Carburizing. It must happen sometimes, and if your heat treat division truly understands the impact of the atmosphere, more power to them. In this article by Jim Oakes of Super Systems, you will learn how seeing simulated data with real-time data can help you predict the amount of carbon available to the steel surface.
An excerpt:
“It is important to understand the model and specific variations caused by temperature, furnaces, agitation, fixturing, and part composition. Variations include alloying effects on the diffusion modeling based on certain alloy components, such as chromium and nickel.”
With the popularity of dry pumps in furnace operations, vacuum furnace operators need to "have a handle" on how to operate them.
In this best of the web feature, the author explains the principles of operation, screw pump design, and various other screw pump characteristics. Learn about the 5 phases of dry pump operation and more in this succinct article.
An excerpt:
"Dry pumps represent a technology that is of interest to many heat treaters as they strive to increase performance and minimize cost and downtime. The advantages of these pumps are comparable to their oil sealed rotary vane cousins, and in certain applications, offer distinct advantages."
In January 2021, Hubbard-Hall hosted a free webinar with Thomas Wingens of Wingens International and Michael Onken of SAFECHEM. These two experts described the influencing factors for technical cleanliness and some solutions for washing. This Technical Tuesday, we are sharing an Original Content overview of what happened at the virtual event.
This year, we are seeing a lot of online-adapted education for the heat treat industry. One of these webinars was "Solving The 4 Most Common Metal Cleaning Challenges In Heat Treatment" hosted for free by Hubbard-Hall. Jeff Davis, SVP of business development and distribution at the chemical supplier, introduced experts Thomas Wingens, longtime metallurgist with a lifetime of exposure in the heat treating industry, and Michael Onken, market development manager at SAFECHEM. Here is a brief rundown of what they talked about.
The concluding slide from Hubbard-Hall's webinar, Tuesday February 2, 2021. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
How Do You Clean | Why Do You Clean | Who Cleans
The audience indicated that if they cleaned, they overwhelming used water-based cleaners on their products.
The experts then gave four clear reasons why heat treaters should clean:
Optics -- get rid of stains
Achieve Uniformity -- resolve soft spots and stop-off paint issues
Brazing Voids -- prevent the appearance of bubbles on your part
Contamination of the Furnace -- all furnaces, even vacuum furnaces, are susceptible to contamination
Smoking Parts -- if not cleaned well, left-over oil on a part can smoke up
With all of these reasons and with the specificity of the part, all heat treaters should pay attention to how they clean their products, but especially commercial heat treaters. The reason? Commercial heat treaters are in the most challenging situation with cooling fluid contamination, corrosion protection, chips, dirt, and dust as they treat a variety of different parts at their facility. As a note, the experts noted that commercial heat treaters could remove these contaminants with sandblasting, pickling, and sputtering.
4 Challenges - 4 Solutions
One by one, Wingens shared a cleaning challenge that Onken immediately responded to.
1 - Residual Contamination Results in Insufficient Hardening (T.W.)
Residual contamination may be because the cleaning method you are using is insufficient or non-existent. Still, Wingens noted there is clear evidence that insufficient cleaning for nitriding and ferritic nitro caburizing (FNC) leads to white spots. This, among other things, is a cause for concern and may compromise the part quality.
1 - Consider Cleaning Factors, Regulations, and Requirements (M.O.)
If you are running into this cleaning challenge, you have to first consider specific factors, regulations, and requirements for implementing optimal cleaning, says Onken.
Time. You want cleaning to be as short as possible because "time is money."
Temperature.
Mechanics of the cleaning machine.
Chemistry of the Cleaning Agents. Alkaline, neutral, or and organic solvents? You must know what type of contaminations you have on the surface -- if it's polar or non-polar -- in order to use the correct solvent in cleaning the part.
Are the contaminants fat, resins, oil, petroleum or salts, emulsions, emulsions?
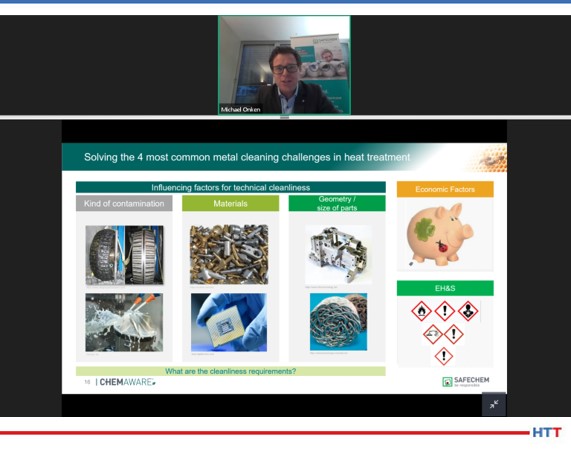
Additionally, there are several factors of the part itself, pricing, and Environmental Health & Safety standards that do come into play, as Onken lists in the slide below.
Michael Onken sharing factors influencing technical cleanliness. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
2 - Surface Stains on Finished Product (T.W.)
This is a pretty straight forward challenge: you don't want the surface stain, so what do you do?
2 - Type of Contamination: Polarity (M.O.)
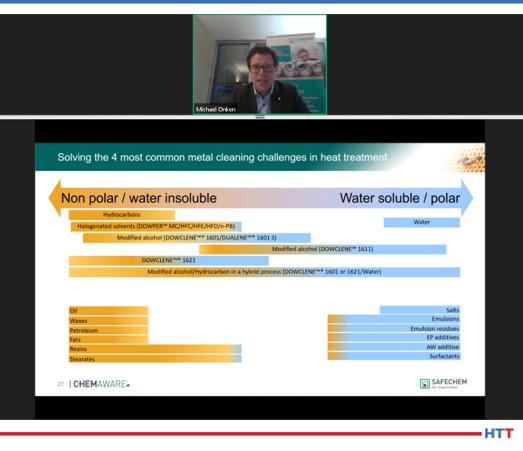
First, you want to clean "like-with-like." That is, if you have a water insoluble/non-polar contaminant like petroleum or wax, you want to clean with an insoluble/non-polar cleaner like halogenated solvents. Likewise, if the contaminants are water soluble/polar like salts or emulsion residues, then you clean with water-based cleaners. Check out the chart below that Onken shared at the webinar to see how specific cleaners are non-polar, polar, or even hybrid.
Polarity of cleaners and contaminants presented by Michael Onken at SAFECHEM. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
Additionally, the way your load is situated can influence what cleaner you use. For a basket load, you'll want to use a cleaner with low surface tension like solvents since those can penetrate and move through the complex geometry of the load.
3 - Inconsistent Cleaning (T.W.)
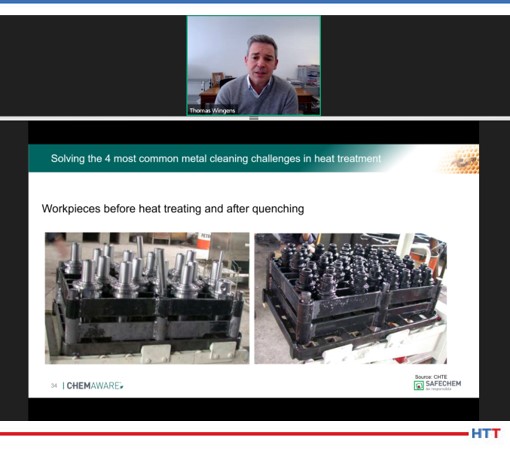
The impact of a cleaner decreases in strength over time, particularly with solvents, leading to an oily surface. (See the example below.) What to do?
Oily parts before hat treating and after quenching. Source: Screen shot from Hubbard-Hall Webinar February 9, 2021
3 - Process Stability (M.O.)
There are preventative measures, Onken highlights, that emphasizes process stability that can handle high through-put that will clean all of the parts you have uniformly:
Solvents: These are 100% composed of solvent with a stabilizer. Monitor build up of acids only, not the concentration of cleaner itself.
Water cleaner: These are 90-99% water mixed with other chemical(s). Therefore, they are much more complex. Check out alkalinity.
Bottom line: keep an eye on how your cleaners are doing so that you always know their quality before you use them.
4 - The Cost. (T.W.)
Wingens pointed out that it is costly to invest in a cleaner, and so how is a heat treater to mitigate this practical challenge?
4 - Efficient Product Use (M.O.)
First, look at efficiency of aqueous cleaning. Solvent cleaning is now in closed machines, not open machines. It is simply not that efficient to use an open machine because a lot of the cleaner disperses into the atmosphere when it is in use. That is why it is more common to see closed cleaning process. Vacuum Tight Machines close the processes even more.
Do what can to conserve material and keep the process efficient and effective.
Final Comments
The experts left the live webinar with a few final comments, noting that there is a move away from water-based cleaning because of the constraints of being able to do batch part cleaning (see solution #2). Additionally, they reiterated that investment costs are higher for closed system with a vacuum; but due to their efficiency, that investment can be paid-off fairly quickly.
If you are interested in catching the next webinar, "Do You Know Your Real Cost of Cleaning?" is happening next week, February 23, 2021 at 2:00pm ET. Again, the recorded webinar can be accessed here.
All images were captured during the live webinar on February 2, 2021.
“The original LPC schedule, consisting of six boost-diffuse steps, was producing large amounts of carbides during the process. With large amounts of primary carbides in the case of the heat treated gear, rolling contact fatigue performance was decreased.”
Heat Treat Today‘sTechnical Tuesday feature, “Low Pressure Carburizing Process Improvement for a Ring Gear: Controlling Carbide Formation during LPC,” explores a case study, written by Justin Sims, lead engineer at DANTE Solutions, about how software modeling aids heat treaters in improving their low pressure carburizing process. Enjoy today’s Original Content.
Introduction
Low pressure carburizing (LPC) processes are becoming more widespread throughout industry due to the reduced cycle times and the control over the carbon profile through the case. Unlike gas carburizing, which utilizes a constant carbon potential to maintain the available carbon on the part surface at a specific value, LPC utilizes a series of boost and diffuse steps. A boost step involves the temporary addition of a carbon carrying gas to the furnace chamber, usually acetylene, to increase the surface carbon to the saturation limit of austenite. If not properly controlled, the carburized case may have an excessive amount of carbon, which damages the final microstructure. After a requisite amount of boost time, generally half minute to several minutes, the carbon carrying gas is evacuated from the chamber. The concentrated carbon in the shallow surface layer from the boost step is then allowed to diffuse into the part, reducing the surface carbon. These two steps are then repeated until the required case depth and carbon profile are achieved.
For steel alloys that do not contain a significant amount of strong carbide forming elements, the LPC process is relatively easy to control. However, with the advent of high strength steels for the aerospace industry, most of which contain substantial amounts of strong carbide forming elements, such as chromium, molybdenum, and vanadium, the LPC process can be challenging. The primary carbides formed during the LPC process, if not properly dissolved, can damage fatigue performance.
While Fick’s Second Law describes the diffusion of carbon through a low alloy steel with reasonable accuracy, the same is not true of medium and high alloy steels. This is due to the presence of carbides forming and dissolving during the LPC process. During a boost step, the carbides formed increase the total amount of carbon into the surface. During the diffuse step, as the carbon that is in solid solution diffuses into the part, reducing the carbon in austenite, the carbides can dissolve to provide more carbon to the solid-state solution. If the carbides are not allowed to fully dissolve or shrink to a significantly small size before the next boost step begins, they will continue to grow. In order to properly predict the carbon profile of medium and high alloy steels, the carbide formation and dissolution must be considered. The heat treatment simulation software DANTE has implemented this feature.
The following is a case study for redesigning a LPC schedule of a ring gear using DANTE. The original LPC schedule, consisting of six boost-diffuse steps, was producing large amounts of carbides during the process. With large amounts of primary carbides in the case of the heat treated gear, rolling contact fatigue performance was decreased.
Image 1
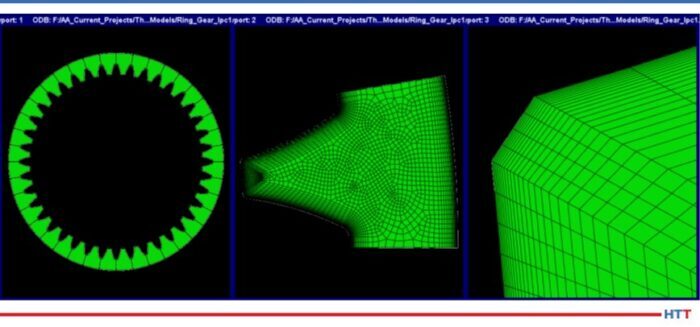
Geometry and Model
Part: Ring Gear
Material: Ferrium C64
Outer Diameter: 5.5 inches
Inner Diameter: 4.5 inches
Height: 0.060 inches
Number of Teeth: 40
Model: Single Tooth
Cyclic Symmetry: Carbon boundary conditions
act uniformly on all teeth
Number of Elements: 233,850 linear hexagonal
Number of Nodes: 245,055
Higher mesh density near surface to capture
steep carbon gradients
LPC Experiments vs. Prediction
Image 2
Experimental data versus DANTE prediction for 3 LPC runs
LPC experiments conducted using a cylinder with a 4-inch OD and a 4-inch height made of Ferrium C64
3 different boost-diffuse schedules executed
6 boost-diffuse steps
All 3 schedules used the same first 11 steps
Final diffuse time increased for each run, with Run 1 having the shortest and Run 3 having the longest
LECO used to measure the carbon profile of the test coupons
DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissolution fit from experimental data
Simulation matches experimental data reasonably well
Baseline (Original Carburizing Process) Model Results
The case depth originally was designed for 0.75 mm (0.030 inch) on the flank of the tooth, with a carbon value of 0.3% resulting in a hardness value of 50 HRC for Ferrium C64 when tempered at 495°C (925°F).
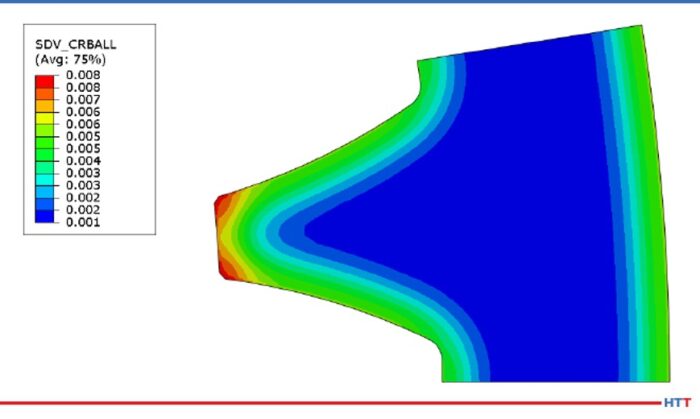
The contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the process for the baseline model:
Areas above 0.011 carbon contain primary carbides
Tip contains a high amount of primary carbides
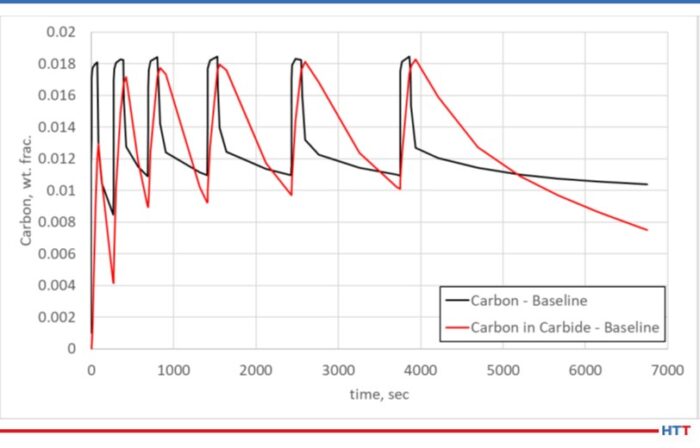
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the baseline model over the total time of the process.
Carbides present at a depth of 0.25 mm (0.010 inch)
Case depth ~0.35 mm deeper than required
Image 3
Image 4
Contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the 3rd boost and diffuse steps
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the baseline model over the total time of the process
Carbides formed during the first boost step continue to grow as the process progresses, indicated by the increasing carbon in carbide
Final diffuse not long enough to fully dissolve carbides
Image 5
Image 6
Image 7
Redesigned Carburizing Process Model Results
Image 8
To ensure the primary carbides dissolve completely before hardening, a new schedule was developed with the aim of reducing the carbon in primary carbide form:
3 boost-diffuse steps were removed, and the diffuse times increased substantially.
An increase in diffuse time increased the schedule by approximately one-half hour, which is acceptable given the positive results.
The contour plot shows all carbon, the carbon in the austenite matrix, and the carbon in primary carbide form at the end of the process for the redesigned process model.
Line plot shows the carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbide) from the surface of the flank towards the core for the redesigned model at the end of the process
Small carbides (negligible) at a depth of 0.1 mm (0.004 inch)
Image 9
Easily removed with finish grinding operation
Contour plot shows all carbon, the carbon in the austenite matrix and the carbon in primary carbide form, at the end of the 2nd boost and diffuse steps for the redesigned process
Primary carbides are nearly fully dissolved, even in the tip (carbon is higher, but it is not in carbide form), at the end of the diffuse step
Image 10
Image 11
Line plot shows the predicted carbon in the austenite matrix (Carbon) and the carbon in primary carbide form (Carbon in Carbides) at the surface of the flank for the redesigned model over the total time of the process
Carbides are nearly fully dissolved after each diffuse step
Image 12
Summary
The heat treatment simulation software DANTE model parameters for carbon diffusivity, carbide formation, and carbide dissociation fit from experimental data.
Any steel alloy and LPC equipment can be fit to the DANTE carburizing model.
The software successfully predicted the results of a low-pressure carburizing process that was resulting in poor part performance during rolling contact fatigue:
Model showed that large primary carbides exist at a depth of 0.25 mm (0.010 inch).
Model showed that the carbides do not have time to dissolve during the boost steps.
The software was used to successfully redesign the boost-diffuse schedule to improve rolling contact fatigue performance:
Model showed that small primary carbides (negligible) exist at a depth of 0.1 mm (0.004 inch).
Model showed that the carbides nearly fully dissolve during the diffuse steps.
Small carbides were removed during the finish grinding operation.
Rolling contact fatigue performance improved due to the absence of primary carbides near the surface.
Additionally, the software is not limited to Ferrium C64 with respect to primary carbide formation during LPC:
Continually updating the material database with carbide behavior for different alloys
Continually validating the model with experiments
About the Author: Justin Sims is a lead engineer at DANTE Solutions. For more information, contact Justin at DANTE Solutions
Evolution of ideas and transitions to more innovative and efficient methods of heat treating are common themes in this ever-changing world. In this article, Dennis Beauchesne, GeneralManager atECM USA, Inc., explores the integration of heat treatment for in-line machining cells and the benefits and efficiencies experienced.
This articlearticle first appeared in the latest edition (June 2020) of Heat TreatToday’sAutomotive Heat Treat magazine.
Introduction
Dennis Beauchesne, General Manager, ECM-USA, Inc.
Heat treating in the automotive industry has evolved tremendously over the last 20 years. From the dinosaur pusher furnaces of yesterday to the low-pressure carburizing and high-pressure gas quenching of today, we are now embarking on new concepts with not only in-line processing, but also automated single piece and bulk loading in small batches. Modern heat-treating equipment is now being sized to fit into single-piece flow lines with small batches and in-line with pre- and post-machining centers. This article will examine the integration of heat treatment for in-line machining cells, and the influences for the customer to provide an overall quality system. These details will be compared to batch or continuous batch heat treatment as commonly known in the automotive industry.
Over the last 20 years, low pressure vacuum carburizing (LPC) has been proven as the choice for carburizing high production parts in a variety of markets all over the world. It is the process of choice for many high-fatigue and low-distortion parts; thus, it can be used in conjunction with vacuum oil quenching (VOQ) and, in most cases, high pressure gas quenching (HPGQ). Advantages of this process include the fact that equipment is more easily maintainable, flexible, and independent from operators’ intervention than traditional atmosphere carburizing. In addition, reduction of effluents from the process are significantly decreased. A benefit of this process is that the furnace equipment is used more along the lines of a machining cell, which has most commonly been reserved for induction heat treating in the past. With the added benefits of LPC, the importance of strength and fatigue life have increased beyond previous process capabilities; in turn, LPC in-line processing has been considered more frequently.
The rapid shut-down/cool-down (5-6 hours) of a vacuum system is a significant advantage compared to the convoluted days of cooling an atmosphere system. Simply shutting down one day per week due to scheduled maintenance, without the need for supervision, or use of additional utilities required for idling during downtime, is also highly desirable. Other facets of the equipment and process have allowed vacuum furnace equipment to be more conducive to high production manufacturing. This includes recipe ease, process repeatability, and load-to-load processing flexibility in a continuous flow environment. These additional benefits allow the use of part-specific “recipes” while allowing for high production through the system and insuring individual metallurgical requirements.
High pressure gas quenching (HPGQ), using a dedicated quenching cell, is often linked with LPC for several reasons. Some of the most important reasons are:
to provide a cleaner environment in the plant
to remove oil-quenching tanks and the need for oil on a production floor
to eliminate the need for pits in the floor or managing oil containment
to obtain a safer, more ergonomic environment via the elimination of open flame and hot surfaces
to achieve more precise distortion control of dimensionally critical parts
to reduce or eliminate post-heat treat machining needs
to eliminate post-heat treat blasting (for cleanup)
to eliminate post-heat treat washing (for quench oil removal)
to eliminate post-heat treat washer effluent (sludge) removal
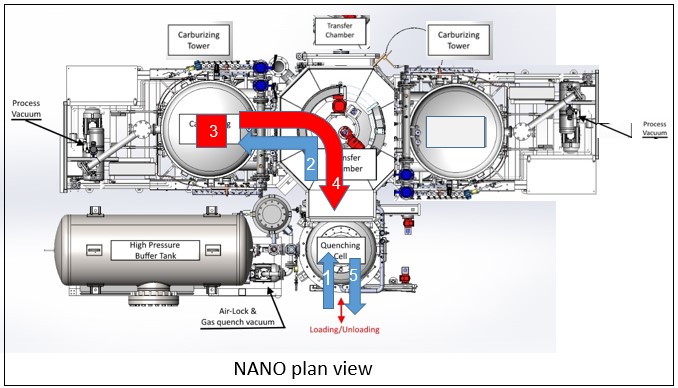
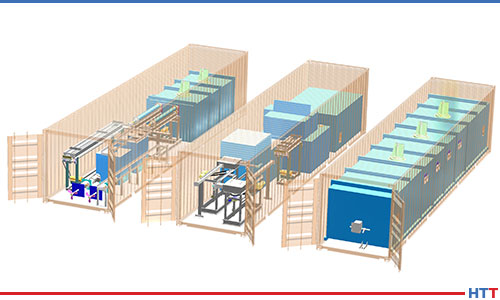
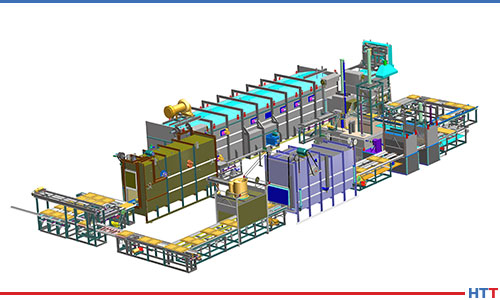
Plan view of in-line heat treatment system
ECM Technologies has been manufacturing LPC and HPGQ systems for over 25 years and designed an innovative in-line system, called NANO. The name NANO is appropriate in terms of the equipment design as the load size is smaller than traditional loads and the physical equipment is more compact than furnaces more commonly used today. The system has also been designed with maintenance and expandability in mind. The premise of the design is to be able to process loads as quickly as
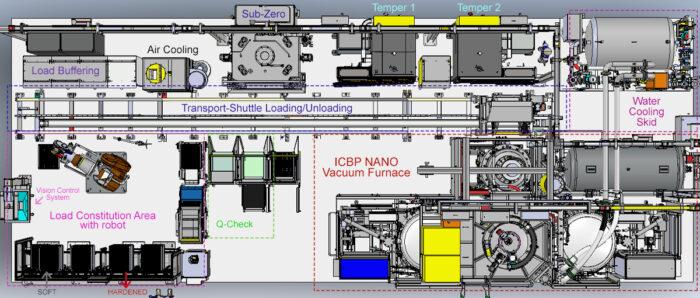
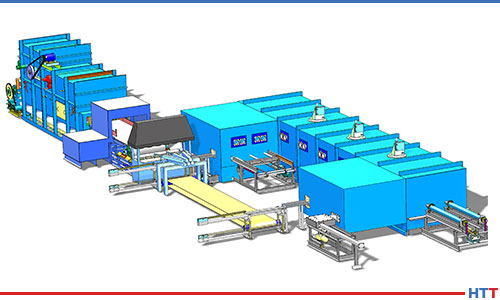
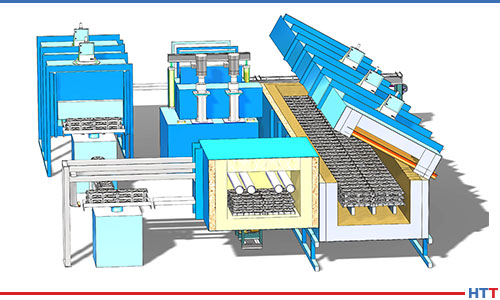
In-line heat treatment system being fully-tested prior to shipment to customer
every 7.5 minutes per load. The system is modular in production capacity with growth from three to six heating cells, which can be supplied. The system is ready for a low number of loads, with flexible needs for varying part requirements, or can be maximized to provide throughput for modern high-demand production needs. The NANO consists of four basic modules, the heating module (typically two), the transfer module, and the high-pressure gas quench module. The gas quench module uses a 20 bar gas quench system. With a smaller chamber size and the ability to quench at 20 bar, materials that were not able to be quenched in gas are now applicable for gas quenching. This gas-quenching method will open up this technology to more applications that were limited by core and surface hardness requirements in the past.
Using the NANO as the heat treat equipment base, automation completes the overall single- piece flow system to provide true in-line heat treating. The parts can be presented to the system in bulk or in single-piece trays. These parts can then be loaded and virtually tracked through the system using vison systems.
In-line heat treat installation showing robotic arm facilitating automated loading/unloading
The NANO accommodates a workload size of 24” wide x 20” deep x 10” high (600mm wide x 500mm deep x 250mm high); see Figure 1. Workload parts can be processed on industry-typical alloy fixturing or more preferably on CFC fixtures. The goal of designing the system, beyond better maintenance accessibility and gradual production increase, is low distortion and in-line production flow.
By processing loads with less work pieces, part uniformity and distortion are identical from part to part as the “3D” or 3-sided heating elements heat the parts uniformly and homogenously. These elements are designed not to sag onto the parts and provide adequate clearance for the automated loader to perform accurate transfers within the system.
Automation and Integration
The system has been designed for manual or automated loading. Manual loading can be as simple as manually loading basic fixtures or baskets, and manually loading through the system and subsequent processes. Automated loading can be from a simple robot platform that loads parts onto a small fixture from a single part flow to the handling of many pieces in a bulk load. The robot can handle all functions of the installation from loading single parts on to the fixture to placing the loads in the furnace, and then, cryogenic treatment, tempering and eventually back to a single-piece flow. The system is also capable of checking surface hardness and registering the data to be kept with the load report. This total integration can allow for a smaller footprint and less manpower in the heat treat area.
In addition, automation can handle typical small bulk-loaded parts. Some of these parts are traditionally processed using mesh belt furnaces but can now be processed by this vacuum furnace in-line system. Bulk loads are loaded into basket-like CFC trays and can be weighed and processed as needed to ensure the quality of each load.
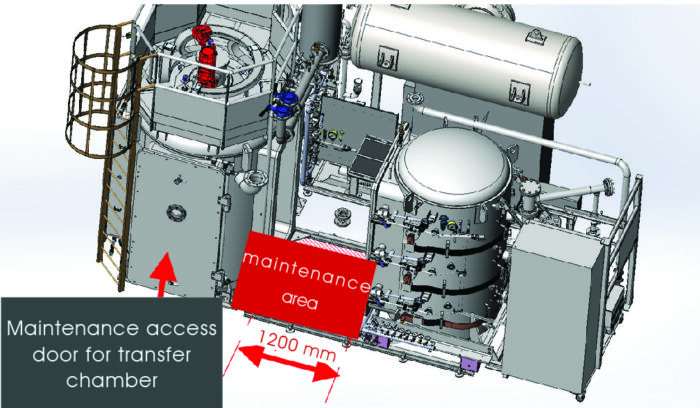
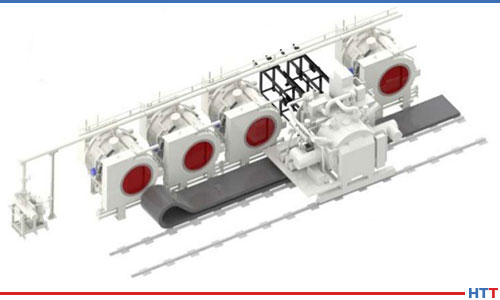
Low pressure carburizing installation showing easy access for maintenance
In-line heat treating is not just for carburized products, it can be for hardening, brazing, annealing, and integrated with post treatments—such as cryogenic and complex tempering operations. This allows the NANO to fit into various markets for many different types of heat treatments, not only steel parts, but for special heat-treating processes as well.
Equipment layouts are typically developed to accommodate specific applications. They can be as simple as a manual load station to a robot loading single-piece flow parts onto smaller fixtures or loading bulk parts into baskets for processing.
Maintenance Features
In-line processing, as well as bulk processing, together with automation to load and unload single-piece production are not the only key items in this design. Maintenance and operation were high on the list of criteria as well. Maintenance features such as ease of access are important on production equipment, but especially within heat treating. With the smaller load sizes and equipment, cool-down is significantly faster resulting from the smaller, water-cooled heating zones. Once cooled and released to atmospheric pressure, the system can then be opened via the full opening maintenance access door for easy, internal service effort. However, this is rare because all mechanisms that require control and quick review are located on the exterior of the system and outside the vacuum chamber. This allows for ease of access to all major components and reduces the need to stop or interrupt production. Additionally, for hot zone service, each heating module can be rolled away from the central transfer module to allow easy access to all hot zones in that module. This allows for easy-open access without the hindrance of confined spaces.
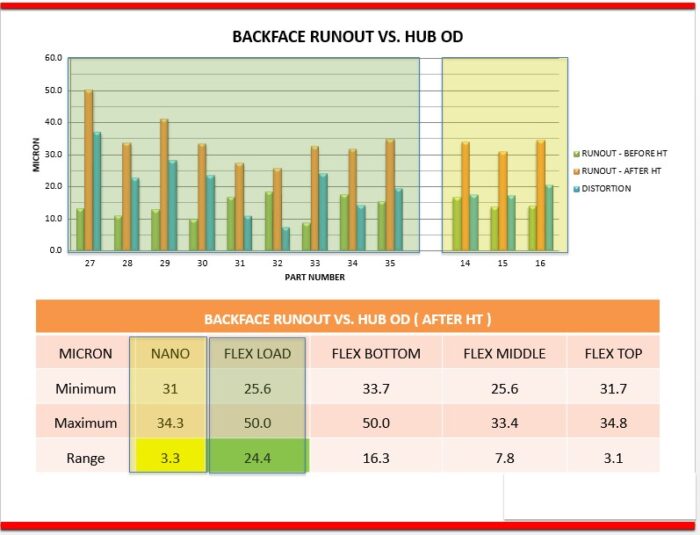
Distortion Evaluation
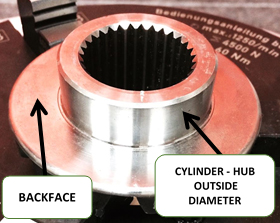
Figure 2. Differential gear used for distortion evaluation
Using a differential gear (Figure 2), we monitored two characteristics, which are usually requested for this type of gear, and tabulated the results. This evaluation was done using a current day load that will be illustrated as a large batch (FLEX) and those processed in the NANO will be a small batch (NANO). The two characteristics that have the most influence: (1) Cylindricity (circularity) of the outside diameter and the runout between the same diameter and (2) “Backface” flatness of the gear teeth.
Backface flatness (Figure 3) shows greater variance through the large batch with further distance from the nitrogen used in quenching in the range of 11.9 µm. For the small batch results, the backface flatness distortion range was limited to only 1.2 µm. This uniform result is directly connected to the uniform quenching in the smaller load. This allows for parts to be processed closer to actual machined dimensions (near net shape), as well as being handled on an in-line production basis.
The runout analysis (Figure 4) shows a uniformity for the small batch with a spread of only 3.2 µm across the load. In the large batch, you will see a wider range of distortion uniformity using 10 bar nitrogen quenching with a spread of 24 µm. This is most likely due to the lower layers being further from the vertical down flow of gas through the load. These results are quite extraordinary for a full-size load.
Figure 4. Backface flatness comparing large batch processing (FLEX LOAD) and one-piece processing (NANO)
Conclusion
In-line processing can now be a common thought in the layout of future facilities. In practice, it is a growing aspect of the heat-treating world. With the new NANO vacuum furnace system and automation options, better part-to-part quality can be achieved along with better control of metallurgical parameters and results. Overall, streamlining heat treating into production cells throughout the facility allows for better part flow, and optimally sizing products for the production of particular throughput requirements.
References
[1] Beauchesne, D., “FNA2016 - LPC with OIL & GAS Quenching” (2016)
[2] Esteve, V. & Lelong, V., “LPC - What Does it Mean to Metallurgy” (ASM-Mexico 2016)
[3] Welch, A. & Lelong, V., “How it’s done and Why: Transitioning Parts from Atmosphere Carburizing to Low Pressure Vacuum Carburizing” (HT 2015)
About the author: Dennis Beauchesne is the general manager of ECM USA and brings experience of over 200 vacuum carburizing cells installed on high pressure gas quenching and oil quenching installations. He has worked in the thermal transfer equipment supply industry for almost 30 years, 18 of which have been with ECM USA.
Automotive part designs and heat treating processes have undergone many changes over the years, especially the powertrain. By looking back at the progress of these changes, we can learn more about emerging trends in automotive heat treating today.
In this Heat Treat Today Technical Tuesday feature,Bill Disler, president and CEO of AFC-Holcroft, brings his familiarity with big atmosphere carburizing systems and LPC automotive cell carburizing systems and looks at how the evolution of equipment and process requests says a lot about the trends we see today in automotive heat treating.
Although many components undergo heat treatment processes, the powertrain—specifically, gears— typically requires more carburizing time than other automotive parts. Not surprisingly, the powertrain has also seen many changes in heat treatment trends.
Not only have powertrain designs gone through tremendous transformations but so has the equipment being used to process those evolved components. Having spent years on the supplier side of atmosphere furnaces, vacuum carburizing, and gas quench as well as induction systems, I find it interesting to look back at some of the drivers that have helped morph this industry’s heat treat needs.
Traditional Continuous Atmosphere Furnace
Large atmosphere pusher furnaces produced nearly all of the powertrain gears 20+ years ago. Today, cellular low-pressure carburizing (LPC) and gas quench systems carry the load, although the results have not been cost saving. Moving from high volume gas heated carburizing equipment to small batch carburizing in electrically heated furnaces did not reduce utility costs per part; instead, other areas adjusted to compensate. Eliminating the expense of hard grinding transmission gears was an acceptable rationale for this increase in both capital expense and operating costs. Eventually, streamlining the overall gear manufacturing process, combined with locating heat treat within machining lines, produced positive measurable results. Plant traffic decreased, minimizing safety risks. Cooler and cleaner furnace systems were designed. And installations were made easier. Many agreed the changes were justified.
Integrated Vacuum Heat Treat Cells
As we look back, many of these drivers for change proved valid. Others, not so much. In most cases, consumer preference for quiet powertrains necessitates hard grinding of gears. Green is in and talk of the absolute need for zero intergranular oxidation (IGO) in carburized gears has slowed. LPC/Gas post quenched parts are perceived as cleaner and leaner; however, it is often difficult to differentiate green parts from processed parts, so it has become a best practice to add part marking after carburizing and hardening to avoid even the remote risk of sending soft parts down the line to the next stage of manufacturing. Shot peening is still common for strength reasons. The ability to nest large cellular LPC systems within machining has been a success, but rarely are the installations as quick and easy as promised.
Hybrid Furnace Concepts
Conventional atmosphere furnace technology has advanced as well, although at a slower pace, in step with a renewed interest in energy efficiency, particularly in the U.S. where gas is cheap and electric is not. Combustion systems operate cleaner and at much higher efficiency than in the past. Having said that, it is curious how little interest end users have in trading cost-saving gas-heated systems for the easier to install, neater looking electric heating options. In addition, it is no longer common to use water for cooling conventional atmosphere furnace systems as end users do not want to deal with the cost and complications that accompany this option. The market is polarized over this. LPC systems rely on large water volumes for cooling, and they are small batch, electrically heated systems. At the same time, gas quench systems consume huge quantities of water and require giant 300 HP plus motors that are tough to manage in plant power systems.
Flexible and Re-deployable Heat Treat Systems
It is my observation that the automotive market is anticipating the next iteration of heat treat equipment. One type of process or equipment style will not fit all needs, yet all hope for the perfect single part flow solution—an elusive dream due to physics. The cost/time equation still does not balance, and carburizing offers the benefits many manufacturers are looking for, despite the desire to design the process out of practice. Many automotive transmission parts that were originally processed in LPC and gas quenched now use gas nitriding instead, even though gas nitriding is another long process, and nitriding introduces ammonia back into the process—something most automotive plants are not enthusiastic to have in their plants. Two steps forward and one step back.
Repackaging Continuous Furnace Systems
With the widening range of processes and solutions under exploration, as well as ever changing powertrain systems designed to accommodate supplemental electric motors, lighter weights, smaller cars, and larger SUVs, all we can be certain of is ongoing change. I believe that we have witnessed major adjustments in automotive heat treat processing as the pendulum has swung from big, multi-row atmosphere pushers with salt or oil quench to electric-heated cellular LPC and gas quench units. One surprising result has been the resurgence of salt quenching, which controls distortion of high-pressure gas at a much lower cost with less complexity. Salt, like gas, is a single-phase quench media: It does not boil in these processes like oil does, and it can be used at temperatures that support martensitic quench with far less thermal shock and much higher heat transfer than the options. Older processes carry the baggage of tarnished past reputations, but I no longer count them out. Today’s automation, process control technology, and innovation can provide the foundation for brand new concepts, repackaging of older ideas, and hybrids of multiple technologies. Together, these create building blocks that heat treat equipment suppliers will use to meet changing trends in automotive carburizing and heat treatment. It will be interesting to be involved in the journey as these changes take place.
About the Author: Bill Disler is president and CEO of AFC-Holcroft, part of the Aichelin Group located in Vienna, Austria. He is a member of the Board of Trustees -Metal Treating Institute (MTI), and a member of the Board of Advisors at Lawrence Technical University, College of Engineering in Southfield, Michigan. This article originally appeared in Heat Treat Today’sJune 2019 Automotive print edition.
Dr. Steve Offley (“Dr. O”), Product Marketing Manager PhoenixTM
This is the final installment in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1), the use of data loggers in thru-process temperature monitoring (part 2), and the thermal design challenge (part 3). In this segment, Dr. O discusses AMS2750E and CQI-9 Temperature Uniformity Surveys. You can find Part 1 here,Part 2 here, and Part 3 here.
A significant challenge for many heat treaters is the need to provide products certified to either AMS27150 (aerospace) or CQI-9 (automotive). To achieve this accreditation, furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically, the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although it’s possible in a batch process when considering a semi-batch or continuous process, this is a significant technical challenge with considerable compromises as summarized below.
Trailing Thermocouple TUS Process Steps
Figure 1. Typical TUS thermocouple. Positions — 9 point survey. Furnace void corners and center
TUS is often carried out using long or ‘trailing’ thermocouples that exit through the furnace door.
Furnace often needs to be cooled, then de-gassed so TUS frame can be set up in the furnace.
Thermocouples are then led out through the furnace door and connected to a data logger or chart recorder.
The furnace is then heated to surveying temperatures.
The survey is then carried out, after which furnace is cooled, and thermocouples are removed.
Disadvantages of Traditional TUS Process
Lots of furnace downtime may be involved (can be up to 24 hours).
Thermocouples have to exit the furnace door.
This may involve “wedging” the door up, or “grooving” out the hearth to get thermocouples out.
Or thermocouples may get caught in the furnace door.
A significant amount of the technician’s time is taken up preparing report.
Applying the “Thru-Process” approach to TUS, the measurement system is transferred into the furnace with the survey frame allowing the setup process to be done quickly, safely, and repeatable. (See Figure 2)
Figure 2. PhoenixTM System loaded into a furnace as part of a TUS frame. Thermocouples pre-fitted to the 8 vertices of the cube frame and center. Furnace ambient temperature recorded either with a virgin exposed junction thermocouple (typical MI) or with heat sink damper fitted.
Operating the system with RF telemetry, TUS data is transferred directly from the furnace back to the monitoring PC where at each survey level temperature stabilization and temperature overshoot can be monitored live with TC and logger correction factors applied. The Thermal View Software is developed to ensure that the final TUS report complies fully to the AMS2750E/CQI-9 standards.
Figure 3. PhoenixTM Thermal View Survey Software showing a TUS profile at three set survey temperatures. The probe map shows exactly where each probe is located and easy trace identification. Detailed TUS report generated with efficiency.
Features incorporated into the Thermal View Software to provide full TUS capability include the following:
TUS Level Library – Set-up TUS level templates for quick efficient survey level specification (Survey Temp °F, Tolerance °F, Stabilization, and Survey Times)
TUS Frames Library – Show clearly exact TUS frame construction and probe location using Frame Library Templates – Frame Center and 8 Vertices.
Logger Correction File – Create a logger correction file to compensate TUS readings automatically from the logger’s internal calibration file.
Thermocouple Correction File – Create the thermocouple correction file and use to compensate TUS readings directly.
TUS Result Table & Graph View – For each TUS temperature level, see from the graph or TUS table instantaneously full survey results.
Furnace Class Reporting – Report the specified furnace class at each temperature level.
Overview
The PhoenixTM Temperature Profiling System provides a versatile solution for both performing product temperature profiling and furnace TUS in industrial heat treatment. It is designed specifically for the technical challenges of low-pressure carburizing (LPC) whether implementing either high-pressure gas quench or oil quench methodology, providing the means to Understand, Control, Optimize and Certify the LPC Furnace and guarantee product quality and process operation efficiency and certification.
This is the third in a 4-part series by Dr. Steve Offley (“Dr. O”) on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous articles explained the LPC process and explored general monitoring needs and challenges (part 1) and the use of data loggers in thru-process temperature monitoring (part 2). In this segment, Dr. O discusses the thermal barrier with a detailed overview of the thermal barrier design for both LPC with gas or oil quench. You can find Part 1 here and Part 2 here.
Low-Pressure Carburizing (LPC) with High-Pressure Gas Quench – the Design Challenge
A range of thermal barriers is available to cover the different carburizing process specifications. As shown in Figure 1 the performance needs to be matched to temperature, pressure and obviously space limitations in the LPC chamber.
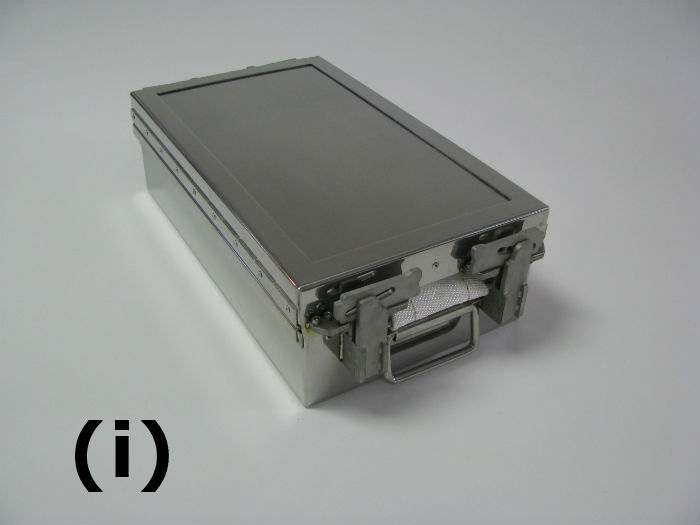
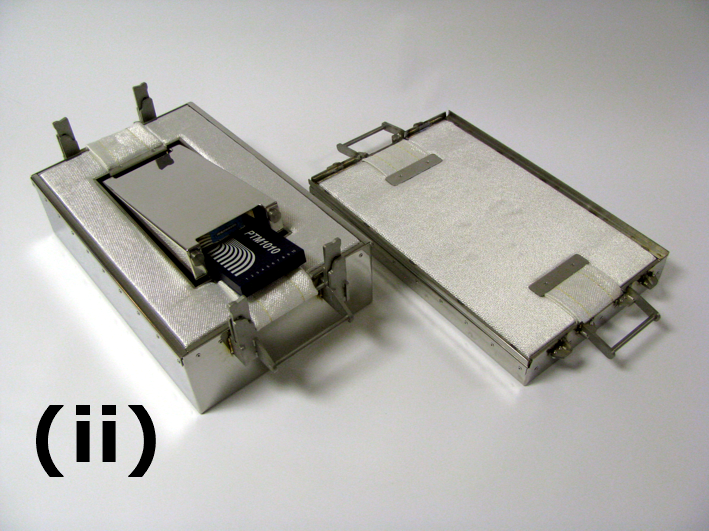
Fig 1: Thermal Barrier Designed Specifically for LPC with Gas Quench.
(i) TS02-130 low height barrier designed for space limiting LPC furnaces with low-performance gas quenches (<1 bar). Only 130 mm/5.1-inch high so ideal for small parts. Available with Quench Deflector kit. (0.9 hours at 1740°F/950°C).
(ii) Open barrier showing PTM1220 logger installed within phase change heatsink.
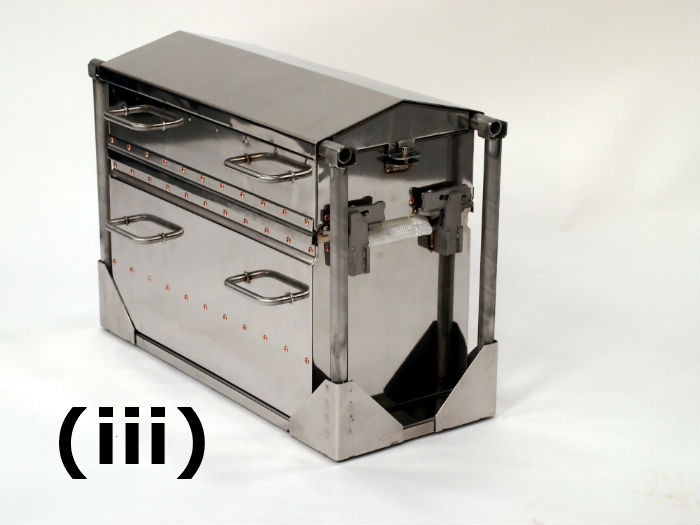
(iii) TS02-350 High-Performance LPC barrier fitted with quench deflector capable of withstanding 20 bar N2 quench. (350 mm/13.8-inch WOQD 4.5 hours at 1740°F /950°C).
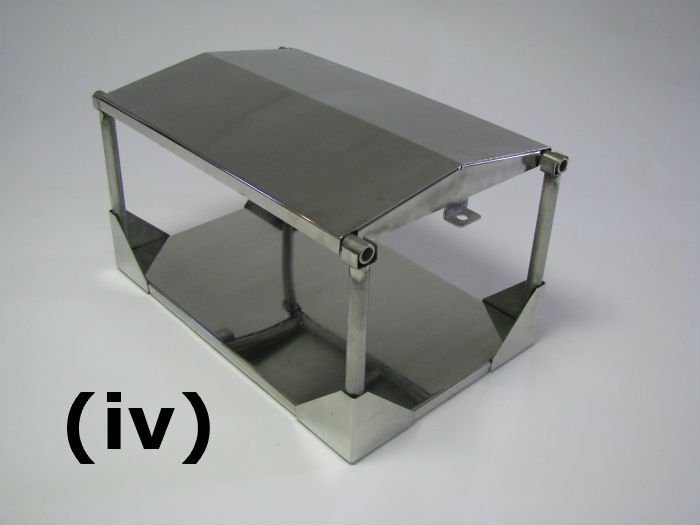
(iv) Quench Deflect Kit showing that lid supported on its own support legs so pressure not applied to barrier lid.
The barrier design is made to allow robust operation run after run, where conditions are demanding in terms of material warpage.
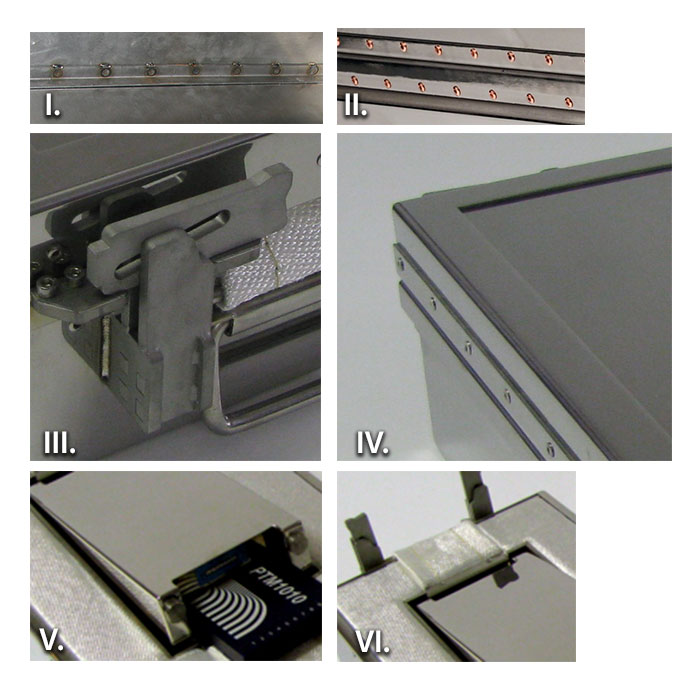
Some of the key design features are listed below.
I. Barrier – Reinforced 310 SS strengthened and reinforced at critical points to minimize distortion (>1000°C / 1832°F HT or ultra HT microporous insulation to reduce shrinkage issues)
III. High-temperature heavy duty robust and distortion resistant catches. No thread seizure issue.
IV. Barrier lid expansion plate reduces distortion from rapid temperature changes.
V. Phase change heat sink providing additional thermal protection in barrier cavity.
VI. Dual probe exits for 20 probes with replaceable wear strips. (low-cost maintenance)
LPC or Continuous Carburizing with Oil Quench – the Design Challenge
Although commonly used in carburizing, oil quenches have historically been impossible to monitor. In most situations, monitoring equipment has been necessarily removed from the process between carburizing and quenching steps to prevent equipment damage and potential process safety issues. As the quench is a critical part of the complete carburizing process, many companies have longed for a means by which they can monitor and control their quench hardening process. Such information is critical to avoid part distortion and allow full optimization of hardening operation.
When designing a quench system (thermal barrier) the following important considerations need to be taken into account.
Data logger must be safe working temperature and dry (oil-free) throughout the process.
The internal pressure of the sealed system needs to be minimized.
The complexity of the operation and any distortion needs to be minimized.
Cost per trial has to be realistic to make it a viable proposition.
To address the challenges of the oil quench, PhoenixTM developed a radical new barrier design concept summarized in Figure 2 below. This design has successfully been applied to many different oil quench processes providing protection through the complete carburizing furnace, oil quench and part wash cycles.
(i) Sacrificial replaceable insulation block replaced each run.
(ii) Robust outer structural frame keeping insulation and inner barrier secure.
(iii) Internal completely sealed thermal barrier.
(iv) Thermocouples exit through water/oil tight compression fittings.
In the next and final installment in this series, Dr. O will address AMS2750E and CQI-9 Temperature Uniformity Surveys, which often prove to be challenging for many heat treaters. "To achieve this accreditation, Furnace Temperature Uniformity Surveys (TUS) must be performed at regular intervals to prove that the furnace set-point temperatures are both accurate and stable over the working volume of the furnace. Historically the furnace survey has been performed with great difficulty trailing thermocouples into the heat zone. Although possible in a batch process when considering a semi-batch or continuous process this is a significant technical challenge with considerable compromises." Stay tuned for the next article in the series of Temperature Monitoring and Surveying Solutions for Carburizing Auto Components.
Modern rotary-wing aircraft propulsion systems rely on different types of gears to transmit power from the turbine engines to the rotors. The basic requirements of these gears are that they are high strength, sustain long life, meet weight considerations, and have a high working temperature and low noise and cost, among others.
Most importantly, these gears require a hard, wear-resistant surface with a ductile core.
Gas carburizing is the current heat treat method used to produce these aircraft quality gears, but this method of heat treatment is costly due to the large number of process steps, huge footprints, energy consumption, and environmental issues. Moreover, the final grinding of gear teeth to correct distortion produced during quenching reduces effective surface compressive stresses.
An investigation into low-cost alternatives for surface hardening aerospace spur gears was conducted where specimens of the selected gears were induction hardened using a patented process. Dimensional and microstructural analyses were conducted, and residual stress studies were performed. This article is a summary of the steps and observations of the case study that resulted from this investigation, which can be summarized this way:
The proposed induction process is a low-cost alternative to conventional gas carburization. In some applications, a 25% savings is estimated.
The first step to gear manufacturing demands a total understanding of aerospace gear requirements. As the gear transmits torque, the teeth are subjected to a combination of cyclic bending, contact stresses, and different degrees of sliding or contact behavior. It is, therefore, critical for a gear to have the proper case and core structure to withstand these loading conditions.
With every revolution, a cyclic bending load is applied, resulting in tensile stress at the root region of the gear. The core of the gear has to be soft to absorb impact load and prevent brittle failure. Due to high-speed contact between adjacent gear teeth, peak shear stresses generated at the surface act in the normal direction to the surface. Pitting, spalling, or case crushing types of failures can occur due to low residual stress or inadequate case depth.
For aircraft quality gears, typical surface hardness is around 58Rc to 60Rc. The case depth is in reference to 50Rc and is controlled by diametral pitch.
Carburization
Carburization hardening is the most widely used technique for surface hardening of aerospace quality gears. A brief introduction to carburization is necessary to understand the potential benefits of this process and how other surface transformation can improve on some of the drawbacks of this commonly used process.
After raw material is received, it is forged to achieve proper grain structure and core hardness. The alloy most commonly used is ASM 6260 (AISI 9310). This low carbon alloy steel exhibits high core toughness and ductility.
Parts are loaded in a furnace and heated to 1650ºF – 1750ºF in a carbon rich atmosphere, where approximately 1% carbon potential is maintained. The depth and level of carbon absorption depend on carbon potential, temperature, time inside the furnace, and the alloy content of the material. After the desired carbon gradient is achieved, the gears are cooled slowly. Then the parts are heated to austenitizing temperature and quenched.
The process depends on the size, geometry, dimension tolerances, and other gear requirements.
The heat treat cycles shown above are two commonly used carburization processes. The difference in post carburization steps depends on the alloy used and final product requirement.
The characteristic of carburization is the inherent distortion associated due to the difference in cooling rates between the thin web and thicker rim. Distortion can occur as a size growth, a change in involute profile, or the loss of crown in spur gears.
Case Hardening by Selective Heat Treatment
The number of process steps required to case carburize a gear can be significantly reduced only if the gear tooth surface areas are heat treated.
Processes for locally heating only the tooth surface include induction, flame, laser, and electron beam.
In order to use induction, steel with a minimum of 0.5% carbon must be used. Several different alloy steels were experimented with, such as AMS 6431, AlSl 6150, and AlSl 4350/4360/4370. These steels were selected due to their combination of toughness, temper resistance, hardenability, and strength. The hardened case is obtained by heating a specific volume of the tooth surface above the transformation temperature for that material. Rapid contour heating produced a case of martensitic structure around the profile-hardened area, resulting in high compressive residual stress at the surface at the root fillet. This compressive stress increases the tooth bending fatigue life, where tensile stress exists due to tooth bending.
Transformation hardening allows a significant reduction in process steps and associated fabrication costs, due to two different factors:
Since sufficient carbon is already present in the base material, copper masking, plating, stripping and carburization steps are eliminated.
In selective hardening, the area of the heated zone is limited to only the hardened sections, and distortion is minimal and predictable.
Surface hardening applications are generally controlled by three process parameters, namely frequency, power level, and time. In this respect, several different hardening processes have been used for gear hardening. The proposed method discussed in this presentation is known as Dual Pulse Induction Hardening (DPIH).
DPIH Process
The DPIH is a patented process (U.S. patent #4,639,279). The process uses single frequency for both the preheat and final heat cycles. Two different power levels are used. This allows the entire process to be performed in one setup, using a single solid-state power supply.
The DPIH process consists of the steps described below:
The heat treatment process steps for both the carburized and DPIH processes for the aircraft gear are compared below:
An 85% reduction in heat treat process steps occurs when the gear hardening method is changed from conventional gas carburization to DPIH.
Conclusion:
Comparison of the above data and the conventional carburization process to DPIH process.
Carburizing grade material has to be changed from low carbon to medium carbon steel for induction hardening. In both the processes, surface hardness achieved is comparable, but the characteristic of induction hardening is that the gear section maintains a constant hardness value from the surface up to the transition zone, where it rapidly drops to core hardness levels, unlike a more gradual decrease in hardness in case of carburized gears. Low distortion of induction hardening gear is also a major cost reducing factor.
Acknowledgment:
This work was performed at AGT, Division of General Motors.
Madhu Chatterjee is founder and president of AAT Metallurgical Services LLC in Michigan with extensive experience in advanced engineering, research and development, and process and product improvement. He is also one of the original dozen consultants that inaugurated Heat TreatToday’sHeat TreatConsultants resource page. You can learn more about Madhu Chatterjee here.
Look for more on aerospace heat treating in the upcoming special aerospace manufacturing edition of Heat TreatToday.
This is the second in a 4-part series by Dr. Steve Offley (“Dr. O”), Product Marketing Manager at PhoenixTM, on the technical challenges of monitoring low-pressure carburizing (LPC) furnaces. The previous article explained the LPC process and explored general monitoring needs and challenges. In this segment, Dr. O talks about the data logger and its monitoring capabilities.
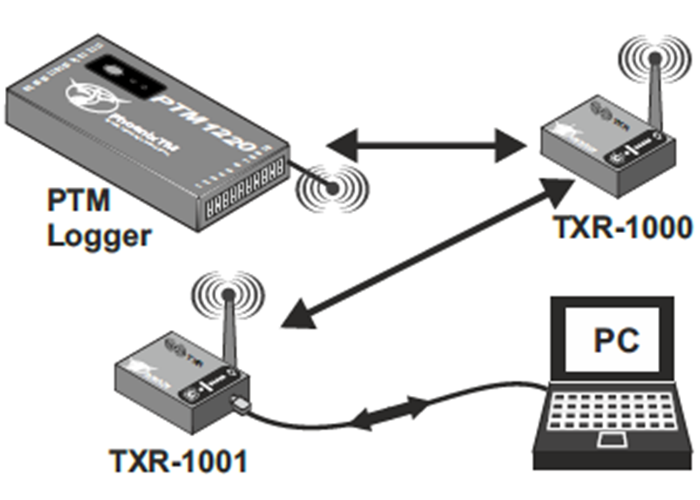
A data logger, an electronic device that records data over time or in relation to locatio, can be useful in a variety of configurations and modified to suit the specific demands of the process being monitored. A range of models are on the market. At PhoenixTM they include 6 to 20 channels with a variety of thermocouple options (types K, N, R, S, B) to suit measurement temperature and accuracy demands (AMS2750 & CQI-9). Provided with Bluetooth wireless connection for short-range localized download and reset (direct from within the barrier) the logger memory of 3.8M allows even the longest processes to be measured with the highest resolution to deliver the detail you need. An optional unique 2-way telemetry package offers live real-time logger control and process monitoring with the benefits detailed in a later section.
Live Radio Communication
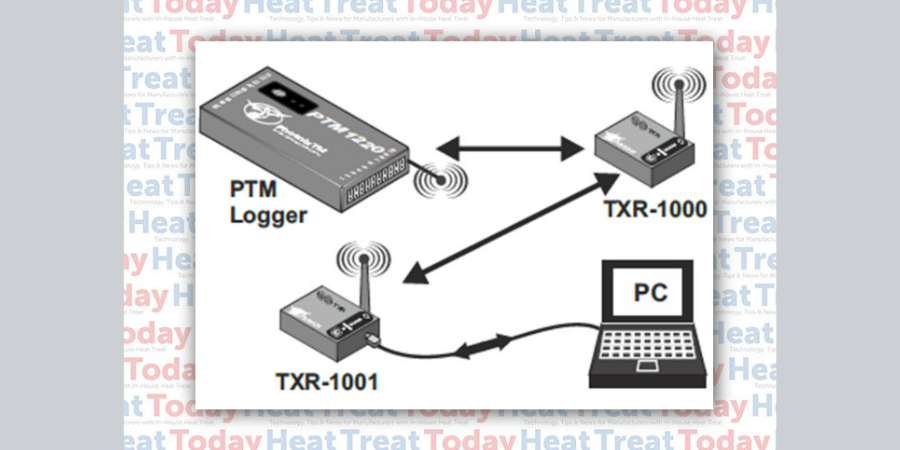
Figure 3: Schematic of RF telemetry real-time monitoring network
The logger is available with a unique 2-way RF system option allowing live monitoring of temperatures as the system travels through the carburizing processes. Furthermore, if necessary using the RF system it is possible to communicate with the logger, installed in the barrier, to reset/download at any point pre, during and post-run.
Provided with a high performance “Lwmesh” networking protocol the RF signal can be transmitted through a series of routers linked back to the main coordinator connected to the monitoring PC. The routers are located at convenient points in the process, positioned to maximize signal reception. Being wirelessly connected they eliminate the inconvenience of routing communication cables or providing external power as needed on other commercial RF systems.
In many processes, there will be locations where it is physically impossible to transmit a strong RF signal. In carburizing obviously within the oil quench, the RF signal is not capable of escaping when the system is submerged. With conventional systems, this results in process data gaps. For the PhoenixTM system, this is prevented using a unique fully automatic ‘catch up’ feature. Any data that is missed will be sent when the RF signal is re-established post-quench guaranteeing in most applications 100% thru-process data review.
Thru-Process Data Analysis and Temperature Uniformity Surveys (TUS)
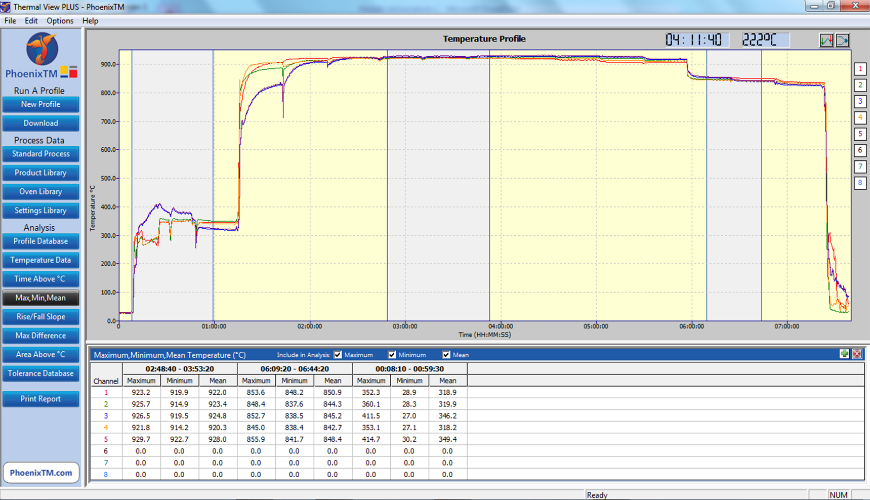
Figure 3: Thermal view SW displaying the temperature profile from a carburizing with gas quench process
In thru-process temperature monitoring, the data logger collects raw process data directly from the product or furnace as it follows the standard production flow. To understand the data to allow process control and optimization, a Thermal View software analysis is used.
Using a range of analysis tools, the engineer can interpret the raw data. Key analysis calculations can be performed such as:
Max / Min — Check maximum and minimum product temperature over whole product or product basket through phases of process carburizing, diffusion and quench.
Time @Temp — Confirm that the soak time above required carburizing temperature is sufficient for correct carbon diffusion and surface properties.
Temperature Slopes —Measure the quench rate of the product to ensure that the hardening process is performed correctly.
Next up in the series: Designing an Innovative Thermal Barrier — The carburizing process by its nature is very demanding when considering protection of the datalogger from high temperatures and rapid temperature and pressure changes experienced in either the gas or oil quench.




 Source: Super Systems
Source: Super Systems