



Aerospace Standards in the Heat Treating Industry
 Have you ever wondered how to create or revise AMS specifications? In this original Heat Treat Today Technical Tuesday feature, come along with Andrew Bassett, president of Aerospace Testing and Pyrometry and an expert in aerospace pyrometry specifications, as he shares his experience and knowledge in the process.
Have you ever wondered how to create or revise AMS specifications? In this original Heat Treat Today Technical Tuesday feature, come along with Andrew Bassett, president of Aerospace Testing and Pyrometry and an expert in aerospace pyrometry specifications, as he shares his experience and knowledge in the process.

Author’s Note: These comments are the non-binding opinion of the author and do not constitute an interpretation by SAE. Such opinions do not replace the need to ensure agreement between the supplier, customer, and cognizant engineering organization.
This article originally appeared in Heat Treat Today’s March 2020 Aerospace print edition.
Those who are familiar with aerospace heat treating are accustomed to Aerospace Material Specifications (AMS) that guide heat treaters on how to process parts and raw materials. These specifications will mandate equipment requirements, atmospheres to be used, cleaning methods, soaking times and temperatures, and testing requirements, to name a few. The working committee, Aerospace Metals Engineering Committee (AMEC), is in charge of revising these specifications, which is required every five years. This is a long and sometimes tedious process of revising specifications with many knowledgeable experts involved.
There are various types of specifications that have been established by the SAE Technical Standards Board:
- Aerospace Material Specifications (AMS)
- These technical reports contain specific performance requirements and are used for material and process specifications conforming to sound established engineering and metallurgical practices in aerospace sciences and practices.
- Aerospace Standards (AS)
- These technical reports contain specific performance requirements and are used for design standards, parts standards, minimum performance standards, quality, and other areas conforming to broadly accepted engineering practices or specifications for a material, product, process, procedure, or test method.
- Aerospace Recommended Practice (ARP)
- These aerospace technical reports are documentations of practice, procedures, and technology that are intended as guides to standard engineering practices. Their content may be more general in nature, or they may offer data that has not yet gained broad acceptance.
- Aerospace Information Report (AIR)
- These aerospace technical reports are compilations of engineering reference data, historical information, or educational material useful to the technical community.
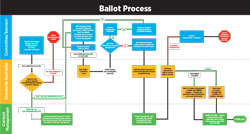
To create or revise an Aerospace Specification, a “sponsor” of the specification will request to either create a new or revise an existing standard with the approval of the chairperson. Once the approval has been granted, the sponsor will work to create and/or revise the existing document. When the draft document is complete, the draft is balloted for a 28 Day Ballot. Members of AMEC can make comments on the ballot with either a “T” comment or an “I” comment. The “T” comment is a technical error, missing requirement, or improper requirement that needs action by the committee. All technical comments should be accompanied by a reason for the comment and a suggested improvement to resolve the issue. The “I” comment is a non-technical correction. These may include spelling and grammatical mistakes, incorrect paragraph numbering, and the like. Each “T” comment must be discussed and voted on by the committee members and approved or disapproved. During the ballot process, members are asked to “Approve” or “Disapprove” the ballot. This process goes on until no more changes are required to the draft before the document is sent to the appropriate commodity committees.
The illustration (Figure 1) describes the creation/revision process for given specifications.
The projects for the revisions to AMS-2759 series of specifications started in 2009/2010 with many of the draft revisions waiting in “parking lots” until all the specifications were completed. Since their release in 2018, several of these specifications had to be revised again due to missing or omitted requirements or small changes to clarify issues.
Over the last eighteen months, the heat treat industry has experienced new revisions to the following specifications (revision dates):
- AMS-2759 Rev G Heat Treatment of Steel Parts General Requirements (04-23-19)
- AMS-2759/1 Rev H Heat Treatment of Carbon and Low Alloy Steel Parts Minimum Tensile Strength Below 220 ksi (1517MPa) (09-19-19)
- AMS-2759/2 Rev J Heat Treatment of Low Alloy Steel Parts Minimum Tensile Strength 220 ksi (1517MPa) and Higher (07-15-19)
- AMS-2759/3 Rev H Heat Treatment Precipitation-Hardening Corrosion-Resistant, Maraging and Secondary Hardening Steel Parts (01/07/19)
- AMS-2759/4 Rev D Heat Treatment Austenitic Corrosion-Resistant Steel Parts (04-28-18)
- AMS-2759/5 Rev E Heat Treatment Martensitic Corrosion-Resistant Steel Parts (04-28-18)
- AMS-2759/6 Rev C Gas Nitriding of Low Alloy Steel Parts (06-11-18)
- AMS-2759/7 Rev D Carburizing and Heat Treatment of Carburizing Grade Steel Parts (04-15-19)
- AMS-2759/8 Rev B Ion Nitriding (06-11-18)
- AMS-2759/9 Rev E Hydrogen Embrittlement Relief (Baking) of Steel Parts (10-18-18)
- AMS-2759/10 Rev B Automated Gaseous Nitriding Controlled by Nitriding Potential (06-11-18)
- AMS-2759/11 Rev A Stress Relief of Steel Parts (04-28-18)
- AMS-2759/12 Rev B Automated Gaseous Nitrocarburizing Controlled by Potentials (07-02-18)
- AMS-2759/13 Gaseous Nitrocarburizing (06-11-18)
- AMS-2769 Rev C Heat Treatment of Parts in Vacuum (07-12-19)
- AMS-2770 Rev P Heat Treatment of Wrought Aluminum Alloy Parts (04-08-19)
- ARP-1962 Rev B Training and Approval of Heat Treating Personnel (06-11-19)
- ARP-7446 Vacuum Gauge Calibration (03-06-19) New ARP
There are several more projects underway that include the revision of AMS-H-6875, Heat Treatment of Steel Raw Materials that will become a four-digit AMS Specification, AMS-2774, Heat Treatment Wrought Nickel Alloy and Cobalt Alloy Parts, AMS-2801, Heat Treatment of Titanium Alloy Parts and AMS-2750, Pyrometry, to name a few. As new technology emerges, such as additive manufactured metal parts, AMS standards will need to be revised or created to address the thermal processing of these parts.
AMS-2750 (Pyrometry) is one of the more contentious specifications, which is currently under revision, because it is the main specification for the testing of thermal processing equipment. This specification not only has an effect on commercial heat treaters working in aerospace, but this specification has been adopted in chemical processing/coatings for baking/drying ovens, composites for curing and bonding laminates, and as of January 28, 2018, the FDA Center for Devices and Radiological Health has added this standard to its list of recognized consensus standards database. For those who are heat treating medical devices such as needles, heart wires, titanium staples, and metallic joint replacements, AMS-2750 is now governing how the thermal processing equipment will be tested.
When I first became involved with AMEC in June 2008, the AMS-2750D (Pyrometry) was starting to be revised to AMS-2750E. I attended my first meeting in Niagara Falls, New York, with the expectation that I would be working only with a group of aerospace primes who write these standards. As it turned out, many of the members at AMEC are end users, such as captive and commercial heat treaters who are experts in the specifications in which they are involved. Since being in the field of pyrometry, I thought I would volunteer my time and expertise on the revision of AMS-2750. The sub-team group consisted of experts from Boeing, Honeywell, Carpenter Technology, Alcoa, Performance Review Institute (PRI), and Bodycote Thermal Processing with each team member bringing to the table his/her own knowledge and expertise in pyrometry. The process of revising this specification took four years to complete with numerous team meetings to discuss and propose changes to better clarify the previous revision. The final revision was finally published in July of 2012. Since then, I have been involved with other specifications such as AMS-2769 (Heat Treatment of Parts in a Vacuum), ARP-7446 (Vacuum Gauge Calibration), and the next revision of AMS-2750F.
Getting involved with AMEC and the various commodity groups is rewarding as it allows you to have a voice in the specifications that affect your business. You work with other members in the heat treat community to develop and create specification to enhance the industry, better the process, and continually strive to deliver quality parts or materials.
About the Author: Andrew Bassett is the president of Aerospace Testing and Pyrometry and is an expert in aerospace pyrometry specifications. He has 25 years of experience in the calibration and testing of thermal processing equipment. This article originally appeared in Heat Treat Today’s March 2020 Aerospace print edition.

Aerospace Standards in the Heat Treating Industry Read More »

 and digital data collection:
and digital data collection: Andrew Bassett (
Andrew Bassett ( “This is a topic that yields great discussions,” adds Jason Schulze (
“This is a topic that yields great discussions,” adds Jason Schulze (

 Gunther Braus (
Gunther Braus (
