Exploring Thermal Sensors in Hydrogen Atmosphere for Turbines and Other Applications, Part 2 of 2
![]() Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In Part 1, we learned how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that answered these issues.
Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In Part 1, we learned how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that answered these issues.
In Part 2, explore thermal sensors in hydrogen atmospheres for temperatures above 2642°F to discover if ceramics can reach 4000°F. Can these ultra-high temperature systems be built commercially?
Today's Technical Tuesday was written by Herbert Dwyer, chief technical officer of Nanmac and president of Herb Dwyer & Associates, LLC.; Todd Leonhardt, metallurgist and director of Research & Development at Rhenium Alloys, Inc.; and Joe Johnson, senior metallurgical technician at Rhenium Alloys, Inc. This article was originally published in Heat Treat Today’s March 2022 Aerospace Heat Treating print edition.

Senior Metallurgical
Technician
Rhenium Alloys, Inc.
Photo Credit: Rhenium Alloys

CTO, Nanmac
President, Herb Dwyer & Associates

Metallurgist and Director of Research & Development
Rhenium Alloys, Inc.
Introduction
Temperature sensors for use in stationary or aviation turbines and/or test stands must also work in high wind shear, thermal shock, mixed gas environments and vibration which add more challenges. Key sections of the turbine, that contribute to the increased efficiency of the turbine operation, require higher temperatures than the traditional 2642°F (1450°C) to be measured. No thermocouple exists that can make these measurements reliably today. Theoretically, the temperature has been calculated to be near 4262°F (2350°C).
While there is significant history of using optical pyrometers above 2642°F (1450°C), the optical pyrometer is not practical on the actual turbine or in the test stand. The PIWG (Propulsion Instrumentation Working Group) consortium developed a matrix that added a requirement for directly measuring the hot section of the turbine to 4262°F (2350°C).
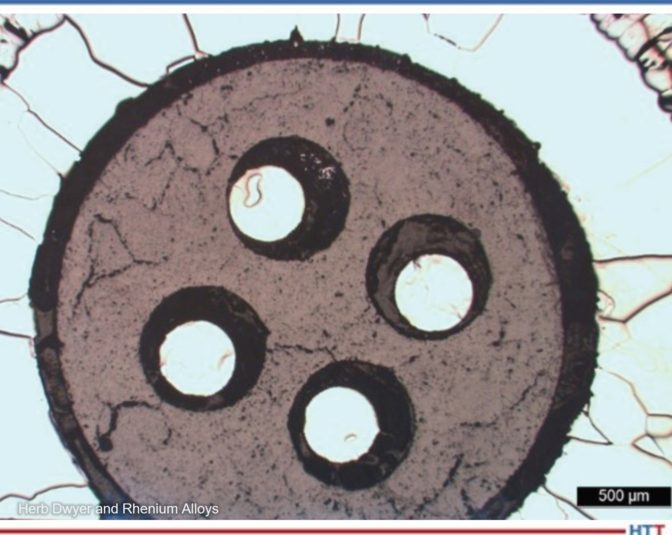
Photo Credit: Herb Dwyer and Rhenium Alloys
To get the most useful result, we combined the insulator (a form of ceramic), the sheath (molybdenum), and the Type C wire, tested them and then performed a full lab analysis after each test period. The various step temperatures are shown in Figure 1 and started at 3362°F (1850°C) and the exposure time varied from one to six hours and compared this thermocouple assembly to a calibrated pyrometer in the same hydrogen-based atmosphere furnace. Our previous testing showed that a better understanding of the interactions between these materials was critical to longer life and performance at these UHT ranges. Our lab analysis also looked at both the mechanical and the chemical properties of these interactions as well.
This turns out to be a significant challenge because of the interaction of the material systems that cause the resulting eutectic temperatures to be much lower than their individual temperature ratings. This includes: the ceramic insulators, refractory metal sheath, and W-Re wires. A key question now is, are we approaching the material systems maximum capabilities? Further testing up to 4172°F (2400°C) is planned in 2022 to determine that answer. In addition to the material requirements, the real questions include: how accurate are these direct reading thermocouples and can they be calibrated at these UHT (Ultra-High Temperatures); what is their overall life and what are the drift factors?
Generally, the ASTM E230 Table for the Type C wire shows an accuracy of +/- 1% up to the maximum of 4199°F (2315°C). Earlier tests by the National Institute of Standards and Technology (NIST) showed that the typical accuracy of the Type C assembly (in this case the wire and its insulators only, not the sheathed versions) above 3182°F (1750°C) starts to degrade from those shown in the E230 Table. The accuracy may be closer to +/- 1.5% which at these temperatures may become a critical determiner for the life and maintenance costs. While we used a Type C wire supplied by a highly recognized manufacturer for our test program, our emphasis was to address the insulator since it was the weaker link in the overall assembly.
Nanmac set a goal to achieve the ASTM E230 Table accuracy of +/- 1% or better up to the maximum of 4199°F (2315°C) with the insulator life being analyzed. In addition, they have set their sights on developing a direct comparison measuring system by using a NIST traceable optical pyrometer calibrated and a NIST traceable thermocouple for Ultra-High Temperature measurements. NIST has previously used this type of system.
Experimental Setup
The temperature measuring experiments used a 33 KVA Spectra-Mat furnace which has three tungsten rod elements for heating as shown in Figure 2. The outer bell and pedestal are water cooled to prevent overheating during operation. The heating elements are surrounded on the outside diameter by a multilayer of 0.009” thick molybdenum sheet as shown in Figure 3. The NIST traceable thermocouple is fed through the pedestal and attached via molybdenum clamp above the pedestal shown in Figure 4. The thermocouple is centered in the hot zone to provide uniform temperature. The calibrated NIST traceable optical pyrometer is set at a specific distance from the quartz window imbedded into a water-cooled bell. The optical pyrometer is aimed 1.0” below the tip of the thermocouple and the emissivity is set for molybdenum, since the thermocouple sheath is molybdenum as shown in Figure 2. The optical pyrometer output was adjusted for the reflection angle, spot location, spot size, and to ensure that it was perpendicular to the assembled thermocouple, because these were identified as the critical variables for this calibration process.
By running the optical pyrometer/thermocouple experiment several times, it was demonstrated that this combination of a thermocouple and pyrometer can give reliable and repeatable comparative data as shown in Figures 5 through 7.

Photo Credit: Herb Dwyer and Rhenium Alloys

Photo Credit: Herb Dwyer and Rhenium Alloys

Photo Credit: Herb Dwyer and Rhenium Alloys

Photo Credit: Herb Dwyer and Rhenium Alloys
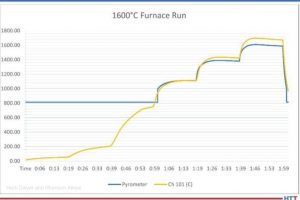
Photo Credit: Herb Dwyer and Rhenium Alloys

Photo Credit: Herb Dwyer and Rhenium Alloys
The furnace is increased in power in timed set points (steps) which show up on the graph as temperature versus time. Experiments were run at 2912°F (1600°C) and 3632°F (2000°C). As shown in the graphs, the yellow line (thermocouple) tracks these step point changes as the power is increased. The blue line (optical pyrometer) starts at 1472°F (800°C) since the optical requires color to measure temperature. After 1472°F (800°C) both thermocouple and optical pyrometer track temperature well. At the 2912°F (1600°C) the optical pyrometer was reading slightly lower temperatures than the thermocouple in all experiments at the higher temperatures.
It is believed that this is caused by the thermocouple reading the combination of convective, conductive, and radiated thermal energy while the pyrometer is responding to the radiated energy as potentially attenuated by the hydrogen gas atmosphere.
While the Type C matched legs (W5Re/W26Re) wire, according to the ASTM E230 Table, covers a range from 32°F to 4199°F (0°C to 2315°C) the initial test furnace was limited to a range of 1472°F to 3632°F (800°C to 2000°C) due to the type of insulator being used in this experiment.
The next set of experiments will have an operational temperature of 3992°F (2200°C) with the same ramp rate holding the same variables. In the near future, Rhenium will use a front loading Centorr furnace which is rated up to 4532°F (2500°C), but for now, tests up to 3992°F (2200°C) are planned in 2022. The experiments helped to identify key elements of the assemblies and suggested additional long duration tests that will address each element in more depth. These experiments are ongoing as of this Part II article and further reports of the results will be published over the next year.
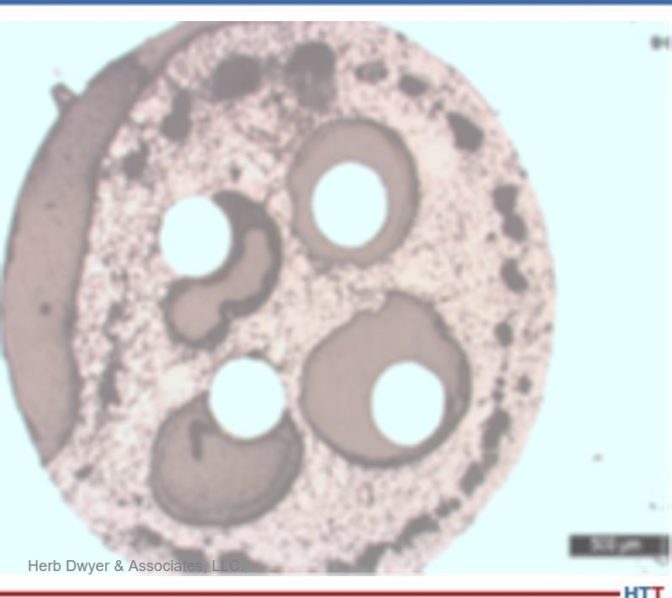
Our tests used different types of insulators rated at these temperatures and after the tests, we performed a cross sectioned lab analysis to determine the interaction of these insulators with the wire and sheath.
Comparison of the Assembled Thermocouple and the NIST Traceable Pyrometer Output Curves
As the curves indicate, it is possible to directly compare the output of the Type C based thermocouple to the NIST traceable pyrometer, and, after some experimentation, we were able to develop a repeatable process which showed that the pyrometer tracked the assembled thermocouple.
Using this approach, we more realistically determined the actual accuracy of the assembled thermocouple under UHT and hydrogen atmospheres. Our life testing has achieved 100+ hours and these tests continue.
Typical Applications of These Types of Assembled Thermocouples
- Ultra-high temperature sintering and alloying of unique material(s) is used in turbine blades; hypersonic vehicles; space craft; nuclear reactors.
- Ultra-high temperature furnaces where critical temperature measurements at these elevated temperatures are important (tantalum materials for capacitors etc.).
- Very high temperature section of the stationary or aviation turbine where true temperature measurements, at UHT up to 4262°F (2350°C) can help to plan maintenance, contribute to life cycle calculations, and enable the optimization of the turbine’s combustion efficiency.
- Replacement of the Type S (platinum-rhodium), Type R (also a platinum-rhodium), and a Type B (platinum-rhodium). These are short lived at temperatures above 3002°F (1650°C) (and, in the case of the Type B, has a limited lower temperature measuring range of 1112°F (600°C) due to its low millivolt output).
- The Type C output at 1112°F (600°C) is 10.609 MV or almost 6x greater than that of the Type B (1.792 MV) allowing more accurate temperature measurement. The Type C at 572°F (300°C) has an output of 4.865 MV or almost 3x that of the Type B at 1112°F (600°C) enabling a wider temperature measuring range at a much lower total cost and a more robust temperature measurement.
About the Authors:
Herbert Dwyer is the CTO of Nanmac, and president of Herb Dwyer & Associates, LLC. Herb specializes in international business development, electromechanical manufacturing, heat treating furnace optimization, and thermal measurements up to 4172 °F. Herb has over 50 years of experience in the field of thermal and pressure sensors for the aerospace industry.
Contact Herb at herbdwyer1@gmail.com
Todd Leonhardt, a metallurgist and director of R&D at Rhenium Alloys, Inc., possesses an in-depth knowledge of high temperature refractory metal and is an expert in rhenium. As a 38-year veteran of industrial and government research in the areas of material characterization and processing refractory metals, Todd has shared his knowledge in over 25 publications including NASA technical memorandum, peer review journal articles, and conference proceedings.
Contact Todd at Todd.Leonhardt@rhenium.com
Joe Johnson is the senior metallurgical technician at Rhenium Alloys, Inc. and has been working with refractory metals, specifically rhenium and its alloys, for over 15 years. While his background is in material processing, most of his tenure has involved process metallurgy. In addition to co-authoring several technical publications, Joe enjoys performing failure analysis and designing custom tools and equipment.
Contact Joe at Joe.Johnson@rhenium.com or 440.309.2098
 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com