Current energy developments turn our thoughts to the possibility of future innovations. For example, is there a way to generate energy, usable energy, from fusion? Is there hope that this energy can be created and made available to the heat treat industry and other sectors? There seem to be many, many questions that have yet to be answered in the production and utilization of fusion energy.
John Clarke, technical director at Helios Electric Corporation, holds out confidence in the future by standing on the foundation of the past. Comparing the current position of science and research on fusion energy to the early days of aviation exploration, he thinks the sky is the limit for what can be accomplished.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Contact us with your Reader Feedback!
On December 5, 2022, scientists at Lawrence Livermore National Laboratory conducted the first controlled fusion experiment in history. This experiment produced more energy from fusion than the laser energy used to drive it. In this test, the nuclei of two lighter elements were combined to form one new, heavier nucleus. During the process, some of the mass of the lighter elements was converted to energy.
How will this incredible breakthrough affect our lives? Will the promise of limitless, clean, and cheap energy be realized, and if so, when?
I don’t think we can know the answers to the above questions with certainty. It has always been difficult to foresee the final results of any technological leap forward, and even more difficult to provide a timeframe that encompasses the change.
Think about a time before jumbo jets and commuter flights. That was a time when not a single person had been carried by airplane through the skies. History shows that scientists and thinkers were able to come up with ideas and machines that flew through the air while carrying many. Look at a brief overview of how quickly the aircraft improved.
On December 17, 1903, at Kill Devil Hills, near Kitty Hawk, NC, Orville Wright completed the first powered flight of a heavier-than-air aircraft known as the Wright Flyer. The flight lasted just 12 seconds, traveled 120 feet, and reached a top speed of 6.8 miles per hour. 15 years later, we saw the first airmail and scheduled commercial service. 24 years later, Lindberg flew across the Atlantic. 36 years later, we witnessed the introduction of jet engines, and Chuck Yeager broke the speed of sound just 44 years after the first flight in North Carolina.
Example from early advances in aviation: the Wright Flyer Source: unsplash.com/historyhd
Obviously, Orville and Wilber Wright would have had difficulty foreseeing the aircraft's advancements and would never have predicted a time frame. Why is timing the rate of advancement so difficult? Airplane development benefited from the convergence of multiple independent and unrelated technology, and there was the will to develop more advanced aircraft for both military and civilian use.
So, back to the first question posed – will the promise of limitless, clean, and cheap energy from fusion be realized? I am going to say yes. Not that I know much about fusion, it is simply that history teaches us not to bet against technology. As for when, well that is a known unknown.
About the Author:
John Clarke, with over 30 years in the heat processing field, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review more of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these five summaries of the second half of the Combustion Corner columns. To view each installment, click the blue heading below.
Process consistency and energy savings are inextricably linked. To lower operating costs and increase process consistency, John Clarke suggests asking three questions: What temperature is my furnace or oven, really? Do I have excessive safety factors built into my process to compensate for not knowing the temperature at the core of the part being heat treated? How much fuel can I save with a shorter cycle?
Reducing natural gas consumption is not the only way heat treaters can save money. Verifying internal furnace pressure, rebuilding door jams, and taking the time to consider if excess air is reducing combustion efficiency are all as good as cashing a check. Maintaining a consistently uniform furnace temperature saves more money than the energy conserved from using less fuel.
"To not invest money on worthwhile projects makes as much sense as not depositing your paycheck."
The biggest question mark in a heat treater’s mind is often, “What will natural gas prices be in the future?” Since we cannot know the answer to that question, what are some things heat treaters can do to prepare for unpredictable natural gas prices? Burner recuperation, using the waste heating exiting the furnace to preheat combustion air, is a tried-and-true method for reducing consumption. Before trying burner recuperation, the following questions need to be asked: How much will it cost? How much can be saved? Can the existing furnace accept the higher flame temperatures?
In this installment of the Combustion Corner, John Clarke takes some time to reassure the heat treating industry of two key facts about the United States' natural gas market:
40% of the electricity in the U.S. is generated using natural gas.
U.S production of natural gas was at al all-time high in 2021 and is rising. The U.S. is the largest producer of natural gas in the world.
With these two facts in mind, John postulates that the U.S. can be sure of a reliable supply of natural gas in the future, but, given the price differential between European and U.S. markets, American heat treaters are likely to see an increase in price per mmBTU.
Saving money is the same as making money. Adjusting the oxygen levels of flue products measured with a handheld combustion analyzer to operate at an optimal percentage may yield more savings than you think. Reducing a non-recuperated burner from 6% oxygen to 3% oxygen garners $17,792 extra a year for the heat treater. A quick solution with a hefty payback rate.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Since February 2021, Heat Treat Today has had the privilege of publishing the Combustion Corner. In each of these columns, John Clarke, technical director at Helios ElectricCorporation, shares his expertise on all things combustion. In this Technical Tuesday, we're taking a moment to review some of the key points from John's columns. As always, we hope this review helps you to be more well informed, and to make better decisions and be happier. Enjoy these seven summaries of the first half of the Combustion Corner columns. To view each installment, click the blue heading below.
In his inaugural column with us, John Clarke sets up the Combustion Corner column series with a look at the basics of natural gas. What do heat treaters need to know about natural gas supply and demand, availability, pricing, and consumption. Plus, the risks heat treaters should consider when making decisions about maintenance and equipment acquisition.
Excess air is the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. In heat treating systems, excess air plays many roles, both positive and negative. The perfect mixture of oxygen and gas can be elusive. When it comes to saving money and improving safety, carefully monitoring excess air in fuel-fired systems pays dividends.
Maintain regular inspection and maintenance schedules
Combustion safety is the number one priority for all heat treaters. But, what factors should be considered when all safety considerations are in place? After all, many fire protection standards are designed to protect life and property (as they should be), but not the bottom line. The next priorities for heat treaters are: reduce burner failure and therefore reduce downtime, consider component failure rates when designing or purchasing a system, and maintain regular inspection and maintenance schedules.
Downtime is costly. In order to prevent downtime, heat treaters need to “plan the fix” before the fix is necessary.
Planning the fix entails more than an annual inspection. One way to address shut-down-causing errors before they happen is to carefully examine gas pressure switches; switch contact ratings, location, pressure ratings, and protection of the switch from “bad actors” in the fuel gas are all things to consider.
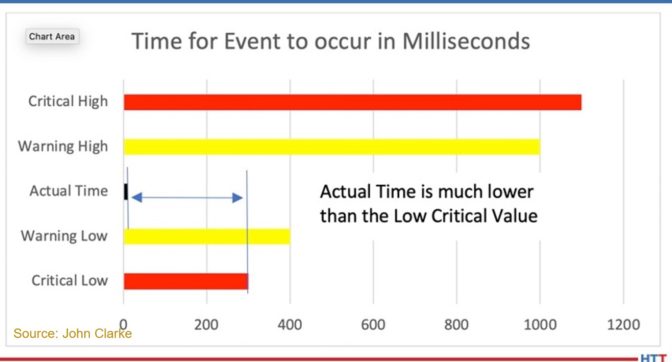
Pressure switches are either on or off. How can heat treaters use pressure switches to detect a possible failure before it occurs? The simple answer: the methods to analyzing time before shutdown is the heat treater’s crystal ball. Creating predetermined warning bands (time limits, which the pressure switch should not exceed or fall below) and monitoring switch response times within these predetermined times by PLC can give a glimpse into future shutdowns.
The NFPA allows for two arrangements of safety shutoff valves: the simple double block and the double block and vent. Both of these arrangements are appropriate as the last line of defense against a safety issue. How can heat treaters bring safety shutoff valves into compliance with NFPA 86? In this installment of the Combustion Corner, John Clarke clarifies how to comply with this common standard and lists some important considerations for choosing between a simple double block and a double block and vent arrangement.
In this column and the following columns in the series, John revisited the topic of natural gas. Reducing natural gas consumption is the best way to reduce cost. How can heat treaters do this? John suggests that we "optimize our processes, reduce unnecessary air, and contain heat within the furnace and/or capture the energy that leaves our system to preheat work or combustion air."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Last month, we discussed adjusting the fuel to air ratio of our burners – which is always the starting point. This month we will discuss the value of preheating combustion air using the waste energy in the furnace’s flue products to reduce our fuel consumption. This is commonly referred to as recuperation.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared in Heat Treat Today's August 2022 Automotiveprint edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Natural gas prices continue to be a concern for our industry. We did see some short-term price relief in the U.S. because of the explosion at a Houston area LNG export facility that will reduce the U.S. ability to export natural gas for the balance of the year. Even so, there are LNG export expansion projects that will be completed in the coming year that will further expand the movement of North American natural gas to Europe and Asia. The result is that the U.S. price for natural gas will be more closely aligned with the price paid abroad. It appears the long-term factors influencing the price of natural gas in the U.S. remain unchanged — so, what should we do?
Contact us with your Reader Feedback!
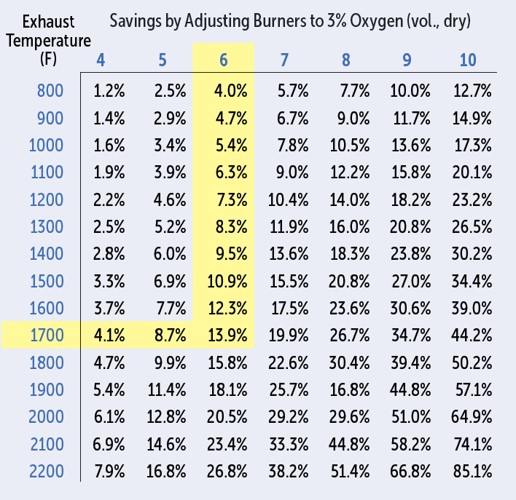
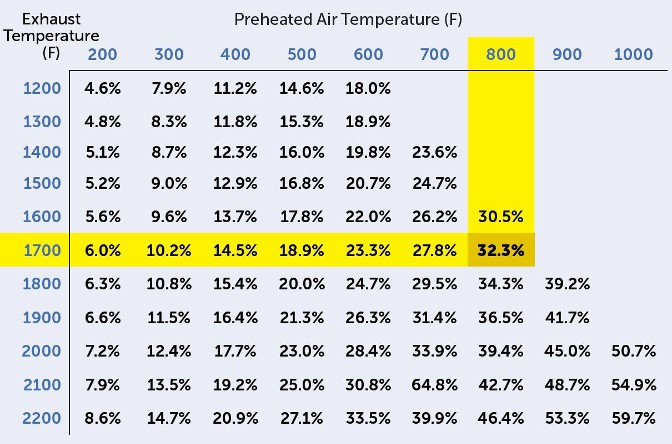
We will continue to use the same typical furnace as last month — where after adjusting the fuel to air ratio, the furnace consumes $110,208 in natural gas per year. This furnace operates at 1600°F with an exhaust temperature of 1700°F. We have purchased and installed a recuperator that preheats the air supplied to the burner to 800°F. How much can we save?
If we locate our exhaust temperature in the left-hand column and find where it intersects with the preheated air column — the estimated savings is 32.3%.
Table 1. Savings from preheating combustion air
Recuperation requires a great deal more investment than simple fuel to air ratio adjustment. The projects are involved and generally require the burners be replaced or upgraded. There may also be the need to upgrade combustion air blowers and controls. Recuperation also alters the peak flame temperature the burner produces and can impact the temperature distribution within the furnace. Higher flame temperature may lead to increased NOx emissions as more nitrogen is oxidized. In most, if not all cases, these factors can be addressed with the selection of the right combustion equipment. So, assuming we wish to achieve a three-year payback — we can budget up to $106,000 for this project.
Recuperation is but one way to make use of the energy in the flue products that we would otherwise throw away. The exhaust from our burners can be directed over work to preheat it before introducing it into the furnace. The flue products can be used to generate steam so the energy can be used elsewhere in the facility.
The optimist may look at higher natural gas prices as an opportunity to gain an advantage over our competitors while the realist will see it as an imperative that we work to minimize the impact of rising costs. Either way, the path is the same: optimize the efficiency of what we have, then determine if further capital investments make sense. Next month we will discuss these steps in greater detail.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
We will explore the ever-popular subject of how to make money the easy way. Well, better stated: How to save some money, but at the end of the year the result is the same.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inJune 2022 Heat Treat Buyers Guide print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
For our discussions, we will assume that we are operating a continuous heat treat furnace that processes work at 1600°F. The furnace currently consumes 2,000 SCFH of 1000 BTU/SCF natural gas and operates 8,000 hours per year. With today’s natural gas at 8.00 USD per 1 mmBTU (1 mmBTU = 1,000 SCF of natural gas), our furnace’s annual operating cost is:
Using our trusty combustion analyzer that provides a readout of the oxygen present in the flue products, we quickly determine the fuel contains 6% O2 (measured by volume, dry basis). The “volume/dry basis” is the most common value measured by handheld combustion analyzers. We measure the temperature of the flue products at 1700°F. Our burner and/or furnace specifications say the system should be operated at 3% O2. How much can we save by adjusting the burner(s) on this furnace?
Table 1 below provides savings numbers that result when non-recuperated burners are returned to 3% O2.
If we read where the exhaust temperature row intersects with our column for our starting O2 volume in the flue products, we see the resultant savings will be 13.9%:
We chose 3% O2 in the flue products (around 15% excess air) because radiant tubes and direct fired systems can commonly operate at this level with little CO or soot generation. A simple combustion analyzer can be purchased for a few thousand dollars and the labor required to make these adjustments is generally under a day. The payback period for this maintenance investment is measured in weeks, even if it requires the purchase of new tools.
There may be an added benefit we receive when adjusting the furnace. We may have an opportunity to increase the throughput, so perhaps production can be increased while fuel costs are reduced.
Table 1 can be used for other specific conditions, so keep it handy. Next month, we will explore the savings resulting from recuperation or pre-heating the air.
Recuperation projects are more complicated and require greater investments, but they are becoming increasingly critical for heat treaters working to stay competitive in our new reality of dramatically higher natural gas prices.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The “Known – Unknown,” the “Undiscovered Country,” the “Movement from cocksure ignorance to thoughtful uncertainty.” It doesn’t matter if you get your catch phrase from Donald Rumsfeld, Star-Trek, or that plaque your mother kept above the kitchen sink, the implication is the same: we really don’t know what the future holds. But, the Unknown of which I speak in this article is natural gas prices.
This column is a Combustion Corner feature written by John Clarke, technical director at Helios Electric Corporation, and appeared inHeat TreatToday’sMarch 2022 Aerospace print edition.
If you have suggestions for savings opportunities you’d like John to explore for future columns, please email Karen@heattreattoday.com.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electrical Corporation
Does “What happens in Eastern Europe stays in Eastern Europe” hold true? Unfortunately — no.
We have learned from recent and ongoing supply chain issues just how interconnected our economy and manufacturing sector is with the rest of the world. The standoff in Ukraine has the potential to impact the world energy markets for years to come, and I suspect this impact will be felt no matter what transpires. I am certainly no expert, but I have a sinking suspicion that our country offered some American methane molecules to Germany to stiffen their resolve to cancel the Nord Stream 2 pipeline. If the EU works to reduce their dependency on Russian natural gas, a significant portion of worldwide exports are removed from the supply side of the equation. From a practical standpoint, these shifts in supply will take some years to achieve, but we have seen a new realization on the part of business and governmental leaders about the importance of robust and reliable supplies of commodities, and manufactured goods and manufacturing capacity. So, less natural gas supply with rising demand equates to higher prices. And as we have discussed previously, liquefied natural gas transportation from the U.S. to the rest of the world is connecting our natural gas market with the world market — and our natural gas price will be affected by consumption and production factors worldwide, just as the price we pay for petroleum oil today is determined in New York, London, and Riyadh — following the consumption patterns in Beijing, Sydney, and Tokyo.
Ok — let’s get back to what we can do in our own facilities to insulate ourselves, to some degree, from unpredictable world events.
Recuperation, or preheating combustion air using the waste heat exiting the furnace or oven is a time proven method to reduce fuel gas consumption. Before we quantify the effect of preheating air, we need to briefly discuss what affects this heated air has on the combustion process. Higher combustion air temperatures are associated with the following:
Peak flame temperatures are increased. As less energy is used to heat the incoming air, the energy in the natural gas can raise the products of combustion (CO2, H2O and N2) to a higher temperature than would be achieved without combustion air preheating. This can be either beneficial or problematic for a specific application. If the work being heated can accept increased radiation from these higher temperatures — heating rates are improved and throughput increased, but these higher temperatures may reduce the life of furnace components, or, in extreme cases, lead to a catastrophic failure.
Flame speeds are increased, so the combustion process concludes in less space. Again, this is a double-edged sword, benefiting some and leading to a loss on temperature uniformity in others.
Total products of combustion required for any quantity of heat input is reduced. Mass flow is especially important in systems where the operating temperature is below approximately 1200°F. If the energy saved leads to a loss in temperature uniformity, it may be a Pyrrhic victory.
NOx formation is increased. Burner technology has come a long way in recent years to allow for systems to use these higher temperatures without greatly increasing NOx emissions, but the rule of thumb is that by increasing the combustion air temperature from 70°F to 800°F, we basically double NOx formation.
Each of these drawbacks, other than NOx formation, may be a plus rather than a minus for any application. Float glass furnaces (plate glass used in windows) and ingot reheat furnaces are examples of applications where recuperation was applied a century or so ago, at a time where fuel costs where not much of a factor. In both cases, the increased flame temperatures accelerated the heat transfer to either the glass or the steel, increasing production. These applications required furnace temperatures where combustion without preheating would have been impractical — as most of the energy would have been lost in the flues, and very little heat would be available to do any useful work.
What questions should I ask? How much can I save? What is my project’s estimated payback? All are critical questions. To start with, can your existing furnace accept these higher flame temperatures, and can you capture the heat and apply a cost-effective heat exchanger? An example would be a radiant tube furnace. Applying recuperation may require an upgrade in the alloy used in the burner and radiant tube. In direct fired applications, will my uniformity suffer? In general, this is a greater concern at temperatures below 1600°F. As the operating temperatures increase, we can generally expect better uniformity. (I can hear the furnace and burner experts reading this cry “foul,” and they are right, it is not wise to rely on my generalizations — always consult an expert about your specific application.)
How much will it cost? With recuperation, it is best to take advantage of an experienced person’s mistakes, rather than making them on your own. Consult a qualified contractor, OEM, or consultant to help with the application and costs.
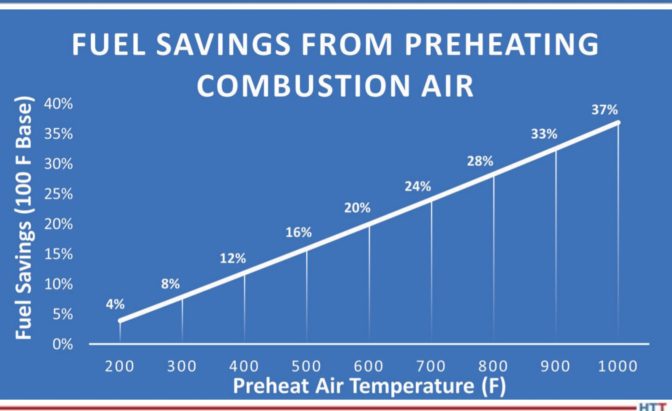
How much can be saved? To answer that question, I provide the above graph. It is not the end all be all but will provide a rough estimate of potential savings. It is for an application with an exhaust temperature of 1600°F operating with 15% excess air.
As we can see, in this application, if we apply recuperation to preheat the air to 800°F, we will save 28% of the natural gas we would otherwise consume.
Before investing your money, an individual analysis of each application is required. This article’s purpose is simply to motivate the reader to invest the time necessary to properly determine, as I mentioned last month, if they have “uncashed checks” lying around their shop.
As always, please let me know if you have any questions.
About the Author:
John Clarke, with over 30 years in the heat processing area, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Doug Glenn, publisher of Heat TreatToday, moderates a panel of 5 experts who address questions about the growing popularity of hydrogen combustion and what heat treaters need to do to prepare. Below is an excerpt of this lively and compelling discussion.
Today’s Technical Tuesday was originally published in Heat TreatToday's December 2021 Medical & Energy print edition.
Introduction
Doug Glenn (DG): Welcome to this special edition of Heat Treat Radio, a product of Heat Treat Today. We’re calling this special episode “Heat Treat Tomorrow: hydrogen combustion. Is it our future or is it just a bunch of hot air?” This discussion is sponsored by Nel Hydrogen, manufacturers of on-site hydrogen generation systems. I’m your host, Doug Glenn, the publisher of Heat Treat Today and the host of Heat Treat Radio. I have the great privilege of moderating this free-for-all discussion today with five industry experts who I’d like to introduce to you now.
Perry Stephens Electric Power Research Institute (EPRI)
Dr.-Ing. Joachim G. Wünning President WS Wärmeprozesstechnik GmbH
First, Perry Stephens. He is the principle technical leader of the Electric Power Research Institute (EPRI) and currently leads the end-use technical subcommittee of the low carbon resource initiative (LCRI) which is a collaborative eff ort with the Gas Technology Institute (GTI), and nearly 50 sponsor companies and organizations. They aimed at advancing the low carbon fuel pathways on an economy-wide basis for the achievement of decarbonization. EPRI is a member of the Industrial Heating Equipment Association (IHEA).
Joachim Wuenning (Joe Wuenning) is the owner and CEO of WS Thermprocess Technic Gmbh [WS Wärmeprozesstechnik GmbH] in Germany and WS Thermal Process Technology, Inc. in Elyria, Ohio. Joe’s company has been on the cutting edge when it comes to hydrogen combustion. In fact, the last time I heard you, Joe, was at the Thermprocess show in Düsseldorf, where you gave the keynote address regarding the advent and development of hydrogen combustion. Joe’s company has been a leader in hydrogen combustion. Joe’s company is an IHEA member as well. Joe is our European representative, and may provide us with a different perspective.
John Clarke is the technical director of Helios Electric Corporation (Fort Wayne, Indiana), a company that specializes in energy and combustion technologies. John is also a regular columnist for Heat Treat Today and a past president of IHEA.
Jeff Rafter is vice president of sales and marketing for Selas Technologies out of Streetsboro, Ohio and has a rich history in the combustion industry as well, including many years with Maxon Corporation. He’s got 28 years of industrial experience in sales, research and development, and marketing. He’s a combustion applications expert in process heating, metals refining, and power generation and has also served 10 years on the NFPA 86 committee and holds a patent for ultra-low NOx burner designs. He is also an IHEA member.
Finally, we have Brian Kelly with an equally rich history in combustion, spending most of his years at Hauck Manufacturing in Lebanon, PA, where he did a lot in sales and engineering before they were purchased by Honeywell. Brian currently works for Honeywell Thermal Solutions and is also an IHEA member.
Gentlemen, thank you for joining us. Let’s just jump right in. Brian, since I picked on you last, let’s go to you first on the questions.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Jeff Rafter Selas Heat Technology Company, LLC
Brian Kelly Honeywell Thermal Solutions
Is Hydrogen Combustion the Future?
DG: Is this hydrogen combustion thing coming? And, if so, how soon and what’s driving it?
Brian Kelly (BK): It is coming and there is going to be a lot of back and forth in that it doesn’t make sense and all that. It is here. We’re seeing inquiries from customers that ask, “Hey, do we have burners that do this, control systems and stuff that do that?” The news that I get emails on, for example, is that with one of the steel companies in Europe, they already said their plan is totally going to be hydrogen. We’re delivering billets right now of hydrogen.
So, yes, it’s coming. Is it coming soon? It’s here today. Widespread? That’s going to be a longer road. I think you’re going to hear from people that know more about it than I do, but, certainly from industry buzz, we’re testing burners, we’re making sure our burners run on partial hydrogen, full hydrogen, safety valves, control valves, and all that is definitely within a lot of the testing that we’re doing right now beyond the usual R&D on lower emissions burners and things of that nature.
Jeff Rafter (JR): I have a slightly different answer, but I agree with Brian. I think hydrogen combustion has been here for over a century. The difference has been, it’s been largely restrained to a few industries that have a regular hydrogen supply. A great example would be refining and petrochemical industries. We have had, for literally decades, burners designed to burn pure hydrogen, for example, in applications like ethylene crackers.
The fundamentals of hydrogen combustion are very well known. The next evolution that we’re currently in the process of seeing is taking more industries into an availability of hydrogen as a fuel and modifying designs and process heating equipment to accept it. There are fundamentally a lot of changes that occur when you switch the fuel, and we can get into more of those later with more relevant questions, but it doesn’t come without challenges. There is quite a bit to be done, but I think the fundamental science is already well-known. There is a lot of design work to be done and there is a lot of economic and supply development yet to be had.
John Clarke (JC): Yes, I certainly think it is coming, but the timing is uncertain. And, when I say “coming,” I mean deployed in a certain or large volume. When we simply talk about hydrogen, I do think the order of deployment is somewhat predictable and when it comes to pure hydrogen, I think it will likely be deployed first for transportation, and only after that need is met, as a process heating fuel, widely. Now, if there is a breakthrough in battery technology, this order of deployment may change. But, right now, it looks like hydrogen represents an opportunity for higher energy density for long haul transportation. And, if we’re pushing hard to reduce CO2 or carbon emitted, I think policy will be implemented in a means to maximize a reduction of carbon. That’s where I think they’ll be pushing harder.
Now, that said, partial hydrogen, blending hydrogen into natural gas, is likely to occur perhaps sooner than that.
Joachim Wuenning (JW): Not really. I think a lot of things were said correctly and I strongly believe it has to come. If you believe in climate change, it must happen because we cannot use fossil fuels forever. I also don’t believe that we will have an all-electric world. I don’t believe in nuclear power, so we cannot get all our energy from that, therefore, chemical energy carriers will be necessary for storage and long-haul transportation. Is it coming soon? Of course, it is hard to predict how fast it will be. Now, fossil fuel is cheap so it will be hard to compete with as hydrogen is likely to be more expensive.
But certainly, what we see is the requirement from our customers to have hydrogen ready burners. Because, if they invest in equipment at that point, why would they buy a natural gas only burner. They should, of course, look for burners which are able to do the transition without buying all new equipment again. So, we have a lot of projects momentarily to demonstrate the ability of the equipment to run with hydrogen or natural gas and, preferably, not even readjusting the burners if you switch from one to another gas.
Perry Stephens (PS): I’ll try to add something a little different. At EPRI, we’re charged with providing the analysis and data from which other folks, like these gentlemen, are going to try to base important business decisions. Our work hasn’t focused specifically on hydrogen, but, more generally, the class of alternate energy carriers — molecules, gas, or liquid — that can be produced in low carbon first energy ways through renewable energy sources. A lot of our work is focused on understanding the pathways from the initial energy which as a biomass source, solar, wind, could be nuclear, could be hydro. These sources of electric power that ultimately have to be used to produce this low carbon hydrogen. One other pathway is hydrogen or hydrogen-based fuels produce the steam methane reformation process which uses a lot of hydrocarbons but would then require carbon capture and sequestration. The CO2 from these processes could be employed in a circular economy fashion. So, we look at all of these.
The real challenge is the challenge of cost. How do you produce this hydrogen or alternate fuel? And there are many other potential fuel molecular constructs that could be deployed. Ammonia is one being discussed in some sectors. And then how do you transport them, store them, and what is their fuel efficiency and the cost of either new equipment or conversion of existing equipment to deploy those. We’re not specifically focused on hydrogen. It is a very important energy carrier. It can be blended with fossil fuels in the near-term and then maybe expanded in the long term to higher percentages up to pure hydrogen depending on the application, depending on where you produce it. These costs must be evaluated and that is a big job that we’re doing at EPRI with our LCRI initiative right now. We are trying to understand that techno economic analysis, that is, what makes the most sense for each sector of the economy.
Why Not Electricity?
DG: Thanks, guys. Joe had mentioned global warming, a driving force here. Why not electricity? Why don’t we just convert everything over to electricity? Perry, you’re with EPRI, let’s start with you on that. Instead of going just straight-out hydrogen, why not just go to electricity?
PS: I think the question again rephrased might be, “when electricity and when hydrogen” because I think that’s really what we’re trying to decide. There are interesting areas of research involving catalysis techniques that dramatically improve the net energy efficiency of chemical processes, for example, that might make direct electrification of certain processes more competitive. There are electric technologies for the low- to midrange temperatures that are attractive and use pieces of the electromagnet spectrum to produce transformation of products, heating and/or other transformations, that are very cost effective today. So, we judge that a portion, maybe something approaching 30% of the remaining fossil fuel, could be electrified. A certain chunk, a quarter, maybe reduced consumption through energy efficiency, 30% or more through electrification. It’s that difficult-to-electrify piece. Steam-based processes and other direct combustion processes where electric technologies — for one reason or another, don’t look like they offer a strong solution, at least today — that we’re really concerned with. And, both in steam production and direct combustion of fossil fuels today, many cases we’re looking at having to have some sort of alternate combustible fuel.
JC: I’m not sure I completely agree with your question. In some ways, clean hydrogen, or environmentally or low carbon hydrogen, is electricity. It is simply a different means of storing electric power because the source of that is going to be some sort of renewable power, more likely than not, photovoltaics, wind, hydroelectric; those are going to be the electricity we use to break down the water to generate the hydrogen that we then go ahead and store. So, the alternative is whether we use batteries or hydrogen to store this electricity and make it available either in a mobile setting, in a car or a truck, or off-peak times, at times when we are not able to generate electricity from renewables.
I think the question really is more along the line of end use. When are we going to be using electricity for the final end use? We’re kind of process heating guys around this table. I think it’s going to come down to economics, for the most part. And I don’t think we’re quite there yet.
JW: Electricity is fine for some applications. I’ve driven an electric car for the last 10 years, but in long range, I drive the fuel cell hydrogen car from my father, so different technologies for different purposes. There might be batch processes where I can have a break of a week if there is no sunshine and do the batch processing when electricity is available. But if I have a continuous furnace with 100 megawatts which should run 365 days a year, it will be tough to produce the electricity constantly from a renewable basis to fulfill all these requirements. I think it’s just more economic and makes more sense to use the right technology for the right processes. It’s not an either/or. Use the right technology for the right application.
BK: I would just back what Joe says. It can be selective to industry, the furnace type, or the type of material being processed. I know I’ve dealt in my career with a lot of the higher temperature type applications — ceramics and heat treating and things of that nature. If you start getting above 2000 degrees Fahrenheit and up, and especially dealing with airspace, uniformity has a lot to do with it.
Electricity can be hard to get that uniformity without moving fans and having fans that operate at higher temperatures is another challenge. It’s extremely challenging and a big cost factor. What most people have said here is that it is probably not either/or. We see a lot of electricity being used but we’re fossil fuel burner guys, so we’re going to push that efficiency and that kind of cost.
You’re not going to want to miss the rest of this thought-provoking discussion. To watch, listen, or read in its entirety, go to www.heattreattoday.com/2021-09-H2-Reg.










 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com