Optimized heat treat performance starts long before parts reach the furnace. In this Technical Tuesday installment, Chris Tivnan of SAFECHEM North America Inc. highlights how SEW-EURODRIVE‘s switch to solvent-based cleaning enabled faster cycles, reliable residue removal, and consistent results.
This informative piece was first released in Heat Treat Today’s April 2026 Annual Induction Heating & Melting print edition.
In the world of industrial motion systems, precision, durability, and efficiency are non-negotiable. SEW-EURODRIVE, a manufacturer of advanced drive solutions, focuses on delivering performance-driven gearboxes and industrial drives that power everything from airport walkways and roller coasters to heavy-duty conveyors in manufacturing plants. At the heart of this capability lies the careful heat treatment of steel components, specifically gears and pinions, processed to exacting standards for strength and longevity.
From Atmospheric Carburizing to New Demands
Since 2002, SEW-EURODRIVE had relied on a well-established process: aqueous cleaning, followed by atmospheric carburizing, oil quenching, and a second aqueous cleaning process. The approach was reliable but not without limitations.
Their gas-fired furnaces demanded costly maintenance, such as re-bricking the hot zone, replacing furnace rails, and frequently tuning the burners to ensure safety. Oil quenching created a messy environment and required an additional post-quench wash. For smaller parts, the process was also highly labor-intensive. Operators had to manually build furnace loads, then shot blast parts after heat treatment. Processing several hundred thousand gears and pinions per year in this way translated into significant time and manpower.

SEW-EURODRIVE maintained five atmospheric furnaces on site, but to improve efficiency they envisioned a new setup: continuing to run large parts in the existing furnaces while shifting smaller, higher-volume gears and pinions to a vacuum carburizing line with robotic automation.
Why Vacuum Carburizing and Why Cleaning Matters
The ECM NANO vacuum carburizing system, designed for small batch sizes, allowed SEW-EURODRIVE to integrate robotic loading and unloading, a crucial step toward automation. Vacuum carburizing also offered tighter process control, reduced distortion, and more consistent results than atmospheric methods.
However, vacuum carburizing is unforgiving when it comes to cleanliness. Unlike atmospheric furnaces, which can tolerate some surface contamination, vacuum furnaces demand perfectly clean parts. Any residue from machining oils, coolants, or metal shavings risks compromising part quality and furnace integrity.
This is where cleaning — often treated as a secondary or preparatory step — became the cornerstone of SEW-EURODRIVE’s process reengineering. The HEMO hybrid cleaning machine, capable of running both aqueous and solvent programs, was selected to provide maximum flexibility. The system runs on the modified alcohol solvent DOWCLENE™ 1601.
Overcoming Initial Concerns
For a company committed to environmental responsibility, introducing a solvent-based process was not taken lightly. Concerns about waste disposal, flammability, and worker exposure were thoroughly evaluated. However, the hermetically sealed HEMO cleaning system, designed for safe solvent handling and minimal emissions, provided the reassurance the Environmental Health and Safety (EHS) team required.
Beyond the demands of vacuum carburizing itself, another decisive factor for solvent cleaning is the use of carbon fiber composite (CFC) fixtures in the cleaning and heat treat line. Lightweight yet highly durable, these fixtures make automated handling of smaller batch sizes possible. However, their porous structure tends to absorb liquids during cleaning. Any residual moisture or oils can later release in the furnace, risking damage to the hot zone and compromising part quality.
Compared with aqueous cleaning, solvent cleaning evaporates completely and removes absorbed residues far more effectively, leaving both parts and fixtures perfectly dry. In this way, solvent cleaning makes automation with CFC not only feasible but reliable. Multiple test cycles, conducted both at HEMO’s and ECM’s facilities, confirmed the performance: only solvent cleaning reliably removed the oils and coolants that could otherwise lead to furnace fouling or part discoloration.
A Technical and Operational Leap Forward
By March 2025, the fully integrated cleaning and vacuum carburizing line was in full production. The new process — solvent cleaning, vacuum carburizing, gas quenching, and tempering — represented a dramatic leap forward, both technically and operationally.
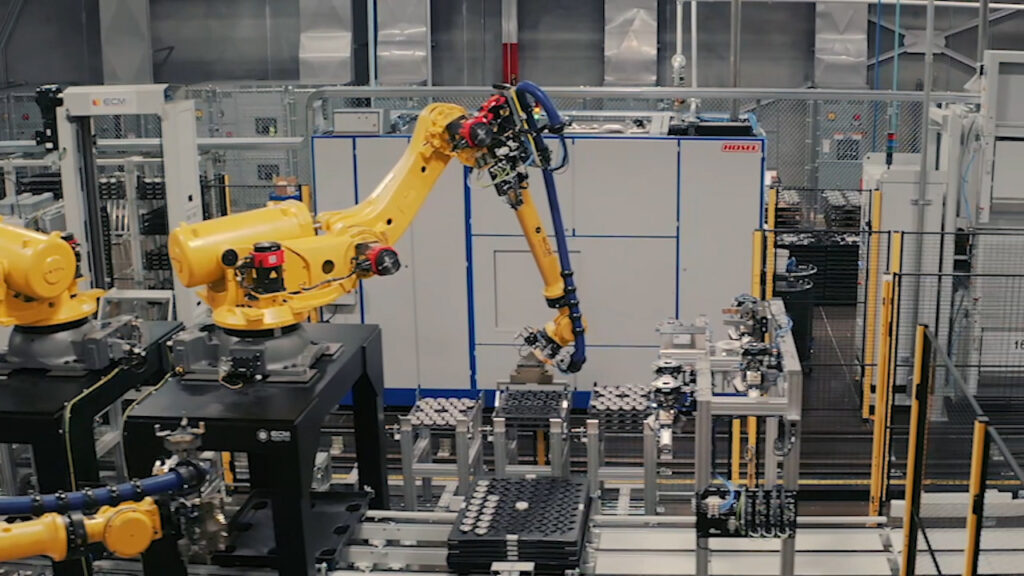
Parts now exit the furnace bright and clean, with no spotting or discoloration. The smaller batch sizes of the vacuum furnace system enable robotic loading, helping to achieve a streamlined, automated heat treat flow, especially critical for high-volume parts.
Manual processes once needed to build and break down furnace loads, as well as to shot blast parts post-treatment, have been fully eliminated for small components. This shift has not only freed up significant labor hours for larger parts that still require traditional handling but has also eliminated roughly $6,000 per month in consumable abrasive costs.
“In the past, it would take us two weeks to process an order of 25,000 gears and 25,000 pinions through the manual steps. That manpower is no longer needed on a very large section of our product family,” explained Chris Rollins, SEW-EURODRIVE’s Heat Treat Supervisor.
The hybrid cleaning system, equipped with aqueous and solvent cleaning technologies, was selected to provide maximum flexibility in removing different types of machining soils. This versatility ensured that the system could adapt to any future cleaning requirements. In practice, after extensive testing, SEW-EURODRIVE determined that solvent-only cycles best matched the needs of their vacuum carburizing line, offering the shortest cycle times and most consistent cleaning results.
While hybrid programs run in about 30 minutes and aqueous cycles in around 50 minutes, solvent-only cycles achieve the same high cleanliness in just 18 to 22 minutes — fast enough to keep pace with furnace loading and optimize overall throughput.
Gas quenching has also replaced oil quenching, eliminating the need for a second aqueous wash and the associated challenges of soap concentrations, rinses, and tank maintenance. Beyond weekly solvent checks and routine discharges, maintenance requirements for the cleaning machine remain low.
“With aqueous cleaning, it’s always a delicate balance to get the right amount of soap for cleaning without leaving spots,” explained Rollins. “With solvent cleaning, we don’t see spotting, rust, or any contaminants. The vacuum process also helps reduce distortion, so we have more consistent parts.”
Cleaner Start, Cleaner Finish
Optimizing heat treat results meant looking beyond the furnace for SEW-EURODRIVE. With vacuum carburizing, cleanliness is no longer optional — it’s critical. The integration of the hybrid cleaning technology unlocked the full advantages of the vacuum carburizing furnace system: automation, speed, quality, and consistency.
This process reengineering experience demonstrated that heat treat success starts far earlier, in the cleaning phase, and that true optimization comes from understanding how each part of the system supports the others. In this case, the cleaner the start, the cleaner the finish. “The new system has made us faster, leaner, and more confident in every part that leaves the line. Solvent cleaning wasn’t just a switch — it was the key to making vacuum carburizing work,” concluded Rollins.
About The Author:
Sales Manager
SAFECHEM North America Inc.
With two decades of experience in the chemical industry, Chris Tivnan of SAFECHEM North America Inc. counsels manufacturers on the right choice of cleaning agent and their parts cleaning operation. He also manages relationships with regional distributors as well as local OEMs/OEAs.
For more information: Contact Chris Tivnan at c.tivnan@safechem.com.