Following tight standards might not mean your heat treat process is truly accurate…if your instrumentation does not see the full picture. In this Technical Tuesday installment, Dr. Steve Offley, product marketing manager with PhoenixTM Ltd., discusses how combining accurate data loggers, high-quality thermocouples, and linear interpolation of correction factors ensures consistent compliance with AMS2750H and delivers trustworthy survey results. The article further explores how thermocouple behavior and real-world processing conditions necessitate careful attention to each thermocouple junction.
This informative piece was first released in Heat Treat Today’s March 2026 Annual Aerospace Heat Treating print edition.
Introduction
In the world of heat treatment, temperature measurement accuracy is critical, whether performing process monitoring or temperature uniformity surveys (TUS) as part of AMS2750. Measurement accuracy is defined as the degree to which the result of a measurement, calculation, or specification conforms to the correct value or standard. Without confidence in the accuracy of your measurement, you are working in the dark and could be deceiving yourself and possibly others.
The requirement of ±0.1°F readability first referenced in the F revision of AMS2750 pyrometry standard has garnered much debate and critical discussions throughout the years. Although helpful in resolving confusion in what option to record and removing discrepancies in recording temperatures in metric versus Imperial units, this solution does not necessarily guarantee instrumentation accuracy working in a real-world heat treat operation settings.
The following article introduces important considerations to be made when performing the temperature monitoring operation with reference to measurement accuracy in a real-world test environment — on a shop floor, not just a stable controlled calibration laboratory.
Monitoring & TUS Methodology
Traditionally, TUS are performed using a field test instrument, which in most situations will be a temperature data logger. For static batch ovens, a static data logger is positioned externally to the furnace. Long thermocouples are trailed into the furnace heating chamber connected directly to the TUS frame.
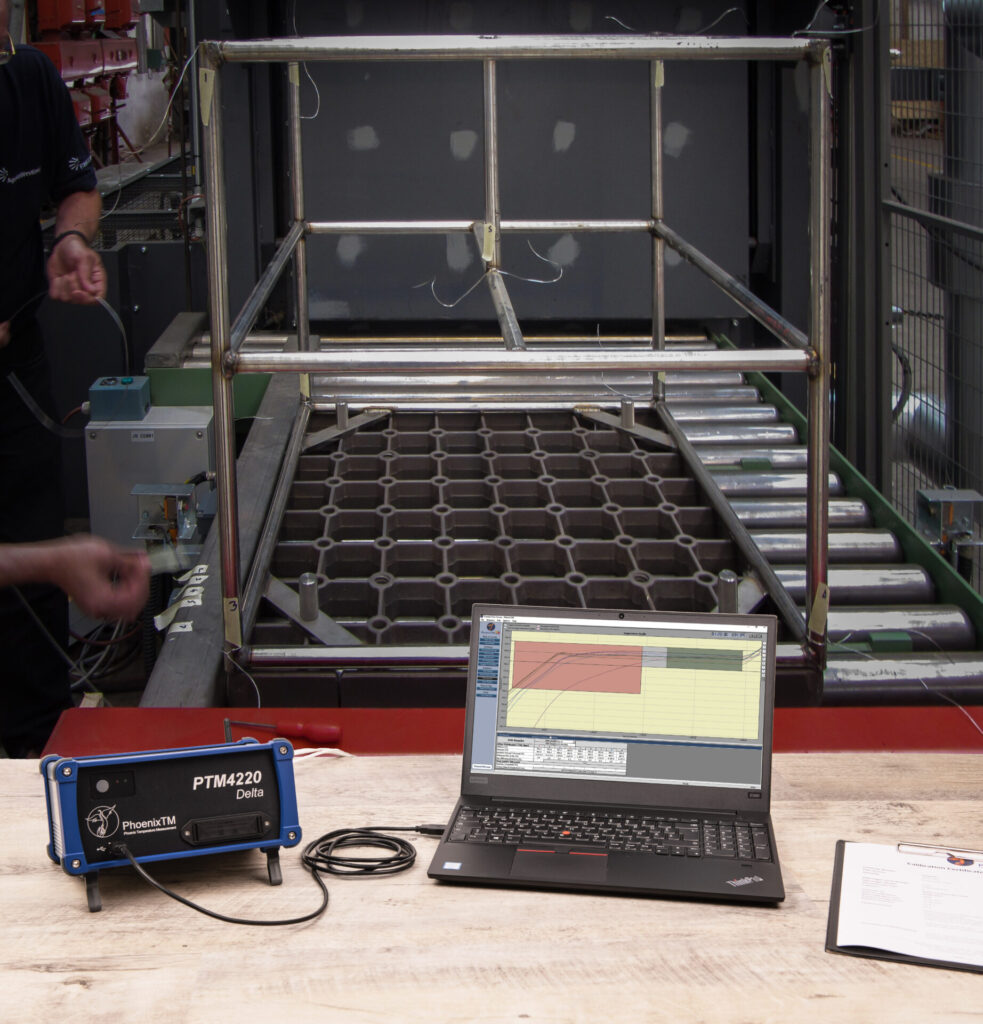

For continuous or semi-continuous modular processes, this trailing thermocouple method is difficult if not impossible. For these furnaces, the preferred method of temperature monitoring is “thru-process”: the data logger is connected to a TUS frame, traveling with the load through the furnace. To protect the data logger from the hostile process conditions (including heat, pressure, steam, water, salt, or oil) the data logger is encased in a thermal barrier designed for the process in hand (Figure 2).
Calibration Accuracy Requirements
In either static or continuous processing conditions, the accuracy of the temperature monitoring system is dependent upon the combined accuracy of the field test instrument (data logger) and the temperature sensor thermocouples.
Both aspects of the monitoring system must be strictly controlled for AMS2750H compliance. The field test instrument data logger needs to have a calibration accuracy of ±1.0°F or ±0.1% of temperature reading, whichever is greater (Table 7 in AMS2750H), and a readability of ±0.1°F. The most common base metal thermocouples (K and N) used will themselves need to have a calibration accuracy of ±2.0°F or ±0.4% (percent of reading or correction factor °F, whichever is greater) as defined in Table 1 of the AMS2750H specification.
Field Measurement Accuracy
For process monitoring, thermocouples are generally the preferred temperature sensor when considering accuracy, robust operation, cost, and availability. It is important to fully understand the working limitations of the sensor technology from measurement accuracy attainable on the heat treat shop floor to ensure they are compensated for.
The theory of the thermocouple is traced back to a German Physicist, Thomas Seebeck in 1821. The “Seebeck effect” describes the generation of electrical voltage when a temperature difference exists between two dissimilar electrical conductors (metals). The resulting milivoltage (mV) is defined by actual temperature experienced at the measurement junction. For any given thermocouple, the measured mV can be converted to a temperature using standardized Seebeck voltage curves, commonly documented in thermocouple reference tables.
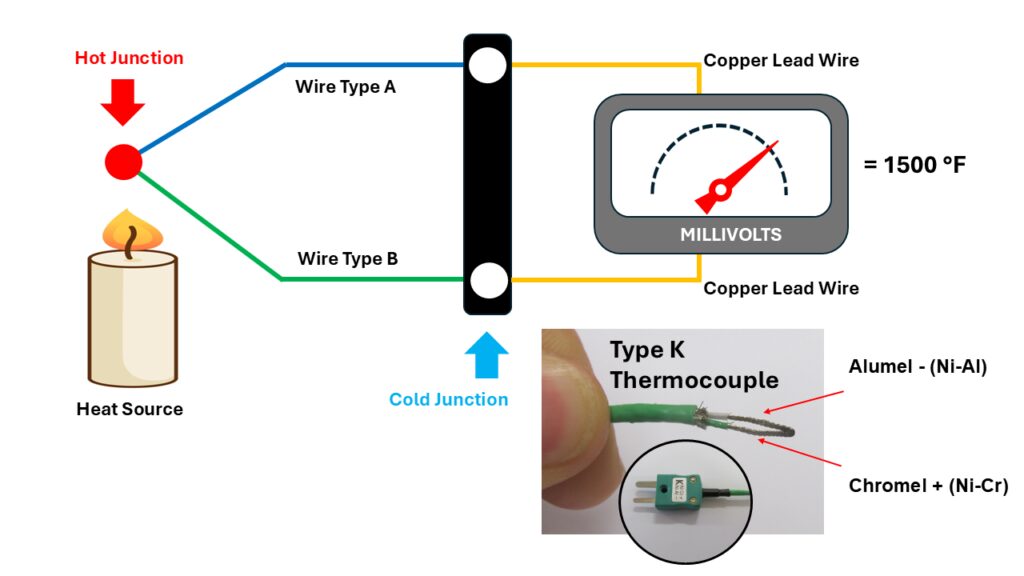
Using the Seebeck principle, the thermocouple consists of two wires of dissimilar metals joined at the measurement point, known as the hot junction. The output voltage from the sensor is proportional to the temperature difference between the hot junction and the point of voltage measurement, known as the cold junction. It is important to recognize that a thermocouple measures temperature difference, not an absolute temperature. The basic principle of how a thermocouple measurement circuit operates is shown in Figure 3.
Critical Cold Junction Measurement
A common misconception is that thermocouple accuracy only needs to be accounted for at the hot junction. As previously mentioned, the thermocouple measurement is reliant on the temperature reading at the hot junction offset against the temperature of the cold junction. From an electronics level, the cold junction is where the thermocouple wires connect to the copper/copper connection on the electronic circuit. The cold junction therefore may be inside the data logger or on the outside of the data logger, if universal thermocouple connectors are used (Cu sockets).
Therefore, to get a consistent accurate reading from the hot junction, it is important to consistently and accurately monitor the cold junction temperature so the measurement can be corrected using a method known as “cold junction compensation.” It is critical that the cold junction temperature sensor is located correctly to ensure that the true cold junction temperature is measured and applied.
Essential Accuracy in Real World
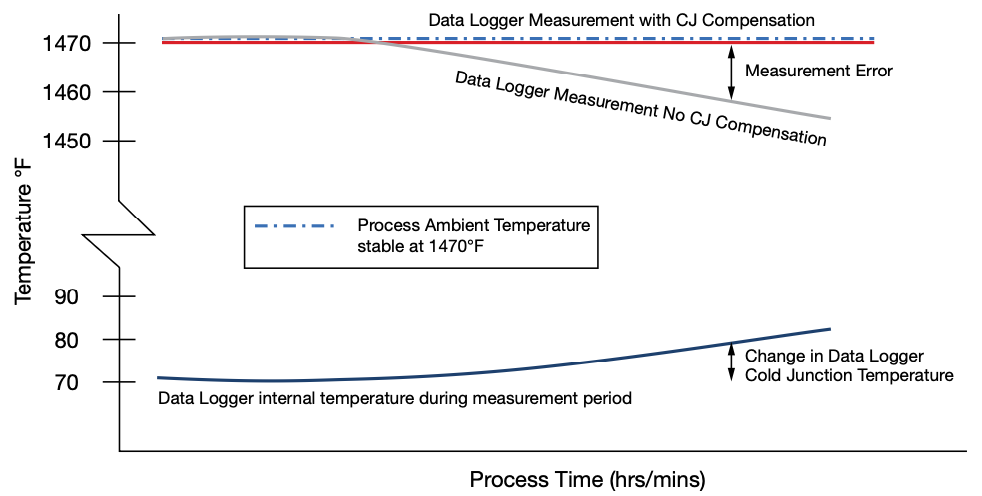
While the accuracy of many data loggers may appear to be acceptable on paper, this may not reflect the real world situation. Data logger temperature may not be stable, which can compromise temperature accuracy when proper cold junction compensation is not implemented. The calibration accuracy in a stable temperature-controlled laboratory, or while performing an in-situ calibration, is one thing, but is the field test instrument able to work accurately on the production floor with significant swings in temperature over the survey period? Do you know what temperature changes the data logger may be experiencing on your process floor (e.g., climatic variation during day/furnace heat up, loading and unloading actions)?
Remember, only a few degree change in the cold junction temperature may compromise the measurement accuracy enough to fail the TUS level being tested, if no compensation is undertaken or if the compensation temperature used does not accurately reflect the live cold junction temperature.
Cold Junction Compensation Logger Data
Data loggers designed with an essential accurate cold junction compensation technology, like those created by PhoenixTM, maintain measurement accuracy in every changing industrial environments. This design allows the data logger accuracy to be quoted at ±0.5°F (K and N) over the full operating temperature range of the PhoenixTM data logger family. For standard data loggers used in conventional thermal barriers (phase change heat sink), the accuracy is maintained over the operating range of 32°F to 176°F. For high temperature data loggers used in phased evaporation thermal barriers (water tank protection), the accuracy is provided over the operating range of 32°F to 230°F. As designed, the data logger will operate at 212°F (boiling water), so cold junction compensation is critical with the data logger ambient temperature changing from 70°F to 212°F during normal operation.
Take for example an external data logger with cold compensation technology with an operating temperature range of 32°F to 131°F (see PTM4220 in Figure 1). On a production floor, users can safely operate, relying on the cold junction compensation to address temperature fluctuations in the processing environment.
Additionally, the thermocouple socket in the data logger case is connected directly to the measurement board of the data logger using thermocouple wire of the designated type (e.g., type K). A thermistor temperature sensor accurately monitors the connector temperature (±0.18°F) providing an accurate record of the cold junction. The connector is located inside the data logger cavity, protected from rapid environmental temperature changes, and is compact and isothermal. As such, the thermistor temperature accurately reflects the cold junction of each unique thermocouple connection. This temperature provides an accurate cold junction temperature compensation to maintain measurement accuracy with any internal data logger temperature variation (Figure 4).
Thermocouple Accuracy

To maximize measurement accuracy, it is important that thermocouples are selected with the highest accuracy and manufactured to resist damage from thermal cycling at elevated temperatures.
For thru-process monitoring, short thermocouple lengths are required to connect the data logger within the thermal barrier and the TUS frame. As such, nonexpendable (see AMS2750H 2.2.36, Table 3) thermocouples can be employed with ease. Robust mineral insulated thermocouples (MIMS) (Figure 5), typically type K or N, can be permanently fixed to the TUS frame. This both reduces setup time and guarantees that thermocouple positions are consistent for periodic TUS work as defined (see AMS2750H 3.1.7, Table 5).
Barring physical damage, the mineral insulated thermocouples can be used unrestricted for up to three months (type K) and three months or longer (type N) if recalibration is successful at the three-month check.
Data Logger and Thermocouple Correction Factors
The PhoenixTM system allows both data logger and thermocouple correction factors to be applied automatically to the raw survey temperature data, maximizing measurement accuracy. The data logger correction factors can be read directly from the onboard digital data logger calibration file. Thermocouples are available with comprehensive calibration certificates providing corrections factors at multiple set temperatures across the required measurement range.
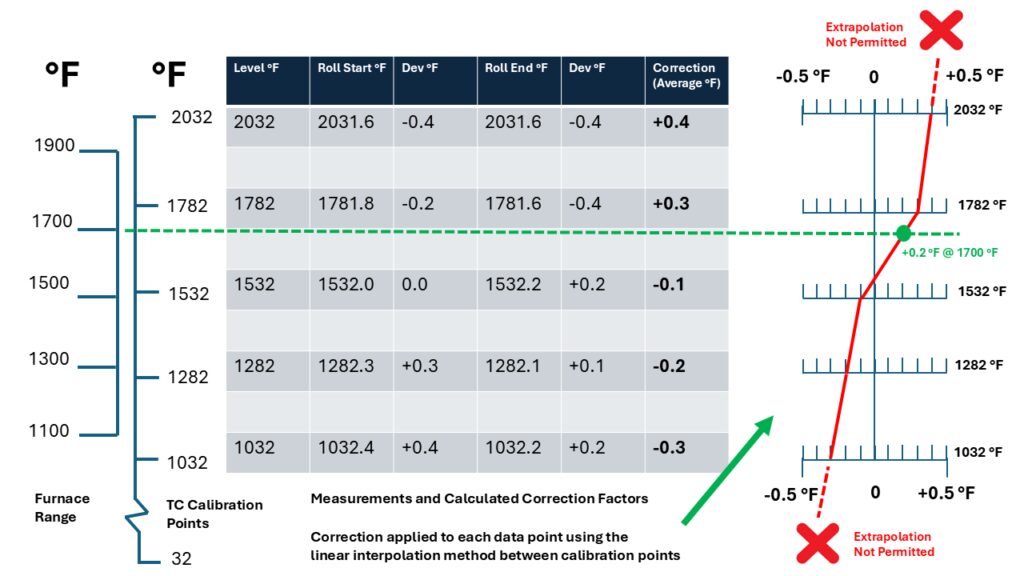
For both data logger and thermocouples, correction factors are interpolated across the complete calibration range using the linear method as permitted by AMS2750H 3.1.4.8 (Figure 6). This approach means that the accuracy of the entire TUS dataset is guaranteed compared to applying a single correction factor calculated at a single nominated temperature, which may not truly reflect the complete temperature range.
Summary
To guarantee the accuracy of both temperature profile and TUS data, it is important that the field test instrument data logger not only provides the desired calibration accuracy but is able to work accurately in a production environment. For thermocouple systems, accurate cold junction compensation offers critical peace of mind to correct for changes in the operating temperature characteristics of the data logger during use.
Data logger and thermocouple correction factors should be implemented to maximize measurement accuracy. As discussed, the use of linear interpolation method ensures that correction factors calculated over the entire measurement range are implemented providing full data accuracy.
About The Author:

Product Marketing Manager
PhoenixTM Ltd.
Dr. Steve Offley, “aka Dr O” is a product marketing manager with PhoenixTM Ltd. with 30 years of experience of temperature monitoring in the industrial thermal processing market.
For more information: Contact Steve Offley at steve.offley@phoenixtm.com.