Answers in the Atmosphere: Nitrogen — Flow Rate, Sourcing, & Costs
In this installment of Answers in the Atmosphere, David (Dave) Wolff, an independent expert focusing on industrial atmospheres for heat treat applications, explores the versatile role of nitrogen gas in thermal processing.
This informative piece on nitrogen’s flow rate considerations, sourcing strategies, and cost factors — drawing on insights from Air Products engineers to help heat treaters make informed, cost-effective supply decisions — was first released in Heat Treat Today’s December 2025 Annual Medical & Energy Heat Treat print edition.
We’re picking up the topic of nitrogen this month with a continued discussion of several key aspects of flow rate, expert assistance, and atmosphere costs that I had the pleasure of hearing about from several key industry experts. My thanks to these Air Products individuals: John Dwyer, principal engineer; Bryan Hernandez, commercial technology sales engineer; and Emily Phipps, strategic marketing manager.
First, the experts shared that in a typical thermal processing operation, the required instantaneous nitrogen flow rate may vary significantly depending on several factors including number of furnaces in operation, flowrate required per furnace, and materials being processed. The nitrogen supply system must be capable of meeting these varying flowrate requirements, from minimum to maximum, on demand.
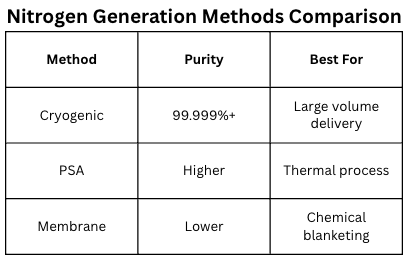
Although non-cryogenically generated nitrogen may be acceptable for some processes and materials, they emphasized that varying flowrate demands may make sizing a nitrogen operation system challenging.
Additionally, because nitrogen purity from non-cryogenic generation may vary depending on required flowrate (with purity decreasing as flowrate demand increases), it is important to prevent changes in nitrogen purity, which can cause quality issues with the material being heat treated.
Dwyer and his colleagues advise securing expert assistance when evaluating nitrogen needs prior to choosing a new or modified supply approach. This might involve going to your industrial gas provider or to an independent consultant. If you are working with an industrial gas provider, make sure that you are getting the technical assistance needed to determine the most cost-effective nitrogen supply system to meet your requirements.
There are upfront costs involved with both delivered and generated nitrogen supplies. According to the Air Products team, users may prefer a lower initial cost approach of dealing with a full-service industrial gas provider to provide a nitrogen system with higher operating costs (for delivered gas), versus a more complex generated nitrogen gas system with higher upfront costs that may offer significant long term savings through lower nitrogen costs. An industrial gas provider may also offer you a lease option for an on-site generation system that could offer you reliability at lower cost.
Besides the costs and investment timing, there are other considerations the experts shared:
- NFPA 86 (and your insurance provider) may require sufficient nitrogen to be available for purging and inerting regardless of whether your electricity is operating.
- Because delivered nitrogen production and delivery costs are a significant fraction of the nitrogen price, depending on where the nitrogen producing plant is, some suppliers may offer better prices than others.
- Electricity costs are a significant fraction of the cost of both delivered and on-site generated nitrogen. If your local electric costs are high but the nitrogen comes from an area with lower electric costs, that may affect potential nitrogen costs and supply decisions.
- Nitrogen tanks may require meaningful site investments in foundations and piping. If you are leasing your building, consider if a delivered or generated nitrogen supply solution minimizes your site investment.
- An onsite nitrogen generation system requires large volumes of clean, dry air. In addition to buying a nitrogen generator, you may need to invest in additional air compression capacity. You also need to maintain your compressed air system, because oily air will destroy the expensive air separation media in a PSA nitrogen generation system. Consider your staff’s capabilities carefully.
It is important to take the time to think about a reliable supply that will avoid sending workers home due to lack of available nitrogen. Onsite nitrogen generation allows nitrogen users to make their own nitrogen, without the need for a tank and deliveries. At the same time, nitrogen generation requires large amounts of clean, dry compressed air. For companies that can commit to maintaining their air compression and nitrogen generation equipment, nitrogen generation can be a powerful approach to cost savings. But be realistic. If you can’t commit to 100% uptime for your air supply system, you need to plan for nitrogen downtime and production interruptions.

As a final note, the ideal nitrogen supply approach for your operations may be different from others in your industry. Dwyer, Hernandez, and Phipps say it is important to consider your process needs, ability to invest, interest in ownership vs. delivered utility, staff’s ability to manage a generation system, and the specific costs. Take the time to evaluate and understand that you can choose a different solution at a later time if your needs change.
About The Author:

Industrial Gas Professional
Wolff Engineering
Dave Wolff has over 40 years of project engineering, industrial gas generation and application engineering, marketing, and sales experience. Dave holds a degree in engineering science from Dartmouth College. Currently, he consults in the areas of industrial gas and chemical new product development and commercial introduction, as well as market development and selling practices.
For more information: Contact Dave Wolff at Wolff-eng@icloud.com.

Answers in the Atmosphere: Nitrogen — Flow Rate, Sourcing, & Costs Read More »