Heat Treat Radio #119: Solvent vs. Aqueous Cleaning: Choosing the Best Method for Your Process
In this Heat Treat Radio episode, host Doug Glenn sits down with Fernando Carminholi, the business development manager at Hubbard-Hall, to discuss solvent and aqueous cleaners and why cleaning is a crucial step in both pre and post thermal processing to ensure quality part outcomes. Fernando offers practical guidance, discusses solvent vs. aqueous cleaning methods, common pitfalls, and upcoming EPA regulations that could impact the industry.
From production to engineering to quality, there are valuable insights for everyone on optimizing cleaning process for better part quality, longer furnace life, and maintaining compliance in the latest regulatory environment.
Below, you can watch the video, listen to the podcast by clicking on the audio play button, or read an edited transcript.




The following transcript has been edited for your reading enjoyment.
Doug Glenn: Welcome to Heat Treat Radio. I would like to start off with some parts cleaning basics. Do all parts need to be heat treated? Why do we do cleaning? And what are the risks of not cleaning?
General Parts Cleaning (01:40)
Fernando Carminholi: Thank you for this opportunity to talk about cleaners and the importance of cleaning. We’re going to focus on the cleaning before the heat treat, but there is also a cleaner after the heat treat when you remove quenching agents.
You asked how to know if parts need to be cleaned. And my answer to that is “yes,” and it could be “maybe” as well. The “maybe” is because some really light oily parts with light oil go to the furnace and there is not a problem. I would say that maybe 10% of all the parts heat treated do not need cleaned in any kind of operation. They go from stamping or deep drawing straight to the furnace.
But the rest — the 90% — will require cleaning. And that’s exactly what we’re going to talk about today.
Approximately 30%–35% will pass through a solvent cleaning. When we’re talking about solvent cleaning, there are two different ways to clean parts. One is the well-known technology of open-top degreasers. You have your solvent in a proper tank, and then you have some chillers on top to hold the vapor; this is called a “vapor degreaser.” You see a lot of these machines on the market from the 80s and 90s.
Another way to use solvents is in a closed vacuum machine, which is a more technologically updated machine.
And the rest of parts, I would say more than 50%, are cleaned in water-based cleaners, which could be in a spray application, a spiral tunnel, or immersion.
And normally, what kind of oils do we clean? As the years go on, there are new regulations for the oils with all the modernization. Every year the R&Ds work with new kinds of oils — cooling fluids, rust inhibitors, forming lubricants, and deep drawing compounds. Plus, they could be synthetic, and every year the oils become more difficult to remove. That’s the big challenge for the cleaning operation.
Doug Glenn: I assume the solvents must keep up with the changes in the chemistry of the cleaners?
Fernando Carminholi: Sure. Both of the systems have to keep up: the solvents and the aqueous.
Doug Glenn: If I’m hearing you right, Fernando, you’re saying that probably 90% of parts in in the heat treat process are cleaned. Maybe 35% of those get solvent-based cleaning and the rest aqueous-based.
I’ve heard that there are various reasons why we clean. Obviously if you’re going into a vacuum furnace, there are different reasons for why you clean than if you’re going into an air and atmosphere furnace. You’re wanting to make sure you don’t drag all those contaminants into a vacuum furnace. That’s one reason why you clean, right?
Fernando Carminholi: Exactly. But most will be more atmospheric furnaces. And then what do you drag in? Most of the clients we’re talking about move high volumes inside the furnace.
Let’s think about it in two different ways. If you don’t clean at all, or you have a bad cleaning, what is the problem? If you don’t have a cleaner at all because it’s a really light, clean oil and part that doesn’t drag that much oil, it could be fine.
But let’s think about a big operation with lots of oil, maybe fasteners or a kind of part that carries more oil to the furnace; it will produce a lot of drag and it will burn. You will have furnace contamination that will contaminate the oxygen and the carbon — it can cause decarbonization which can affect the hardness and the mechanical properties of the parts. The easiest way to see that this is happening is if there is a lot of smoke, which is common.

Doug Glenn: It is common. And one thought I had is not only will it potentially affect the parts, but it can impact the life of your furnace because you’re getting a lot of contamination, it’s going to need more maintenance, and you can damage your furnace.
Fernando Carminholi: Definitely. It will need more maintenance and shorten the life of the furnace. The smoke can also cause an uneven heat distribution inside the furnace and can lead to warping, cracks, and inconsistent hardness on the part. And that’s the result of no cleaning at all.
Now look at it another way. If you have the cleaner, machine-cleaning solvents or water based, and somehow you’re not cleaning the parts well, you can drag more than oil to the furnace. You can drag other compounds. With water-based cleaners in particular, you can drag the rinses together with all the chemicals.
And you have a different areas, like in nitriding or FNC operations, where the area with the oil that was not cleaned well will suffer some soft spots and unformed hardness — like the opposite of using sunscreen on the beach. You can cause surface defects like heating stains and areas that are well heat treated as well as areas where the structure is not as expected.
Doug Glenn: It’s almost like unintentionally using a stop-off paint on your part.
I want people who may not have dealt with parts cleaning in the past to hear some of these things: Not all parts need cleaned. A good number of parts do. If oil on the surface, or contamination, or spottiness on the finish of the part is not an issue, then you may not need to wash. But a very large percentage of parts that are heat treated do get washed in either solvents or aqueous-based, water-based solvents. And it’s good for the life of your furnace, the interior furnace, the maintenance of your furnace, and the properties of the parts.
Legislation (11:40)
I want to move on to a second topic that I thought would be very enlightening to some of our more experienced parts cleaning people. That is the area of legislation that Hubbard-Hall is aware of that’s going to be coming down the pike that we need to be aware of. Can you talk a little bit about the legislation regarding parts cleaning?
Fernando Carminholi: When we’re talking about legislation, everything that the EPA stated, let’s separate again into two different topics: water based and solvent based. When we’re talking about water-based cleaners, you have to watch out for what kind of raw materials you’re using.
What is the cleaner formulation? Because if you don’t rinse well, that’s something that you need to control in your process. If you don’t rinse well, you’re going to be dragging a lot of those materials. That can cause all the problems that we’ve already talked about. But legislation for water-based cleaners is less problematic.
I would like to wave a red flag right now because if you’re working with some product that will be restricted, you need to change.
And then, for example, you have some restrictions with some surfactants. And it’s based, but, for example, none of the latest. All those new formulations, I would say that they’re already free of.
Another big topic to discuss, and something that everyone is talking about now, is products containing PFAS. It could be in both a water-based cleaner and in the solvent.
Doug Glenn: What are those two things that you mentioned?
Fernando Carminholi: PFAS are fluorinated compounds. You see a lot of these in Teflon based, fire extinguisher foam, and in a lot of different things in the industry. These are forever chemicals. So far there is not a good, stable way to treat and eliminate these chemicals from the drinking water. This is something that the industry is regulating: how to treat and how to waste those chemicals because some of those compounds.
We’re talking about PPT (part per trillion); it’s a really low amount in the drinking water. But this is something to watch out for on the chemicals. This is something that is already suffering restriction, and it’s a hot topic.
Doug Glenn: Are these rules that are coming down federally based or are they state based?
Fernando Carminholi: These are federal. If you look up PFAS, all the surface finishing world and the wastewater world is talking about them. If you look at Congress, a lot of regulations from the government are talking about maybe having different states with different numbers. This is something that is already defining the rules and defining how to analyze and how to treat it.
Hubbard-Hall already does PFAS-free manufacturing. We decided not to work in this way.
I would like to switch gears a little bit here. With regulations, normally we talk more about the solvents. The solvents we’re talking about — methylene chloride, TCE (trichloroethylene), perchloroethylene, propyl mide — are the halogenated solvents that are already on the list. The EPA is working on this already.
I have a cheat sheet with some numbers I would like to bring up. If you go on the Hubbard-Hall website, you can find this table. To create this chart, we took all the regulations and put them in one table for different solvents. When the EPA rule was stated, for example, methylene chloride is already finishing. The rule was dated March 2024. All companies have until March 2026 to stop using this solvent as a cleaner.
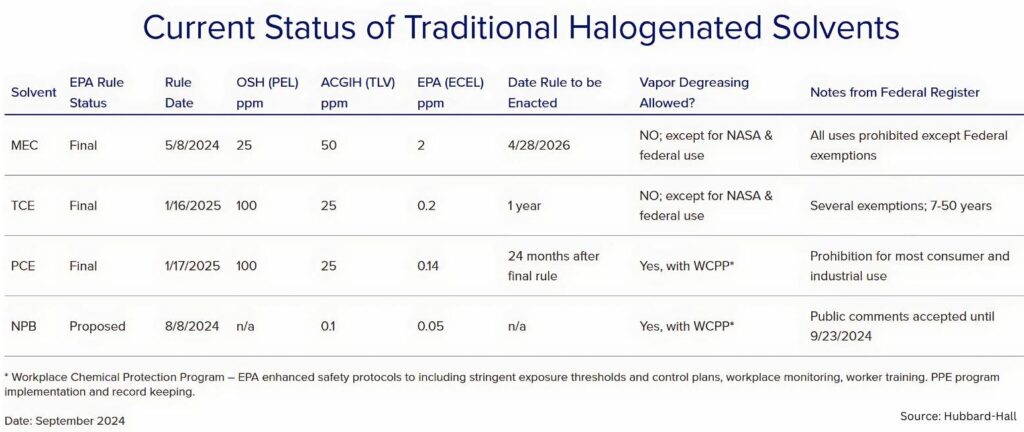
There are exceptions. For example, if you use them for NASA or federal use, you have a little bit more time. For TCE, you have less than one year; by January 2026th, you’re not going to be able to use TCE as a vapor degreaser.
There are some alternatives for that. If you’re using an open-top machine, fluorinated solvents are an alternative; they have low global warming potential and are non-flammable, stable products. Those are available on the market.
Another alternative is modified alcohol, which is the best choice. This is a formulated alcohol. It’s not a book solvent. It’s a formulated product. It has a good cleaning ability and a good permeability because that’s the beauty of the solvent. It can go between the parts or inside the holes to clean everything. And modified alcohols can be used in the vacuum cleaning machine. It will work almost the same as the vacuum furnace. But on the cleaning side you have all the equipment running in a vacuum and you have a distillation process that will remove oil and the water from the part.
Doug Glenn: I’m curious about that chart that we were looking at. As you know, most of our readers and listeners are manufacturers who have their own in-house heat treating and we get a lot of commercial heat treaters, too. But our core audience are those manufacturers who have their own in-house heat treat. How many of them do you think are using either solvent or water-based solutions that are going to be ruled out by these regulations?
Fernando Carminholi: I would say that today 20% use halogenated solvents that need to be ruled out and switched for another technology. In some states, such as New York and Minnesota, this is already in place. They cannot use them. But the final date rule to be enacted, for example, for TCE would be January of 2026.
The unique one that is just proposed but is not finalized yet is the NPB. I think that will take between 3–5 years to be fully restricted.
Doug Glenn: It seems safe to say that there’s a significant number of people out there currently using cleaning solvents that will be outlawed over the next 3–5 years, so they need to start looking for another technology?
Fernando Carminholi: I would like to wave a red flag right now because if you’re working with some product that will be restricted, you need to change. Or use the same equipment. But as I told you, the fluorinated solvent would be 3–4 times more expensive.
On the other hand, if you’re going to buy equipment to use modified alcohol, there are not that many equipment manufacturers and that’s the limit. If 20% of this market needs to change, they will expect to change six months before. I would say that today you have equipment manufacturing expecting to deliver equipment in six months.
Doug Glenn: People need to keep in mind the lead time that they’re not going to get that equipment that quickly.
Aqueous Based vs. Solvent Cleaners (25:07)
Doug Glenn: Let’s jump in and talk about the pros and cons of using aqueous (or water-based) versus solvent cleaners. What’s the difference and why would we choose one over the other?
Fernando Carminholi: This is a really extensive debate. You can see some videos at the Hubbard-Hall website talking about this. What I see in the market is that companies selling only solvent will always talk poorly about the water-based. Companies that sell only water-based products are talking bad about the solvents and regulations.
I would say that Hubbard-Hall plays on both sides. We understand the best usage for different applications. I would try to go on the really high level. “Hey, I am the solvent side; I need to keep on the solvent side.” Or, “I need to go for a water based.”
First of all, you need to understand the contamination. What kind of oil? We’re talking about the cooling fluid, rust inhibitor, dip drawing, a lot of heavy, chlorinated oil, whether it contains sulfur, or whether it is a polar or nonpolar-based — that would decide what kind of solvent or water-based product you’re going to use. Normally, when you have an oil-based hydrocarbon, it tends to be easier to remove with solvents. When you have a water-based cooling agent or rust inhibitor, that’s easier to remove with a water base. This is one thing to consider, but it doesn’t mean that if you have a hydrocarbon you cannot remove it with water.

Another thing that you need to take a look at is the part geometry. If it is a flat part, it’s easy to remove oils with a spray. Or you may need ultrasonics to remove oils if there are a lot of blind holes and parts really close to each other. That’s an advantage of going to the solvents here because even if you use a really good surfactant, which will change the surface tension, the solvent tends to have a much better permeability — that’s the term for cleaning the really deep holes and the parts really close to each other.
Another thing to consider is I would call overall the EHS. That means what is the company? Is it okay to use inside the factory? Do I need VOCs? Do I need aqueous to be VOC free? For solvents you need to check how flammable they are.
Waste in Cleaning (29:07)
When we’re talking about waste and footprint — what is the difference between the systems? The footprint for solvent is smaller because all you need is the degreaser machine, open top or vacuum cleaner. You clean and you dry. Normally, the drying process is way easier with the solvent.
Plus, you don’t have all the other processes needed for the water based. All the waste generated from the solvent that you have is possibly some water that came from the water-based rust inhibitor or even the oil or some cleaner that is already gone. You have this weighed and then you send for a partner that will pick it up and take care of the waste.
For aqueous, this is different. You will need rinses. You will need a temperature to dry. You need blowers; you need heaters. The o-rings [ET1] may be needed to dry the parts, and that’s a problem. If you leave the water behind, it can lead to corrosion, for example. So that’s a big difference between solvent and water-based.
Doug Glenn: The reason the solvent is not an issue so much with the drag out, where you keep part of the cleaning solution on the products, is because of evaporation? Solvents evaporate much quicker than water.
Fernando Carminholi: Yes, that’s right. That’s why old open-top vapor machines could be a problem because the EPA [MS2] [JM3] tightens limits every year. When you have an old machine with chillers on the top, you have the vapor phase, which is when you heat up your solvent. And then you have the chillers, which is the coil to condensate back. If the chiller is not working well, the solvency will go to the atmosphere. At the end, when you take out your part, it will dry up really easily. When you go for the closed system, you don’t have this emission.
That is another big difference between solvent and water-based. When you have a machine based on the solvent, you feel the machine. Normally, we’re talking about five to ten drums of product, and the consumption is really low. Clients spend one drum every 2 or 3 months for solvent depending on the system. For aqueous, you need all the rinses. So every time that you run a load, you go through the rinse, and you drag solution out of your tank, so the consumption will be higher for water based.
The Cost Debate (33:07)
Doug Glenn: So as far as variable cost, your aqueous system might have a higher operational cost?
Fernando Carminholi: That’s another good debate. The operational costs need to include the equipment as well.
Doug Glenn: I was going to ask about the difference between capital equipment costs. You said the solvent is a smaller footprint, does that mean it is a lower price?
Fernando Carminholi: Yes, I would say for the aqueous, if you need to include ultrasonic, for example, because you need an invasive way to use the waves to clean the parts, it will increase the cost. However, normally the cycles for the water based are lower. You can produce more parts.

For example, if you were cleaning parts in a plant that already has a wastewater system, you will need to treat the water (possibly 1 to 2 gallons per minute depending on the flow rate on the rinses). This water needs to be treated before it is dumped into the sewage. You also need to follow the regulations and the limits.
But the cost overall depends on the parts. If we start to talk about cost, there’s a big difference now. Not that long ago, before Covid, water used to be cheap. But now water is very expensive. Energy is very expensive. Waste is very, very, very expensive. Then if you take all this rework, it is unacceptable. We like to say, cleaners can be cheap, but poor cleaning is always expensive.
The cleaning process will be cheaper than the heat treated part or even the steel or grinding or blasting. If you take the overall cost, cleaning is nothing. But if you don’t do the best that you can do, it can cause a huge problem, and that’s one thing to keep in mind.
Doug Glenn: Product failure, most notably. The more critical the part, the more important to make sure it’s cleaned.
Is it safe to say there’s no clear winner here when we talk about cost of equipment versus cost of operation for aqueous or solvent?
Fernando Carminholi: It really depends on the parts, the level of cleanliness that you want, and the kind of oil you’re using.
If you have a part that cannot be cleaned with aqueous because there’s a lot of holes and you need to clean inside the holes or the parts are close together, then there is no comparison. But you can bring up a lot of factors and put them side-by-side.
Solvent could be more expensive because of the chemical consumption, but for aqueous you need more equipment. When you’re talking about a vacuum cleaning machine, it will be a substantial capital expense for the equipment — over $1 million.
I’m seeing equipment manufacturers for the vacuum washing machine. They’re looking at the market and they see the problem of the mix of oils and cooling and you can use what they call a hybrid system. On the same machine you can use water-based fluid and then go to the solvent fluid. That’s a new feature in the market.
Doug Glenn: That’s very interesting. It’s a hybrid piece of equipment that starts with an aqueous wash and then finishes up maybe with a solvent washer?
Fernando Carminholi: Exactly.
Cleaning and the Environment (39:03)
Doug Glenn: Let’s move on to the fourth and final topic. I want to wrap up this third thing that we’re talking about as far as the pros and cons of aqueous versus solvent. If a listener has questions about which system makes the most sense for them, I’m sure your team at Hubbard-Hall can help them answer that question.
Fernando Carminholi: The best way to evaluate is to get a picture of your situation. We look at your costs, the pros and cons that you have today, your timeline for changing, whether you’re solvent regulated, for example.
We can do a scenario on how much you’re going to spend on the new line if you need a new line. We do have a prototype line where we can run some tests, different cleaners or solvent, or open-top machine. We can run different scenarios, evaluate the costs, and find a more environmentally friendly solution.
Doug Glenn: The last question I do want to ask you is about the cleaning process. How do we make it more efficient, profitable, and environmentally friendly?
Fernando Carminholi: The chemical manufacturers look it up in different ways. Let’s start with the solvent. Like I told you, there are a few. It’s a really low drag out. But it is dependent on the solvent, especially talking about modified alcohol. All the oil that you bring on the part could contain product that would change the pH of the chemical, and it could go really acidic or it could go really alkaline. That will screw up your machine; that will attack your parts. So, you lost the solution. You can have problems with the seal casket. You can attack the parts if you go acidic.
There are some ways to extend the life, and then you can analyze the solvent. You can add some stabilizers to continuously use the same solution because this is a fairly new technology. About ten years ago, the chemical manufacturers developed way better stabilizers to handle these new kinds of oil that we mentioned to extend the shelf life or the life of the solvent as much as we can. That’s a big savings.
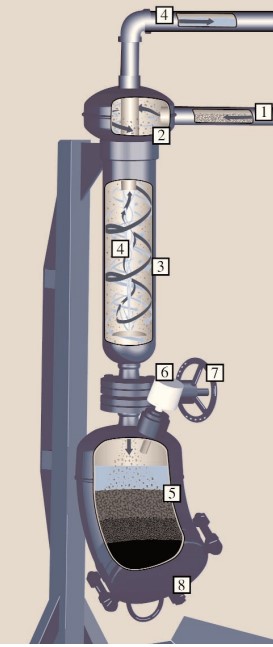
On the aqueous side, what can be done? The problem here is why you dump your process. It’s because oil as well. Hubbard-Hall does work with a feature that’s a piece of equipment that is a membrane filtration. We built this equipment internally. We have sold it to many clients already. This technology has been on the market for 40 years; it’s well tested. This technology filters the oil out of the cleaner to extend the life of the cleaner.
I will give one example. We have a client with parts that are brake calipers. They need to dump the cleaners every 2–3 weeks. That’s a cost to put chemicals is a cost to treat. With the membrane filtration, it’s been more than five years without dumping the solution.
We understand that it recovers like 98% of the cleaner in the future oil that you don’t need. This changes the cost a lot. That’s why there are a lot of variables that we can put on the equation. That’s why I ask listeners with this problem that if you’re looking for the solution, we’re more than happy to jump in and evaluate one system or another and compare costs for what you have.
Doug Glenn: Does that membrane filtration system you’re talking about work on both solvent and water based?
Fernando Carminholi: No, normally the solvent has the distillation process to separate the solvent, the water, and the oil.
The main drain will work only on the water based and when you use product that will emulsify the oil. And emulsifying means the cleaner is able to mix the oil and the water like you see in milk when you have 2% of fat.
Doug Glenn: All right. Well, Fernando, I really appreciate your time and your being here.
Fernando Carminholi: Thank you for this opportunity. I hope that all the subscribers understand a little bit more clearly how important the cleaning process is before the heat treat.
About The Guest

Business Development Manager
Hubbard-Hall
Fernando Carminholi is the business development manager at Hubbard-Hall, a six-generation family business that develops, services, and supplies specialty chemicals for ferrous and non-ferrous metals. A chemical engineer graduate from E.S.P.M. in Sao Paulo, Brazil, he oversees the company’s distribution channels and business development team. Fernando has extensive experience in the chemical specialty products industry for surface finishing, focusing on industrial parts cleaning, metal pre-treatment, and functional electroplating.
Contact Fernando at fcarminholi@hubbardhall.com.