



16 Quick Heat Treat News Chatter Items to Keep You Current
Heat Treat Today offers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
- Bill Gornicki was recently appointed Director of Sales at ECM-USA, Inc. in Pleasant Prairie, WI.
- AFC-Holcroft, in Wixom, MI, recently moved its European satellite office from Delémont, Switzerland, to Swiebodzin, Poland, as necessitated by the retirement of their Director of European Operations. The new director, Marek Kedzierzynski, will be based out of Poland.
- Wire Experts Group, the parent company to Pelican Wire and Rubadue Wire, recently announced the newest members of their leadership team and their respective roles: Brinson White will now lead the Engineering & Maintenance teams at both Pelican and Rubadue as WEG Director of Engineering; Mike Skorupa has been named Director of Continuous Improvement across all business units; and Kevin Clements has been named Global Supply Chain Manager.
- RETECH Systems, LLC, a SECO/WARWICK Group company, has finalized plans to relocate its headquarters from Ukiah, CA, to Buffalo, NY.
- Charlie Li, of DANTE Solutions, began teaching a new master-level Mechanical Engineering class entitled “Advanced Manufacturing Processes: Heat Treatment of Steels” at Cleveland State University.






Equipment Chatter
- Solar Atmospheres has purchased two microscopes, one a ZEISS AxioVert A1 Inverted Materials Microscope and the other a a Hitachi smart Scanning Electron Microscope, to enable them to better serve the needs of their customers.
- Magnetic Specialties, Inc. recently shipped two 510KVA, three phase step down 6-pulse rectifier transformers and DC inductors for use in industrial rectifier applications.
- The Grieve Corporation recently installed their new electrically-heated 2000°F inert atmosphere heavy-duty box furnace to be used for heat treating titanium at a customer’s facility.
- Gasbarre Thermal Processing Systems recently commissioned a model CVPQ Continuous Vacuum Furnace with 5 BAR pressure quench capabilities, and a precision gas nitriding and ferritic nitrocarburizing furnace, in the Midwestern United States.
- Ipsen USA offers free evaluations of any brand of vacuum heat-treating system in the United States. An Ipsen Customer Service team member will check all major components of the furnace and provide a written health report with a suggested 18-month maintenance plan.
- Tenova recently received the official notice to proceed with the new Hot Dip Galvanizing (HDG) line for NLMK Group in Lipetsk, Russia.
- Pries Enterprises finished a 50,000 sq ft expansion and installation of a state-of-the-art anodizing line, making them the only vertically integrated extruder-anodizer fabricator in their immediate area.






Kudos Chatter
- Grupo Mess was recently named an exclusive Buehler distributor of metallographic and hardness equipment in Mexico.
- Aerospace Testing & Pyrometry recently announced the opening of their newest regional office in Greenville, SC. The territory will include North Carolina, South Carolina, Virginia, Georgia, Tennessee and Alabama.
- Constellium SE was recently recognized with the “Best Performer Award” by Airbus.
- Advanced Heat Treat Corp. recently announced that it has added gas nitriding to its Nadcap® accreditation.

Heat Treat Today is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to editor@heattreattoday.com
16 Quick Heat Treat News Chatter Items to Keep You Current Read More »



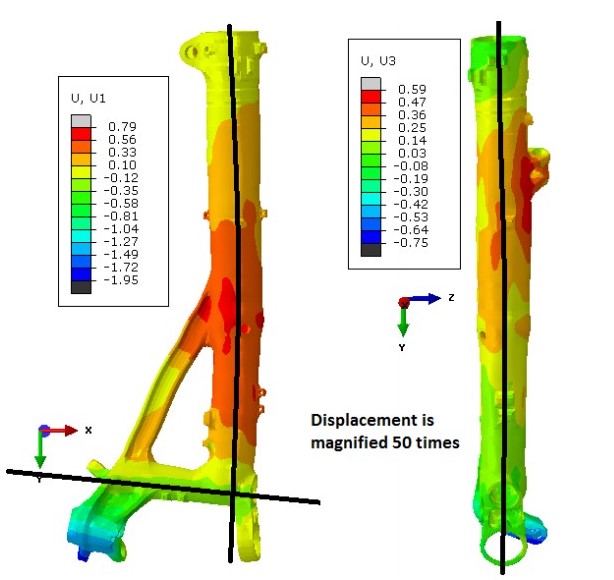



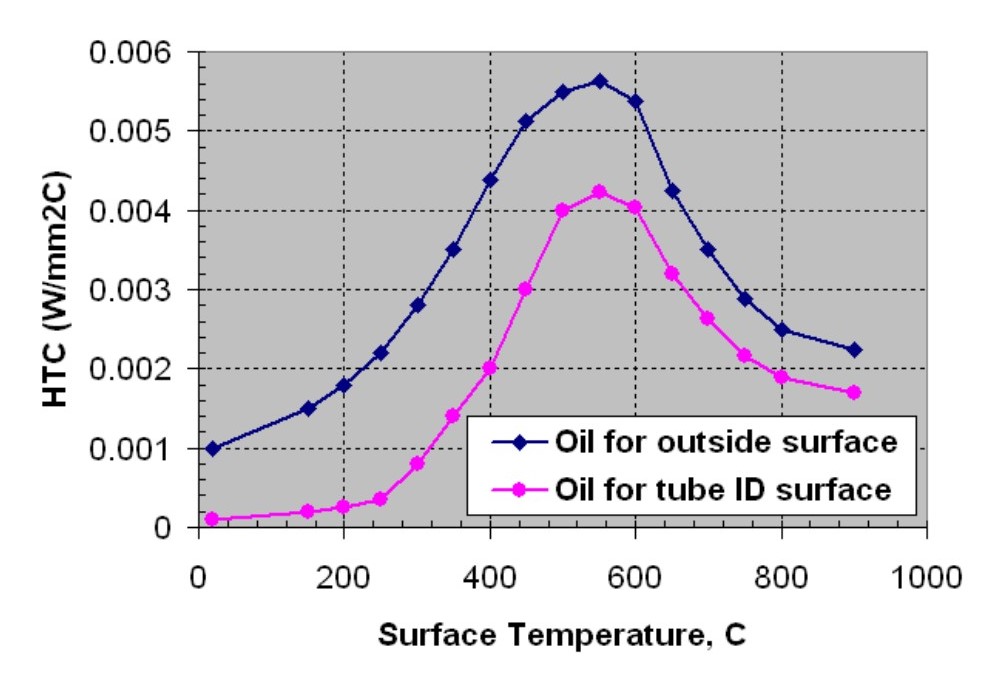
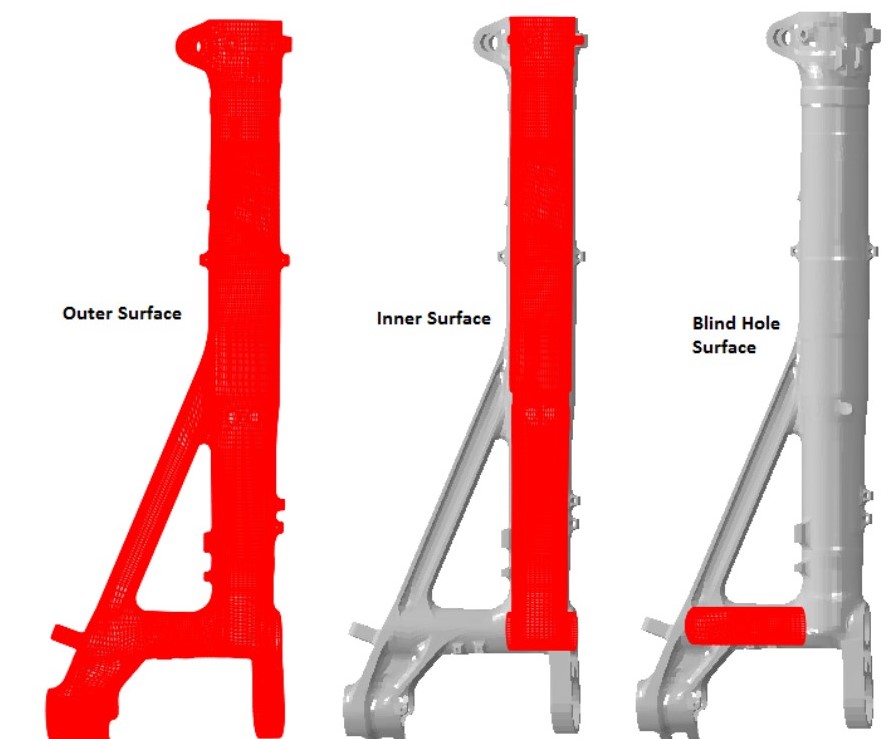



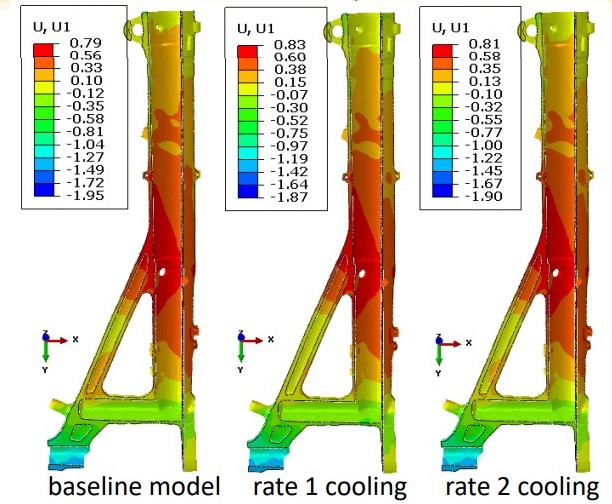

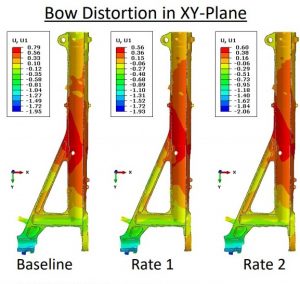


 From top left clockwise
From top left clockwise


