¿Cómo elegir el termopar correcto en Tratamientos Térmicos?
![]()
 Los termopares: elementos indispensables para lograr un acertado tratamiento térmico, pero ¿cómo elegir el más indicado para su necesidad particular? ¿Qué exigen las normas actuales? A continuación una explicación, por Víctor Zacarías, director general de Global Thermal Solutions México, que le ayudará a saber escoger el termopar adecuado.
Los termopares: elementos indispensables para lograr un acertado tratamiento térmico, pero ¿cómo elegir el más indicado para su necesidad particular? ¿Qué exigen las normas actuales? A continuación una explicación, por Víctor Zacarías, director general de Global Thermal Solutions México, que le ayudará a saber escoger el termopar adecuado.
Palabras clave: Termopar, Tratamiento térmico, Pirometría, Medición y Control de Temperatura, AMS2750, CQI-9
Read the Spanish translation of this article in the version below, or see both the Spanish and the English translation of the piece where it was originally published: Heat Treat Today's February's Air & Atmosphere Furnace Systems print edition.
Si quisieras aportar otros datos interesantes relacionados con los termopares, nuestros editores te invitan a compartirlos para ser publicados en línea en www.heattreattoday.com. Puedes hacerlos llegar a Bethany Leone al correo bethany@heattreattoday.com

Director General
Global Thermal Solutions México
La norma aeroespacial SAE AMS2750 y las evaluaciones automotrices de AIAG CQI-9, CQI-11, CQI-12, y CQI-29 son los estándares universalmente aceptados para el control de temperatura en operaciones de procesamiento térmico. Entre muchas cosas, describen los requisitos para el uso y control de los termopares empleados en hornos y estufas de proceso. En este artículo te comparto los requisitos de estas normativas para que puedas tomar una decisión correcta al elegir un termopar y de esta manera contar con una medición repetible que te asegure un proceso confiable.
1. Aplicación

Para la selección apropiada de un termopar para la medición, control y/o registro de la temperatura debes considerar en primer lugar el tipo de proceso previsto. En la elección del termopar adecuado, toma en cuenta algunos factores que pudieran alterar su desempeño como:
- El rango de temperatura en el que estará en uso
- El tipo de atmósfera al que estará expuesto
- Posible interferencia eléctrica
- La precisión requerida por la especificación aplicable, etc.
En función de lo anterior, las normativas refieren una clasificación específica para los termopares en función de su fabricación y su aplicación final:
a) Termopares base y termopares nobles
b) Termopares desechables y no desechables
2. Tipos de termopar y su aislamiento
2.1 Termopar base o termopar noble
Un termopar base está fabricado de aleaciones básicas como hierro, cromo, níquel, cobre, etc., y constituyen los tipos más comunes en la industria por su versatilidad y costo: los termopares tipo K, E, J, N, y T. Un buen proveedor de sensores te recomendará un termopar de este tipo en función de la aplicación, el rango de temperatura y tu presupuesto (ver Tabla 1).

Source: GTS México
Por otro lado, un termopar noble está fabricado a partir de metales como platino y rodio: termopares tipo R, S y B. Éstos termopares son más estables a altas temperaturas y mantienen su precisión por mayor tiempo; sin embargo, tienen un costo elevado debido a que se fabrican a partir de metales preciosos. Debido a esta naturaleza, los termopares nobles son la elección preferida para aplicaciones de tratamiento térmico al vacío y procesos de alta temperatura.
2.2 Termopares desechables o no desechables
El segundo criterio de las normativas lo constituye el material con el que se protegen los elementos del termopar.
Los termopares desechables son aquellos cuyos elementos están revestidos por materiales como fibra de vidrio, tejido cerámico o recubrimiento polimérico y generalmente se suministran en forma de carrete o bobina. Esta presentación permite al usuario cortar el cable a la medida y fabricar el termopar al unir los dos alambres de un extremo por torsión o soldadura, lo que los hace ideales por ejemplo para aplicaciones de un solo uso como una prueba TUS o termopares de carga (ver Figura 1).
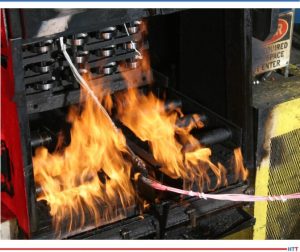
Source: Trucal, Inc.
En contraste un termopar no desechable normalmente está protegido con aislamiento cerámico o mineral y revestido en su exterior por una carcasa metálica (los elementos no están expuestos en esta configuración), lo que le proporciona un mayor tiempo de vida útil y por eso se prefieren para emplearse como termopares de control o registro (ver Figura 2).

Source: GTS México
Cualquiera que sea la aplicación, cuando se requiere realizar interconexiones de cableado para la instalación del sensor, dichas conexiones se deben realizar usando conectores y terminales estándar como las que se muestran en la Figura 3, ya que tanto AMS2750 como CQI- 9 prohíben el empalme del cableado.

Source: GTS México
3. Calibración
De acuerdo con la normatividad, todos los termopares usados en operaciones de procesamiento térmico deben haber sido calibrados antes de usarse por primera vez. Para ello, el usuario del termopar debe asegurarse de contar con calibraciones trazables al laboratorio nacional como lo es el NIST en Estados Unidos o su equivalente en México (CENAM).
Las normas de pirometría defi nen los rangos aceptables de error para los termopares en función de su aplicación fi nal: 1) termopares patrón, 2) termopares de prueba (SAT y TUS), 3) termopares de control y registro y 4) termopares de carga. La Tabla 2 describe los máximos errores permitidos a elegir dependiendo del uso del sensor.

Source: GTS México
Una vez instalado el termopar, el responsable de la operación de tratamiento térmico tiene que deberá documentar la fecha en la que éste entra en servicio, ya que la norma establece un tiempo de vida útil de un sensor en función de la aplicación del mismo.
Al recibir el reporte/certifi cado del termopar, el usuario debe revisar el contenido del documento, pues las normas también definen de manera específi ca la información mínima que debe aparecer en un informe de calibración, que incluye pero no se limita a:
1. Lecturas de prueba
2. Lecturas observadas
3. Factores de corrección
4. Fuente de los datos
5. Acreditación del laboratorio
6. Método de calibración empleado
El certifi cado de calibración puede amparar termopares individuales o un grupo de termopares fabricados a partir del mismo lote (carrete).
Es muy importante observar que tanto AMS2750 como CQI-9 requieren que todas las calibraciones sean realizadas por organismos acreditados en la norma ISO/IEC 17025, por lo que siempre recomiendo que revises el certifi cado de acreditación antes de seleccionar a tu proveedor.
4. En Resumen
Si alguna vez has comprado el termopar equivocado, se lo molesto que puede resultar. Por lo tanto aquí te comparto un resumen para seleccionar el sensor adecuado para su aplicación en 5 sencillos pasos:
1. Define el tipo de termopar: base ( K, T, J, E , N, y M) o noble (S, R, y B)
2. Define el tipo de aislamiento que requieres: fibra textil, polímero, cerámico, metálico, etc.
3. Especifi ca el rango exacto de temperatura en el que operará el sensor
4. Especifi ca el uso del sensor: termopar patrón (estándar), termopar para SAT/TUS, termopar de control / carga
5. Solicita el certifi cado de calibración conforme a la normativa aplicable (AMS2750 o CQI-9)
Referencias
ASTM International. ASTM E230, Standard Specification for Temperature-Electromotive Force (emf) Tables for Standardized Thermocouples, Rev. 2017.
Automotive Industry Action Group. CQI-9 Special Process: Heat Treat System Assessment, 4th Edition. June 2020
International Organization for Standardization. ISO/IEC 17025, General Requirements for the Competence of Testing and Calibration Laboratories, 3rd Edition. 2017.
Nadcap AC7102/8 Audit Criteria for Pyrometry, Rev. A, 2021
SAE Aerospace. Aerospace Material Specifi cation AMS2750: Pyrometry, Rev. G, 2022.
Sobre el autor: Víctor Zacarías es ingeniero metalúrgico egresado de la Universidad Autónoma de Querétaro con estudios en Gerencia Estratégica por parte del Tec de Monterrey. Con más de 15 años de experiencia en la gestión de tratamientos térmicos, actualmente es director general de Global Thermal Solutions México. Víctor ha realizado numerosos cursos, talleres y evaluaciones en México, Estados Unidos, Brasil, Argentina y Costa Rica y ha participado en el Grupo de Trabajo de Tratamiento Térmico de AIAG (CQI-9) y en el Comité de Ingeniería de Materiales Aeroespaciales de SAE.
Contact/Contacto Victor: victor@globalthermalsolutions.com
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com

¿Cómo elegir el termopar correcto en Tratamientos Térmicos? Read More »