A global manufacturer of technically advanced specialty materials and complex components recently announced that it has reached an agreement on multiple new long-term contracts with an aircraft engine supplier to supply iso-thermal and hot-die forgings used in the manufacture of commercial jet engines.
Robert S. Wetherbee, ATI’s president and CEO
GE Aviation, headquartered in Evendale, Ohio, has contracted with Allegheny Technologies Incorporated (ATI) for the development and production of materials and components for hotter-burning, more fuel-efficient jet engines.
“We are pleased to extend and expand our six-decade partnership with GE Aviation,” said Robert S. Wetherbee, ATI’s president and CEO. “These long-term agreements demonstrate the trust that GE Aviation places in ATI to deliver the highest quality materials and components to their production lines on-time.”
Michael J. Wagner, GE Aviation’s global sourcing general manager
“This is a great example of how we are developing key partnerships, like ATI, for the purpose of growing capability and capacity in the forging industry to ensure we can support our customers,” said Michael J. Wagner, GE Aviation’s global sourcing general manager.
Advanced large-capacity heat treating equipment and vacuum furnaces, as well as rare aerospace equipment, are listed among the items that were auctioned in December 2019, as part of the closure of an industrial facility belonging to a California-based rocket and missile propulsion manufacturer.
Paul Zimmer, CEO of Machinery Marketing International
Aerojet Rocketdyne began downsizing its operations and holdings in Rancho Cordova, California, in 2017 and expanding its manufacturing footprint in Arkansas. Machinery Marketing International (MMI), in collaboration with Hilco Industrial, was secured to partner with Aerojet in the downsizing of assets, and a large industrial auction of Aerojet Rocketdyne manufacturing equipment that occurred in December.
The auction of the 800,000-plus sq ft manufacturing facility features advanced large-capacity heat and vacuum treating, composite structure forming, CNC machining, quality assurance equipment, and more. Key assets falling under the auctioneer’s gavel include an Abar Ipsen HR-120x152VC 6-bar MetalMaster horizontal vacuum compression braze furnace and a Grieve HB-500 500°F electric oven.
“We are proud to have been selected as an asset disposition partner for this closure,” said Paul Zimmer, CEO of Machinery Marketing International. “This facility features rare aerospace equipment including vacuum furnaces and heat treatment machinery, composite manufacturing equipment, large scale turret lathes, and a wide selection of machine tools. The scale and quality of this equipment makes this auction a unique opportunity for buyers.”
The live auction will take place at 2001 Aerojet Road Rancho Cordova, California 95742 on Tuesday, December 10, at 10:00 AM (Pacific Time) with additional online webcast bidding hosted by Bidspotter. Lot preview and machinery inspection will occur Monday, December 9, 8:00 AM to 4:00 PM (Pacific Standard Time), or earlier by appointment.
A company that manufactures custom magnetic shields, precision sheet metal fabrication, and Hydroforming recently commissioned its first-ever vacuum furnace to accommodate expansions to better serve the magnetic shielding industry by providing material designed to protect sensitive electronics from magnetic fields.
Jason Davidson, Solar Manufacturing’s northeast regional sales manager
MuShield Company of Londonderry, New Hampshire, commissioned Solar Manufacturing to design the furnace, built with a SolarVac® Polaris control system, fully compliant to AMS2750E pyrometric specification, operating at a vacuum level of 10-5 Torr with the capability of maximum temperatures up to 2400°F, and featuring an external quench system designed for pressures up to two bar.
“What this means for us is that we’ll be able to offer quicker turnaround times on heat-treated products, fit larger shields into our furnace, and eliminate outside vendor work,” notes MuShield’s website.
“MuShield was already aware of our excellent reputation in the industry, and they were impressed with our facility when they visited earlier this year,” said Jason Davidson, Solar Manufacturing’s northeast regional sales manager. “They were also impressed with results of testing performed for them by Solar Atmospheres, so we’re pleased they have placed confidence in Solar Manufacturing to provide their first vacuum furnace.”
The new vacuum furnace will also allow MuShield to perform stress relief annealing cycles on hydroformed parts made from non-shielding alloys, which is a manufacturing requirement on most materials that the company hydroforms.
How a Custom Designed Fixture and Hardness Testing Unit Solved a Major Aerospace Engine Manufacturer’s Hardness Testing Dilemma
Situation: A major aerospace engine manufacturer wanted to ensure the appropriate hardness of a specific section of a heat-treated engine housing. They wanted to non-destructive test the actual housing and not test shims. They wanted to do the test in-house so as to not stall production by having to ship the part out for testing. Another reason they did not want to ship the parts out for testing was the size of the parts. Some of the parts had a diameter as large as 40 inches (102 cm), 20 inches (51 cm) high, and 900 lbs (400 kg). The aerospace company also wanted an automated, full-proof system that reduced the chance of human error.
Figure 1
Solution: The solution came in the form of a custom-built hardness testing machine and an innovative fixture to hold the engine housing. As can be seen in Figure 1, AFFRI USA, located in Illinois, designed a fixture to hold both a custom-designed hardness testing machine as well as a fixture to hold the engine housing.
The Hardness Testing Machine
The specific hardness testing unit chosen for the job was DAKOMASTER 300. Typically, this unit is a tabletop unit as shown in Figure 2. For this specific aerospace application, the unit was modified so that it could be securely attached to the steel
Figure 2
construction holding fixture. Additionally, the custom-built unit was adapted so that the measuring head had a much greater vertical and horizontal range to accommodate varying height engine housings. The engine housings varied in size from as large as 110 inches (2.8m) in diameter and 39 inches (1m) high to the smallest being approximately 16 inches (400mm) in diameter and 9 inches (250mm) tall. The typical vertical working distance range on the tabletop unit is approximately 12 inches (300mm) while the custom unit has a vertical working distance range of 39 inches (100cm). The measuring and loading head of the unit was designed so that no misalignment would occur with the engine housing. If effective, the machine utilized what can be considered a self-clamping technology that structural deflection is absorbed ensuring an accurate and absolute reading in varying test conditions. Finally, to eliminate potential operator error, once in place, the test is initiated by a single button eliminating the need for operator engagement.
The Fixture Table
Since part and machine stability is critical for accurate hardness tests, providing a stable base for the large aerospace parts was a critical part of the solution. The company wished to execute multiple tests in multiple locations around the flange face of the engine housing. Some tests were to be conducted on the outer edge of the housing and some tests were to be conducted on the inner edge of the housing. To do this, the fixture holding the engine housing was designed so that the entire housing could move closer to or further away from the test machine. Additionally, the housing had to be rotated so that the machine could test completely around the perimeter of the housing flange face. To accomplish this, the part fixture was equipped with heavy-duty bearings so that the entire engine housing was able to be easily rotated. Once rotated to the desired location, the table would move closer to or further away from the test machine to pinpoint the exact spot for the test.
The Results
Simply stated, the results were excellent. Hundreds of tests have been run on a wide range of engine housing diameters, all with success – all well within the 1% tolerance. Being able to conduct in-house testing has helped smooth production. Having hardness testing equipment that is flexible enough to handily negotiate large or small engine housings saved the company money from needing to purchase several hardness testing machines and fixtures. Tests can be run quickly and simply by rotating the part fixture table and operator error has been virtually eliminated with the single push-button equipment. The hardness testing equipment provided for this aerospace company is capable of performing HRC, HRB, HRT, HRN measurements all in conformance with ASTM E-18. HTT
About the Author: AFFRI is an Italian-based international designer and manufacturer of state-of-the-art hardness testing systems for over 60 years. The company’s North American headquarters is located in Wood Dale, Illinois. This article originally appeared in Heat TreatToday’sMarch 2019 Aerospace print edition and is published here with the author’s permission.
Spirit AeroSystems Holdings Inc. recently announced it has entered into a definitive agreement to acquire select assets of Bombardier aerostructures and aftermarket services businesses in Belfast, Northern Ireland (known as Short Brothers); Casablanca, Morocco; and Dallas, Texas.
Spirit AeroSystems president and CEO Tom Gentile
The opportunity to expand its operations into Northern Ireland and Morocco and the addition of the entire work package for the A220 wing and its technology is critical for the future of next-generation aircraft, says Spirit. In aerostructures and fabrication, Bombardier supplies composite and metallic wing components, nacelles, fuselages, and tail assemblies, along with high-value mechanical assemblies made out of aluminum, titanium, and steel.
“The Bombardier operations bring world-class engineering expertise to Spirit and add to a strong track record of innovation, especially in advanced composites,” said Spirit AeroSystems president and CEO Tom Gentile. “Belfast has developed an impressive position in business jet fuselage production, in addition to the world-acclaimed fully integrated A220 composite wing. This acquisition is in line with our growth strategy of increasing Airbus content, developing low-cost country footprint, and growing our aftermarket business.”
Heat Treat 2019 was just a month ago, and one of the great benefits of gathering with a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat TreatToday’s101 Heat TreatTips is another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features tips from Grammer Vacuum Technologies covering Vacuum Furnace and Cooilng.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Heat TreatTip #59
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
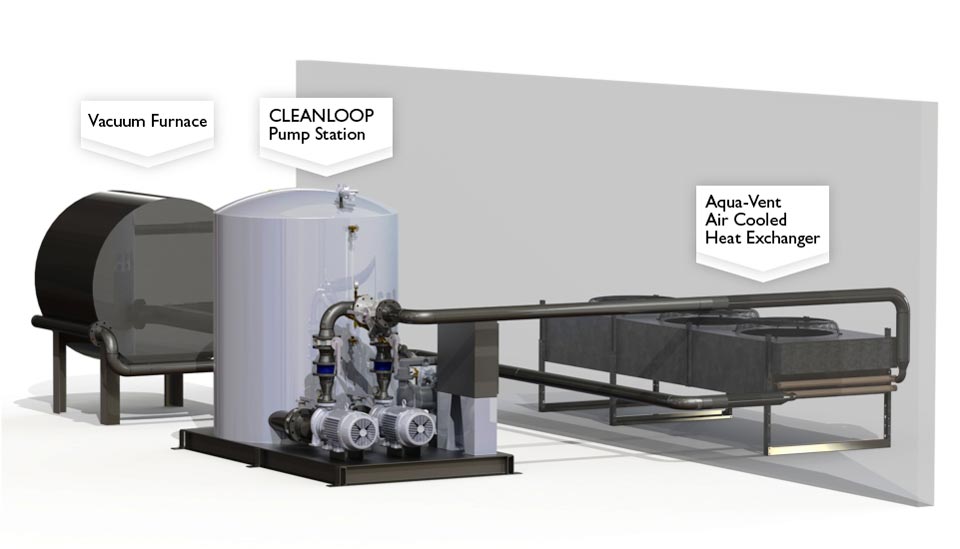
Air-cooled vacuum furnace cooling system (from Dry Coolers)
Heat TreatTip #80
Closed-Loop Water Cooling Systems
Modern water cooling systems for vacuum furnaces are typically closed-loop. (By this we mean that air never comes in contact with the water that goes through your vacuum furnace. The expansion tank would be pressurized with dry nitrogen, in this case, to prevent oxygen pick-up by the water.) Sometimes after maintenance work, the expansion tank or sump is left open to air. As a result, air/oxygen, dirt, and organic materials can get into the water system and eventually cause both corrosion and plugging of your chamber. A plugged chamber can overheat and explode or implode causing serious injury or death. Replacement chambers are very expensive. A recirculating water system that allows air to contact the water entering your furnace can dramatically decrease the life of your vacuum chamber.
Heat TreatTip #89
Lanthanated Moly Alloy Strip Increases Element Longevity
Moly and TZM moly grids can double or triple vacuum furnace throughput by using a two-tier or three-tier fixture to utilize unused work zone space.
Pure molybdenum vacuum furnace heating elements distort with time in service due to growth and contraction during thermal cycling. You can often see this distortion beginning just a month or two into service of new elements. Eventually, these will contact either the insulation/shield wall— or worse yet, your parts—and cause electrical arcing. So they need to be replaced before this happens. By making a direct replacement of these pure moly strips with a lanthanated moly alloy strip, the life of the elements can be significantly increased. We have seen a rough doubling of the element life by making this change. Many new OEM vacuum furnaces are now supplied with lanthanated elements at the start. OEM and aftermarket hot zone re-builders are frequently making this change as well to get longer life out of their hot zone elements.
Heat TreatTip #101
TZM Moly Alloy for Structural Vacuum Furnace Components
For over 30 years, there has been a molybdenum alloy called TZM (Moly-0.5%Ti-0.1%Zr) which is far superior to pure molybdenum in vacuum furnace structural applications. TZM is slightly more expensive than pure moly, so OEM furnace companies use pure moly to keep their costs down for competitive reasons. But they could be offering it as an option for their buyers. Pure molybdenum metal undergoes recrystallization at temperatures as low as 2000°F. The recrystallized structure is very brittle at the grain boundaries, resulting in a structural component that also is very brittle. If you have a vacuum furnace with moly components, you have undoubtedly seen this with older parts. TZM alloy, however, does not recrystallize until around 2500°F, and even then it does not exhibit the brittle behavior of pure moly, because the recrystallized grain size is still very fine. TZM is also stronger than pure moly, as much as 3 to 4 times the strength at temperatures above 2000°F. For a 10-15% premium in cost, you can dramatically extend the life of your moly structural components in your furnaces.
A global company that produces specialty metals and provides related vacuum heat treating equipment and services recently announced the acquisition of assets of a leading titanium producer based in western Pennsylvania that supplies the aerospace industry.
AMG Advanced Metallurgical Group N.V. finalized the acquisition of the assets of International Specialty Alloys (ISA) from Kennametal Inc. through its operating unit AMG Technologies, which, besides its production of titanium aluminides and titanium master alloys, also designs, engineers, and produces advanced vacuum furnace systems and operates vacuum heat treatment facilities under the ALD Vacuum Technologies brand name, primarily for the transportation and energy industries.
ISA, located in New Castle, Pennsylvania, is a leading U.S. producer of titanium master alloys and other binary alloys for the aerospace market.
“The acquisition of ISA provides an excellent opportunity for AMG Titanium Alloys and Coatings to increase its market position in these key products for the aerospace market in North America and Europe,” stated Guido Loeber, President of AMG Technologies.
Heat TreatToday’s regular contributor Jason Schulze of Conrad Kacsik (“Jason Schulze on AMS2750E” series) interviewed Shaun Kim from Byington Heat Treating, located in Santa Clara, California, about the company’s experience preparing for and working through the Nadcap accreditation process. Shaun is the quality director at Byington Heat Treating.
The Byington Steel Treating Inc team
As a quality director at a commercial heat treat facility, I’ve been presented with some challenging situations. I take each challenge and examine it in any way I can, or at least, in any way that I know how. I like to think I’m a detail-oriented, evidence-based thinker with the ability to, at the very least, recognize gaps even if I’m not sure how to fill them. In short, the challenges drive me to learn more, and in the end, that is what I’m after. That is what I got out of the Nadcap process: a learning experience that has since prepared me for the next round.
My name is Shaun Kim. I’m the Director of Quality at Byington Steel Treating located in the California Bay Area. In fact, we are now the only Nadcap-approved commercial heat treat facility in the area. Byington Steel Treating has been around since 1952, heat-treating materials from carbon steels to aluminum allows to superalloys. Our capabilities have grown through the years and include hardness and conductivity testing. As we heat treat to AMS2759 (and family), AMS2770, and AMS2771, as well as material specifications, Nadcap accreditation was inevitable.
Sean Byington, CEO, Byington Heat Treating
The vision of Nadcap accreditation in heat treat was initiated and fully supported by our CEO Sean Byington. I know that, for many in the field, management may not supply the full resources needed to achieve Nadcap approval, but for me, that was not the case. Our CEO offered all the necessary resources to achieve accreditation. My challenge, once I first gained access to the eAudit.net website, was the new requirements within the checklist. As I stated, I’m detail-oriented, so I examined the checklists closely and, in the process, realized that in order to achieve Nadcap accreditation, simply conforming to an AMS specification wouldn’t be enough.
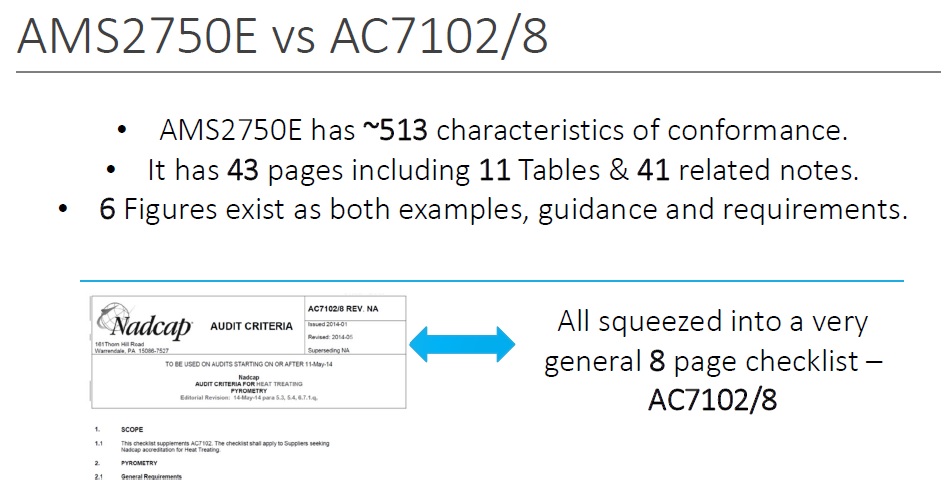
My biggest challenge was pyrometry. At the time I didn’t understand AMS2750E very well, so I intently read the specification until it started to make sense. I must have read that specification 10-plus times. Our initial Nadcap audit did not go well. It wasn’t that we were not doing what was required; it was that we did not have those requirements documented. We ended up going through the risk-mitigation process, otherwise, we would have had to wait two years to re-apply for Nadcap heat treat accreditation—something our team and CEO was not willing to do. If I had to point out some things I would have done differently pre-risk mitigation, I would have a) given myself more time to prepare, b) hired an industry expert to perform a gap-analysis using the AC7102 checklists, and c) hired an industry expert to facilitate the audit.
Slide from the Nadcap training Jason Schulze provides on behalf of Conrad Kacsik
Back to the risk mitigation process. The Nadcap risk mitigation process essentially consists of addressing all findings received from the eAudit.net system. PRI Staff Engineers will review root cause and corrective actions as they normally would during a reaccreditation audit. Prior to the risk mitigation process, we engaged an industry expert to help us review the findings to ensure that what we were capturing would improve our process and get the findings closed. Even though the risk mitigation process, we learned a lot about the response expectations and just how far we had to dive into our process to find the root cause and take corrective action. In the end, I must admit, I wouldn’t have changed anything. Going through the pains of risk mitigation prepared our company for the stringent requirements that come when processing aerospace parts to the requirements of Nadcap. Nadcap is a serious thing, and we wanted to learn as much as we could even if it meant putting a lot of time and effort into risk mitigation, which we did.
Internal audits gas analysis results can provide a learning opportunity.
Post-risk-mitigation, my experience was completely different and so was our approach. We retained our consultant who walked us through a gap analysis and supplied us with a close-out letter, laying out each gap for each checklist and how to close the gap. Once we had this information, and with an open line of communication to our consultant, we modified our procedures/forms and re-trained our staff in line with changes and requirements. At that point, my understanding of the Nadcap requirements, as well as AMS2750E, had improved greatly, which helped us through the process.
The time came for us to have our initial Nadcap heat treat audit. This process was tough. We had worked hard to close all the gaps we could think of. The auditor did not necessarily contribute to the tough process; it was more about the under-the-gun feeling. We had worked hard and invested the time and money to ensure a successful audit, and we were eager to experience the reward. Of course, there were several times we did not see eye-to-eye with the auditor, but in the end, we had a very successful audit. We passed with room to spare.
Interior of a vacuum furnace
In the end, I learned a lot through the process of Nadcap accreditation in heat treat. I’m a strong believer that you will never learn anything unless you make mistakes along the way and identify why it happened. There is no way for us to learn unless someone points it out or an event forces us to recognize the gap and we then address it.
Almost immediately, we began receiving RFQs which required Nadcap accreditation in heat treat. We have been processing quite a bit of work which requires Nadcap approval and aim to get more. If I could share any advice it would be the following:
Start from the beginning. Get the checklist and fill it out honestly—be honest with yourself about your capabilities.
It will not help you to ignore the gaps. Identify the gaps and start with those areas for improvement.
I recommend getting a consultant familiar with the Nadcap process of audits. The more you learn, the better off you will be.
If you would like to contact me for questions regarding my experience in our Nadcap heat treat accreditation process, please feel free to email me at skim@byingtonsteel.com. I look forward to sharing my experience and learning from yours.
Jason Schulze of Conrad Kacsik, regular contributor to Heat Treat Today (“Jason Schulze on AMS2750E” series)
Written by Jason Schulze from questions presented by Jason Schulze using responses submitted by Shaun Kim from Byington Heat Treating.
An HTT consultant on Hardide A coating technology . . .
“The technology behind using advanced tungsten carbide coatings for metal parts, as described in this article, looks very promising, and in my estimation bears further investigation. The stereotypical misgiving with coatings, irrespective of the method of deposition [i.e. PVD, CVD] is that although they improve wear and corrosion resistance, they result in marginally decreased fatigue life. This technology would appear to answer the fatigue life portion of this question; however, this article really does not speak to the corrosion/wear resistance properties of the process.” ~ Michael Mouilleseaux, General Manager, Erie Steel Ltd.
Air Europa Airbus A330-202
A UK-based provider of advanced tungsten carbide coatings for metal parts recently announced that its tungsten carbide/tungsten metal matrix composite coating has been selected as the replacement for hard chrome plating (HCP) on Airbus A330 compression flap pads.
Following this announcement, Hardide Coatings, which also has a facility in Martinsville, Virginia, for processing parts for customers in North America, received word from an independent testing source that Hardide-A tungsten carbide/tungsten metal matrix composite coating improves the fatigue life of metal components by 4.5% when compared to uncoated substrates. The tests were conducted by Westmoreland Mechanical Testing and Research Ltd (WMTR), a leading aerospace qualified testing laboratory in the UK and USA, concluding also that Hardide-A eliminates the need for costly secondary shot peening, making the coating a significant advancement in materials optimization for the aerospace and other industries where fatigue debit of surface-coated metals is a problem.
WMTR used the rotating bend fatigue test method complying with BS ISO 1143:2010. This test is considered to be the most sensitive to the effects of surface treatment on fatigue properties. Samples of S99 steel were coated with Hardide-A to a thickness of 63-70 microns and hardness of ~950 Vickers, which are mid-value thickness and hardness properties for this coating type. The test was discontinued after 15 million cycles.
Traditionally, the fatigue debit after hard coatings such as hard chrome plating (HCP) and HVOF coatings have been applied can be as much as 60% and only following shot peening of the coated surface can this be reduced to around a 20% debit. The Hardide-A coating recorded a fatigue life increase of +4.5% after coating without any need for shot peening. The Wöhler S-N curve for the coated samples is clearly positioned above the uncoated control samples’ curve by ~40 MPa throughout the whole range of the N cycles to failure.
Dr. Yuri Zhuk, technical director at Hardide Coatings
Fatigue debit of surface-coated metals has been a long-standing problem for the aerospace industry; Hardide-A was developed specifically to meet the needs of the sector. This environmentally compliant and technically superior replacement for HCP and HVOF coatings provides enhanced protection against corrosion and chemically aggressive media, wear, galling, fretting, and fatigue.
“Metal fatigue is an enduring problem in aerospace as well as for the steam and industrial gas turbines industries, and we recognized the value in commissioning independent testing to verify the fatigue advantages of Hardide-A,” said Dr. Yuri Zhuk, technical director at Hardide Coatings. “The positive 4.5% improvement to fatigue life provides the detailed analysis and assurance that our solution is an improved alternative to traditional HCP and HVOF coatings. Unlike these other coatings, Hardide-A has no through micro-porosity, so creating an excellent barrier against corrosion as well as improving fatigue performance.”
Heat treating is the unsung hero of the commercial and military aviation industries. Much like the support staff behind any good play or movie, or the mom behind the Olympic athlete, heat treating of critical aerospace parts is relegated to the background, to the fine print of the credits—if at all. But if it were not for heat treating, planes would not fly, ships would not sail, submarines would not dive, and cars would not drive. Bob Hill’s article, which first appeared in the 2014 edition of the SME Aerospace and Defense Yearbook, and then in Heat Treat Today’sMarch 2019 Aerospace print edition, introduces you to the technical world of vacuum heat treating and why vacuum thermal processing is vital to the aerospace and defense industries.
First, let’s nail down what we mean by “heat treating.” In simple terms, heat treating is cooking metal much like you would cook food – with a predetermined recipe and desired outcome in mind. Metal is placed into an oven, or more accurately a furnace (ovens typically operate at temperatures less than 1,000°F), and precisely held at a specified temperature for a pre-determined period. The metal is then cooled either slowly or quickly depending on what properties are desired. Thermal processing can make the metal harder, softer, stronger, more flexible, more rigid, more wear-resistant, chemically altered, or a host of other desirable metallurgical properties.
In aerospace and defense, the majority of metals must be heat treated in a special type of furnace that is void of air. These furnaces are called vacuum furnaces. Vacuum furnaces keep detrimental elements such as water molecules and oxygen from coming into contact with the metal. A vacuum furnace does this by sealing the critical metal components inside an airtight vessel, pumping out all the air from within the vessel to a deep vacuum level, and then performing the heat treatment recipe before returning the load to room temperature and breaking the vacuum. Many titanium, stainless steel, and nickel alloys are extremely reactive at elevated temperatures and will become contaminated if exposed to any air or water molecules. Vacuum furnaces help eliminate these detrimental metallurgical reactions.
Secondly, let’s look at which flight-critical airplane parts are vacuum heat treated. Critical parts are found in jet engines where turbines, stators, vanes and other engine parts are exposed to extremely high operating temperatures for sustained periods of time. Most of these parts are made of titanium and nickel alloys, and they require vacuum heat treating in order to give them the strength and wear resistance necessary to be reliably installed in jet engines. GE, Pratt & Whitney, and Rolls Royce are among the leading supplier of jet engines, and the heat treatment of these parts is critical and carefully controlled.
Today’s commercial aerospace engineers are making greater use of composite technology in airframes and primary structures. This approach offers a weight savings on average of 20% when compared to conventional aluminum designs. Carbon fiber reinforced plastic, or composites, are inferior when handling compressive loads but are excellent with tensional loads. When aerospace engineers needed another material to support the major structural and flight-critical components within the new aircraft and searched for the optimum material to address strength, weight, and resistance to galvanic corrosion, it was quickly decided that aluminum was a poor choice. Titanium, however, can withstand comparable loads better than aluminum, has minimal fatigue concerns, and is highly resistant to corrosion. Since titanium is stronger than aluminum and their weights are equivalent, less titanium by weight than aluminum can be used to achieve the same part strength. Since weight reduction drives down fuel consumption, titanium in both military and commercial aerospace is king!
Titanium
Because titanium plays such a critical role in today’s aerospace arena, let’s take a more thorough look at why titanium needs to be heat treated, and more specifically, why it needs to be vacuum heat treated. Titanium is both chemically and thermodynamically very reactive. At elevated temperatures, titanium will absorb hydrogen if present. Hydrogen, unfortunately, once diffused into titanium causes the metal to become brittle and reduces the appealing properties of titanium. When titanium is pickled or heated in an air furnace (not in a vacuum furnace), hydrogen will impregnate the titanium. The process of removing this hydrogen from titanium is called vacuum degassing. Currently, most aerospace material specifications require that all titanium have no more than 30 parts per million (ppm) of hydrogen.
Because titanium is a relatively expensive metal, more people are looking at recycling. In the titanium scrap world, there are times when infusing hydrogen into titanium is beneficial. For example, when a titanium reclaimer wants to pulverize titanium into a powder for further processing, it is much easier to do when the metal is brittle. Super-saturating hydrogen into titanium – hydriding – can only be done inside a vacuum furnace and is always followed by a dihydride once the titanium is in final powder form.
Vacuum Heat Treating—In-House or Outsource
The expertise necessary to operate a vacuum heat treating furnace is notable. Vacuum technology has immensely improved over the years and operating a vacuum furnace today is truly a science. Some manufacturers buy and operate their own vacuum furnaces. These furnaces typically run the same product day in and day out. Maintaining and troubleshooting vacuum furnaces can be a very time-consuming distraction. The true hidden costs of running and maintaining a vacuum furnace are not very well known.
That is why some companies choose to outsource their heat treating to commercial heat treaters who vacuum heat treat 24/7/365. These heat treat companies relieve their customers of the headaches of owning and operating a vacuum furnace. They benefit by allowing the vacuum heat treat experts to take care of compliance to stringent specifications that are necessary within any manufacturing scope of work.
Current Market Conditions
The aerospace industry, especially commercial aerospace, is experiencing significant growth currently. With commercial aircraft sales at an all-time high, vacuum heat treatment is extremely strong today and well into the future. Airbus’ decision to locate an assembly plant in Mobile, Alabama, is just one additional sign that the commercial aerospace industry is experiencing aggressive growth and looking to expand its supply base.
New Processes and Materials
One process that could significantly impact the aerospace community is additive manufacturing—3D printing parts utilizing various methods. Some parts are produced by laying down atomized powdered metals or laying down wire layer after layer until the entire part is fully printed or constructed. Unlike “subtractive” manufacturing which takes a bar of metal and shaves off the unneeded excess, additive manufacturing adds only that metal which is needed, so there is essentially no scrap. With subtractive manufacturing, frequently 80% of the original metal stock ends up as scrap and needs to be recycled.
Exactly how additive manufacturing will impact the aerospace world remains to be seen. There are multiple metallurgical hurdles to overcome before any flight-critical part is placed in an aircraft. Even parts additively manufactured need vacuum heat treating, most notably vacuum stress relieving or vacuum sintering. Nonetheless, additive manufacturing is a disruptive technology that machinists and vacuum heat treaters alike will be watching.
Nadcap
Any heat treater of aerospace parts must comply with the critical processing criteria enforced by Nadcap, an organization established years ago to ensure that aerospace suppliers were meeting and maintaining high-quality standards. Heat treaters also have to be AS9100D-certified before they can process aerospace parts. In addition to Nadcap, many aerospace companies have their own quality standards audited by their individual customers. These are called “prime certifications”, and these standards meet and often surpass requirements from Nadcap and AS9100D.
Conclusion
Although heat treating plays a relatively hid-den part in the aerospace and defense supply chain, it remains a critical link. Working with your local vacuum heat treater early in the development process will prove to be a good investment. Aerospace heat treating will continue to be an important link in the aerospace supply chain for many years to come.
About the Author: Bob Hill, FASM, is President, of Solar Atmospheres of Western PA. This paper originally appeared in the 2014 edition of the SME Aerospace and Defense Yearbook and then in Heat Treat Today’sMarch 2019 Aerospace print edition. It is published here with permission from the author.