliance with AMS 2750H Class 1 requirements,” said Doug Christiansen, senior application engineer.
The oven features “can” style construction with a heavy plate exterior and six inches of high-temperature insulation for durability and thermal efficiency. A custom portable load/unload cart allows operators to stage the load before heating and remove it for cooling.
The UL508A-certified control panel includes a Eurotherm 3504 programmable temperature controller with advanced auto-tune and Ethernet communication. It also features a high-limit instrument to prevent over-temperature conditions, along with low-voltage calibration TC jack plugs and a variable frequency drive for the recirculation blower.
Press release is available in its original form here.
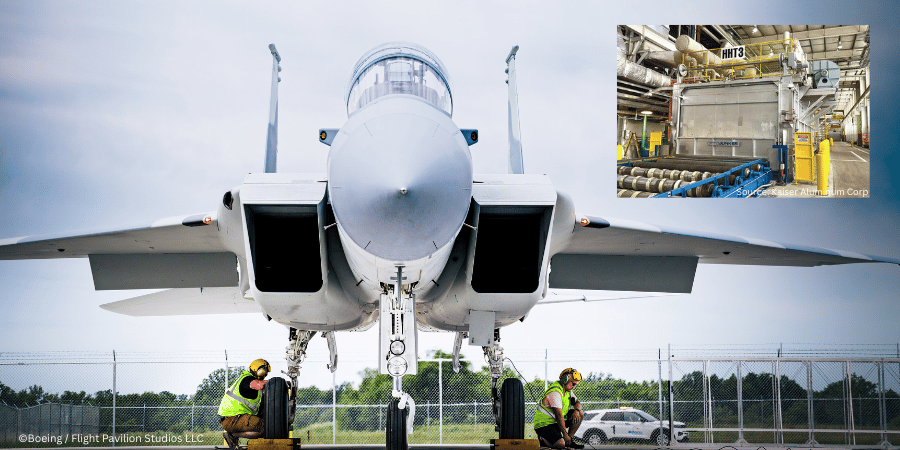
Kaiser Aluminum Corp., a producer of heat treated, flat-rolled aluminum products, has completed a $25 million expansion of its Trentwood rolling mill in Spokane Valley. This marks the latest phase of the company’s long-term strategy to increase heat treatment throughput for aerospace, automotive, and general engineering markets.
The original source was published in Spokane Journal of Business, and the following content has been adapted for our Heat TreatToday audience.
The project, which is part of more than $415 million invested in the facility over the past 20 years, extends one of the mill’s major heat treat furnaces, increasing plate-processing output by approximately 5 percent. For in-house heat treaters, the upgrade reflects a continued industrywide push toward higher-capacity, efficiency-driven thermal operations as demand for tight chemistry and reliable mechanical properties climbs.
Kaiser Aluminum has completed a $25 million project at its Spokane Valley plant that includes an expansion of its horizontal heat treat furnace. Source: Kaiser Aluminum Corp.
According to Kevin Barron, vice president of manufacturing, the expansion enhances the mill’s ability to heat treat and stretch large-format aluminum plate products without altering staffing levels at the 1,000-employee site. The project was completed within the plant’s existing footprint with support from regional contractors and furnace supplier Otto Junker USA.
The Trentwood mill, one of only three U.S. sites capable of producing heat treated aerospace-grade plate, has undergone seven phases of reinvestment since 2005. Recent work builds on earlier additions to the facility’s furnace lineup, along with upgrades to hot rolling, homogenizing, and casting capacity — areas closely linked to the performance and consistency of downstream heat treating.
Kaiser paused expansion activities during the pandemic, storing some equipment purchased pre-COVID. With the current project complete, the company has reestablished its pattern of continuous, phased improvements intended to keep pace with global aerospace and defense demand.
For manufacturers with in-house heat treat operations, Kaiser’s latest phase underscores a broader trend: large producers are expanding thermal processing capability not only to increase volume but to ensure uniformity, cleanliness, and repeatability at scale. As aerospace OEMs tighten specifications, upstream suppliers are reinforcing their heat treatment infrastructure to meet rising expectations for precision and throughput.
Kaiser Aluminum, headquartered in Franklin, Tennessee, operates 13 facilities across the U.S. and Canada. The Trentwood site remains a key supplier to Boeing and other aerospace manufacturers, continuing a relationship that dates back to World War II.
Press release is available in its original form here.
As aerospace, defense, and medical applications demand tighter chemistry and flawless surfaces, heat treaters are accelerating their move toward all-metal hot zones and ultra-high-vacuum systems. The push for cleaner processing is quickly reshaping expectations not only for commercial heat treaters, but also for in-house heat treat operations supporting mission-critical production.
Today’s original content brings together recent Heat TreatToday reporting on all-metal hot zones, next-generation vacuum systems, and supply-chain investments redefining clean processing for aerospace, defense, and medical work.
All-Metal Hot Zones Drive Cleaner, More Predictable Processing
Heat treaters serving medical, aerospace, and turbine production continue to adopt all-metal hot zones to reduce contamination risk, stabilize vacuum performance, and deliver more consistent surface conditions.
Solar Atmospheres has expanded its all-metal vacuum furnace capacity across multiple locations in 2025, most recently at its Western Pennsylvania facility dedicated to critical medical work. The system features an all-molybdenum hot zone, finely polished stainless-steel cold wall, and dual isolation valves to maintain vacuum integrity, accompanied by a major clean-room expansion to support downstream handling.
Earlier this year, the company added a similar all-metal furnace at its Hermitage campus. Designed for precipitation-hardened stainless steels, nickel-and cobalt-based superalloys, titanium, and niobium, the system reflects the rising expectations placed on heat treat environments supporting high-performance material systems.
Michael Johnson, sales director at Solar Atmospheres of Western Pennsylvania, underscored the significance of the shift, noting that the all-metal design delivers “the purest possible processing environment” and produces “pristine end products that meet the most demanding industry standards.”
With vacuum levels reaching below 5 × 10⁻⁶ Torr through a diffusion pump, oversized main valve, and polished stainless chamber, these furnaces support bright, contamination-free results — conditions increasingly relevant to in-house heat treaters tasked with eliminating process variation.
High-Performance Vacuum Systems Support Tighter Internal Specifications
Across the industry, new vacuum systems are being introduced that emphasize uniform quenching, reduced gas consumption, and shorter cycle times — benefits that resonate strongly with in-house heat treat teams striving for throughput without sacrificing metallurgical integrity.
A recent example is the addition of a 6-bar Ipsen TurboTreater horizontal vacuum furnace at Stack Metallurgical Group‘s Portland, Oregon facility. It’s designed for 360-degree uniform quenching and engineered to reduce cycle times by up to 20 percent. Its versatility — supporting hardening, tempering, brazing, sintering, annealing, and more — illustrates the broader trend toward equipment that supports multiple metallurgical pathways while maintaining low-contamination processing.
While not an all-metal hot zone, SMG’s investment signals the same market direction: vacuum systems are increasingly becoming the backbone for operators who prioritize clean surfaces, repeatable thermal cycles, and consistent downstream machining performance.
High Purity Feedstock Becomes a Process-Control Advantage
Arconic Corporation has recently invested $57.5 million in an effort to boost high purity aluminum (HPA) capacity for aerospace and defense applications at its Davenport Works plant, a major in-house heat treating operation. The expansion strengthens both its full thermal processing line and the broader aerospace and defense supply chain.
By the same token, this manufacturer is upstream in product development. For aerospace manufacturers of aluminum products with in-house heat treaters, access to cleaner feedstock translates into more predictable microstructures, fewer surprises at the furnace, and reduced process deviations, which is a meaningful advantage as specifications tighten.
Diana Perreiah, Arconic’s EVP of Rolled Products North America, positioned the investment as a deliberate step toward enhancing U.S. industrial capability, emphasizing that the expansion supports the advanced manufacturing base required for next-generation platforms. Her comments highlight a growing recognition that material purity upstream directly influences thermal processing reliability downstream.
The project includes two new furnaces, automation upgrades, and modernized controls, ensuring consistent supply of the high purity aluminum essential for complex structures ranging from aircraft wing skins to high-strength defense components.
Across furnaces, feedstock, and facility upgrades, the direction is unmistakable: the industry is moving rapidly toward ultra-clean, tightly controlled thermal environments.
For in-house heat treat departments, the message is clear. These technologies are not simply expanding commercial heat treat capacity — they are redefining expectations for internal operations where scrap reduction, audit readiness, and end-to-end process reliability are central.
All-metal hot zones, advanced vacuum systems, and high purity input materials are quickly becoming a baseline for meeting stringent performance requirements for many in today’s aerospace, defense, and medical applications.
Newton Heat Treating has completed a major equipment upgrade, replacing steam accumulators that had been in service for 20 years in its uphill quenching/cold stabilization operation. The upgrade directly impacts the company’s aerospace processing capabilities, with many parts destined for optical components in space applications undergoing this critical heat treatment process.
Saying goodbye to the old steam accumulators SOURCE: Newton Heat TreatingNew steam accumulators fully installed SOURCE: Heat TreatingJohn Avalos Quality Engineer Newton Heat Treating
According to the company, the new steam accumulators have delivered immediate operational improvements. The heat treat transfer time from the steam accumulators to the steam chambers (where parts are inserted) is faster, providing better tensile stress reduction. Energy efficiency has also improved, with steam blasting time cut by about 10%.
John Avalos, quality engineer at Newton Heat Treating, reported, “primary operator who runs this process, Alfred Ojeda, said that the new steam accumulators don’t take as long to pressurize.” This will cut down on processing time, he explains.
Newton Heat Treating partnered with McKenna Boiler Works, Inc. for the installation project, which was completed on time and to specifications.
The uphill quenching/cold stabilization process is essential for aerospace components, particularly those requiring precise dimensional stability and stress relief for mission-critical optical systems used in space.
Want to learn more about uphill quenching? Check out the Heat TreatRadio episode where Newton Heat Treating CEO Greg Newton and John Avalos discuss this little-known but highly effective process for controlling residual stress in aluminum alloys.
Press release is available in its original form here. Additional details provided by the company.
Southwest Metal Treating Corp (SWMT), an AS9100D/ISP 9001:2015 and Nadcap-accredited facility specializing in providing precision heat treating services, announces the addition of a new cryogenic processing system. This enhancement will further support SWMT’s ability to serve its aerospace, defense, and precision manufacturing partners with high-quality heat treating and cryogenic processing solutions.
“The TRU-CRYOTHERM expands our thermal processing capabilities and strengthens our ability to meet demanding specifications with precision and reliability,” said Ryan Fussell, CEO of Southwest Metal Treating Corp. “As we continue to invest in state-of-the-art equipment, our goal remains the same — to provide our customers with unmatched quality, turnaround, and technical excellence.”
Ryan Fussell CEO of Southwest Metal Treating Corp (SWMT) Source: MTI
The new unit, provided by the McLaughlin Furnace Group, is now currently installed as part of SWMT’s ongoing expansion of its Integral Quench (IQ) department. Its design, advanced temperature control, and uniformity standards make it an ideal complement to SWMT’s growing IQ and vacuum processing operations. With this addition, SWMT continues to set a higher standard for metallurgical performance and process consistency across its full range of services.
Press release is available in its original form here.
Solar Atmospheres has expanded its operations with an additional all-metal hot zone furnace. The new system significantly expands the company’s capacity to heat treat highly sensitive materials such as precipitation-hardened stainless steels, nickel-chrome-based superalloys, titanium, and niobium. The new unit is installed at their Hermitage, Pennsylvania facility and will meet the stringent demands of the aerospace and medical industries.
Additional all metal hot zone furnace for Solar Atmospheres Source: Solar Atmospheres
Michael Johnson, Sales Director at Solar Atmospheres of Western Pennsylvania, stated: “The all-metal vacuum furnace plays a critical role in delivering the purest possible processing environment. This level of cleanliness and control results in pristine end products that meet the most demanding industry standards. We’re proud to partner with the engineers at Solar Manufacturing to bring this advanced technology to fruition.”
The furnace incorporates strategically placed isolation valves, an oversized main valve, a high-capacity diffusion pump, and a polished stainless-steel chamber. Capable of achieving vacuum levels below 5 x 10⁻⁶ Torr, the system ensures bright, contamination-free results.
Press release is available in its original form here.