Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Fridaybest of the web video that announces and describes how a thoughtfully designed and machined medical implant allows orthopedic surgeons to increase their precision in treating a variety of distal femur fractures.
Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In Part 1, we learned how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that answered these issues.
In Part 2, explore thermal sensors in hydrogen atmospheres for temperatures above 2642°F to discover if ceramics can reach 4000°F. Can these ultra-high temperature systems be built commercially?
Today's Technical Tuesday was written by Herbert Dwyer, chief technical officer of Nanmac and president of Herb Dwyer & Associates, LLC.; Todd Leonhardt, metallurgist and director of Research & Development at Rhenium Alloys, Inc.; and Joe Johnson, senior metallurgical technician at Rhenium Alloys, Inc. This article was originally published in Heat Treat Today’s March 2022 Aerospace Heat Treating print edition.
Joe Johnson Senior Metallurgical Technician Rhenium Alloys, Inc. Photo Credit: Rhenium Alloys
Herbert Dwyer CTO, Nanmac President, Herb Dwyer & Associates
Todd Leonhardt Metallurgist and Director of Research & Development Rhenium Alloys, Inc.
Introduction
Temperature sensors for use in stationary or aviation turbines and/or test stands must also work in high wind shear, thermal shock, mixed gas environments and vibration which add more challenges. Key sections of the turbine, that contribute to the increased efficiency of the turbine operation, require higher temperatures than the traditional 2642°F (1450°C) to be measured. No thermocouple exists that can make these measurements reliably today. Theoretically, the temperature has been calculated to be near 4262°F (2350°C).
While there is significant history of using optical pyrometers above 2642°F (1450°C), the optical pyrometer is not practical on the actual turbine or in the test stand. The PIWG (Propulsion Instrumentation Working Group) consortium developed a matrix that added a requirement for directly measuring the hot section of the turbine to 4262°F (2350°C).
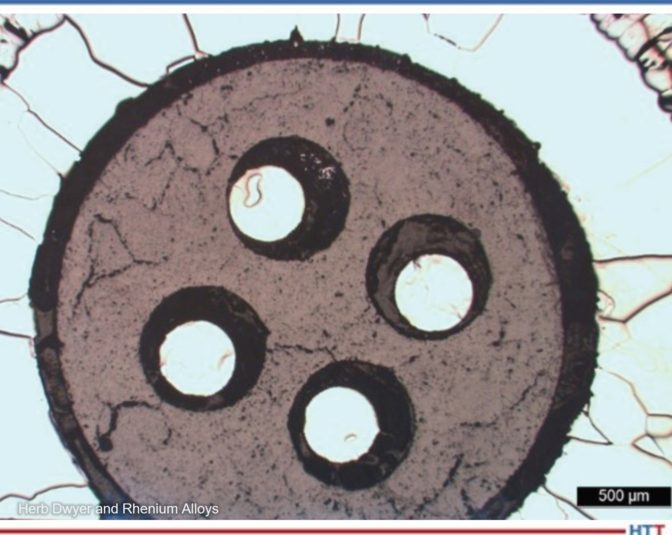
Figure 1. W5Re/W26Re wire with an alumina insulator and molybdenum sheath Photo Credit: Herb Dwyer and Rhenium Alloys
To get the most useful result, we combined the insulator (a form of ceramic), the sheath (molybdenum), and the Type C wire, tested them and then performed a full lab analysis after each test period. The various step temperatures are shown in Figure 1 and started at 3362°F (1850°C) and the exposure time varied from one to six hours and compared this thermocouple assembly to a calibrated pyrometer in the same hydrogen-based atmosphere furnace. Our previous testing showed that a better understanding of the interactions between these materials was critical to longer life and performance at these UHT ranges. Our lab analysis also looked at both the mechanical and the chemical properties of these interactions as well.
This turns out to be a significant challenge because of the interaction of the material systems that cause the resulting eutectic temperatures to be much lower than their individual temperature ratings. This includes: the ceramic insulators, refractory metal sheath, and W-Re wires. A key question now is, are we approaching the material systems maximum capabilities? Further testing up to 4172°F (2400°C) is planned in 2022 to determine that answer. In addition to the material requirements, the real questions include: how accurate are these direct reading thermocouples and can they be calibrated at these UHT (Ultra-High Temperatures); what is their overall life and what are the drift factors?
Generally, the ASTM E230 Table for the Type C wire shows an accuracy of +/- 1% up to the maximum of 4199°F (2315°C). Earlier tests by the National Institute of Standards and Technology (NIST) showed that the typical accuracy of the Type C assembly (in this case the wire and its insulators only, not the sheathed versions) above 3182°F (1750°C) starts to degrade from those shown in the E230 Table. The accuracy may be closer to +/- 1.5% which at these temperatures may become a critical determiner for the life and maintenance costs. While we used a Type C wire supplied by a highly recognized manufacturer for our test program, our emphasis was to address the insulator since it was the weaker link in the overall assembly.
Nanmac set a goal to achieve the ASTM E230 Table accuracy of +/- 1% or better up to the maximum of 4199°F (2315°C) with the insulator life being analyzed. In addition, they have set their sights on developing a direct comparison measuring system by using a NIST traceable optical pyrometer calibrated and a NIST traceable thermocouple for Ultra-High Temperature measurements. NIST has previously used this type of system.
Experimental Setup
The temperature measuring experiments used a 33 KVA Spectra-Mat furnace which has three tungsten rod elements for heating as shown in Figure 2. The outer bell and pedestal are water cooled to prevent overheating during operation. The heating elements are surrounded on the outside diameter by a multilayer of 0.009” thick molybdenum sheet as shown in Figure 3. The NIST traceable thermocouple is fed through the pedestal and attached via molybdenum clamp above the pedestal shown in Figure 4. The thermocouple is centered in the hot zone to provide uniform temperature. The calibrated NIST traceable optical pyrometer is set at a specific distance from the quartz window imbedded into a water-cooled bell. The optical pyrometer is aimed 1.0” below the tip of the thermocouple and the emissivity is set for molybdenum, since the thermocouple sheath is molybdenum as shown in Figure 2. The optical pyrometer output was adjusted for the reflection angle, spot location, spot size, and to ensure that it was perpendicular to the assembled thermocouple, because these were identified as the critical variables for this calibration process.
By running the optical pyrometer/thermocouple experiment several times, it was demonstrated that this combination of a thermocouple and pyrometer can give reliable and repeatable comparative data as shown in Figures 5 through 7.
Figure 2. Tungsten heating elements with thermocouple placed in center of hot zone. Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 3. Molybdenum shield package with sight hole over tungsten heating elements. Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 4. Spectra-Mat furnace with optical pyrometer and thermocouple for temperature measurement. Fluke data logger to record out-put of both instruments. Photo Credit: Herb Dwyer and Rhenium Alloys
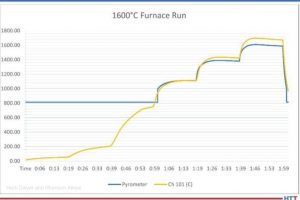
Figure 5. Optical pyrometer versus thermocouple to compare temperature measurement. The blue line is optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800° (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 6. Optical pyrometer versus thermocouple for run 2-1600°C which compares temperature measurement techniques. The blue line is the optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800°C (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
Figure 7. Optical pyrometer versus thermocouple for run 3-2000°C which compares temperature measurement techniques. The blue line is the optical pyrometer data and yellow line is the thermocouple temperature data. The optical pyrometer starts reading at 800°C (1472°F). Photo Credit: Herb Dwyer and Rhenium Alloys
The furnace is increased in power in timed set points (steps) which show up on the graph as temperature versus time. Experiments were run at 2912°F (1600°C) and 3632°F (2000°C). As shown in the graphs, the yellow line (thermocouple) tracks these step point changes as the power is increased. The blue line (optical pyrometer) starts at 1472°F (800°C) since the optical requires color to measure temperature. After 1472°F (800°C) both thermocouple and optical pyrometer track temperature well. At the 2912°F (1600°C) the optical pyrometer was reading slightly lower temperatures than the thermocouple in all experiments at the higher temperatures.
It is believed that this is caused by the thermocouple reading the combination of convective, conductive, and radiated thermal energy while the pyrometer is responding to the radiated energy as potentially attenuated by the hydrogen gas atmosphere.
While the Type C matched legs (W5Re/W26Re) wire, according to the ASTM E230 Table, covers a range from 32°F to 4199°F (0°C to 2315°C) the initial test furnace was limited to a range of 1472°F to 3632°F (800°C to 2000°C) due to the type of insulator being used in this experiment.
The next set of experiments will have an operational temperature of 3992°F (2200°C) with the same ramp rate holding the same variables. In the near future, Rhenium will use a front loading Centorr furnace which is rated up to 4532°F (2500°C), but for now, tests up to 3992°F (2200°C) are planned in 2022. The experiments helped to identify key elements of the assemblies and suggested additional long duration tests that will address each element in more depth. These experiments are ongoing as of this Part II article and further reports of the results will be published over the next year.
Our tests used different types of insulators rated at these temperatures and after the tests, we performed a cross sectioned lab analysis to determine the interaction of these insulators with the wire and sheath.
Comparison of the Assembled Thermocouple and the NIST Traceable Pyrometer Output Curves
As the curves indicate, it is possible to directly compare the output of the Type C based thermocouple to the NIST traceable pyrometer, and, after some experimentation, we were able to develop a repeatable process which showed that the pyrometer tracked the assembled thermocouple.
Using this approach, we more realistically determined the actual accuracy of the assembled thermocouple under UHT and hydrogen atmospheres. Our life testing has achieved 100+ hours and these tests continue.
Typical Applications of These Types of Assembled Thermocouples
Ultra-high temperature sintering and alloying of unique material(s) is used in turbine blades; hypersonic vehicles; space craft; nuclear reactors.
Ultra-high temperature furnaces where critical temperature measurements at these elevated temperatures are important (tantalum materials for capacitors etc.).
Very high temperature section of the stationary or aviation turbine where true temperature measurements, at UHT up to 4262°F (2350°C) can help to plan maintenance, contribute to life cycle calculations, and enable the optimization of the turbine’s combustion efficiency.
Replacement of the Type S (platinum-rhodium), Type R (also a platinum-rhodium), and a Type B (platinum-rhodium). These are short lived at temperatures above 3002°F (1650°C) (and, in the case of the Type B, has a limited lower temperature measuring range of 1112°F (600°C) due to its low millivolt output).
The Type C output at 1112°F (600°C) is 10.609 MV or almost 6x greater than that of the Type B (1.792 MV) allowing more accurate temperature measurement. The Type C at 572°F (300°C) has an output of 4.865 MV or almost 3x that of the Type B at 1112°F (600°C) enabling a wider temperature measuring range at a much lower total cost and a more robust temperature measurement.
About the Authors:
Herbert Dwyer is the CTO of Nanmac, and president of Herb Dwyer & Associates, LLC. Herb specializes in international business development, electromechanical manufacturing, heat treating furnace optimization, and thermal measurements up to 4172 °F. Herb has over 50 years of experience in the field of thermal and pressure sensors for the aerospace industry.
Todd Leonhardt, a metallurgist and director of R&D at Rhenium Alloys, Inc., possesses an in-depth knowledge of high temperature refractory metal and is an expert in rhenium. As a 38-year veteran of industrial and government research in the areas of material characterization and processing refractory metals, Todd has shared his knowledge in over 25 publications including NASA technical memorandum, peer review journal articles, and conference proceedings.
Joe Johnson is the senior metallurgical technician at Rhenium Alloys, Inc. and has been working with refractory metals, specifically rhenium and its alloys, for over 15 years. While his background is in material processing, most of his tenure has involved process metallurgy. In addition to co-authoring several technical publications, Joe enjoys performing failure analysis and designing custom tools and equipment.
Heat treaters in the medical and aerospace sectors will eagerly tell you about titanium alloys. The hot alloy can be fantastic for intense applications once you reduce residual stresses that are developed during fabrication and increase their strength. This article is specifically about how duplex heat treatment of Ti alloys helps in relieving stress, optimizing ductility and machinability properties, and increasing strength.
An excerpt:
“Most commonly known for their excellent strength, corrosion resistance and low density, titanium alloys are a key material for important applications in the aerospace and medical industries. Duplex heat treatments of Ti alloys helps in stress relieving, optimizing ductility and machinability properties and increases strength further.”
Direct thermal measurement of temperatures within a turbine is limited due to many factors. Some thermal sensing systems are not able to measure the lower end of the spectrum, while other systems are not able to measure the higher end. In this article, learn how Nanmac and Rhenium Alloys, Inc. worked together to discover a thermal sensing system in hydrogen atmospheres that solved these issues and more.
Today's Technical Tuesday was written by Herbert Dwyer, chief technical officer of Nanmac and president of Herb Dwyer & Associates, LLC., and Todd Leonhardt, metallurgist and director of Research & Development at Rhenium Alloys, Inc. This article was originally published in Heat TreatToday’s December 2021 Medical & Energy print edition.
Introduction
Todd Leonhardt
Metallurgist and Director of Research & Development
Rhenium Alloys, Inc.Herbert Dwyer
CTO, Nanmac
President, Herb Dwyer & Associates
Direct thermal measurement of temperatures within the turbine (both fixed and aviation) and on the test stand, has been limited to 2642°F (1450°C). This uses a precious metal thermocouple composed of platinum (Pt) and rhodium (Rh) which are very expensive and have limited life above 3182°F (1750°C).
The conditions within the turbine also limit the choice of direct measurement systems due to the combustion by-products, wind speeds, pressures, shear forces, vibration, and thermal shock.
The recent focus on “green energy” gases that are more friendly to the atmosphere and offer excellent energy density per volume of gas points to a gas that has been around for many years — hydrogen. However, the use of hydrogen as a combustion gas within the turbine can be challenging as well. Molecular hydrogen is generally smaller than molecular oxygen. The by-product of the combustion of hydrogen and oxygen forms water. Water vapor is more climate friendly than carbon monoxide, carbon dioxide, or other forms of carbon found in turbines using standard jet fuels, natural gas, or combinations. Another challenge is the wide variety of temperatures to be measured at various points within the turbine, from inlet air to combustion to outlet air, the range can be from -22°F (-30°C) or lower to a predicted high of 4172°F (2300°C). No one type of thermal measuring system exists today that covers this total range. With this as a baseline, Nanmac and Rhenium Alloys, Inc. worked together to explore various combinations of material systems that could operate at the lower temperatures, plus reaching the upper temperatures of 4172°F (2300°C).
The system that could cover this range was the Type C thermocouple with a 5% tungsten and 26% rhenium wire composition. One key part of the system is the insulator which separates the two legs of the thermocouple, the second key part is the refractory sheath like tantalum or molybdenum. The range of temperature covered by this combination was from about 662°F (350°C) to 4172°F (2300°C). The actual testing temperature was performed from 1292°F (700°C) to 3992°F (2200°C).
Application and Testing Objectives:
Fixed and aviation turbines (includes direct mount and test stands)
Test temperatures above the 2642°F (1450°C) range
100% hydrogen atmospheres
Thermal shock issues
Life issues at elevated temperatures and stress
High shear stress caused by air flow
Low and high frequency vibrations
Mounting options to accommodate space issues
Atmospheric corrosion caused by particulates in combustion gases
Cold junction transition location
Mounting depth
Objectives, Equipment, Assembly, and Test Times
Of concern, as atmospheres approach the ultra-high temperatures (UHT) region above 2642°F (1450°C), there are materials interactions between the components of the thermocouple (sheath, insulators, and thermocouple wires) and the furnace environment (representing the combustion section of the turbine) at elevated temperatures. Individually, the materials have high melting points, but combining these materials within the thermocouple system can cause low melting point eutectic to form a reaction between materials to occur. These material interactions can cause the thermocouple to fail prematurely in service at unexpectedly lower temperatures than predicted.
During Nanmac’s material compatibility testing, interactions between the sheath, insulators, and Type C thermocouple wire occurred. The weak link in the thermocouple system is the high temperature insulators of hafnia, alumina, and boron nitride. As the temperature approached the 3812°F (2100°C) test temperature, the insulators decomposed. Some of the observed failures appeared to be due to the hydrogen gas penetrating the end closure welds or even through the sheath walls; some of the insulators failed at these temperatures at much lower levels than expected. Some failure modes were caused by the insulator melting and attacking the thermocouple wires leading to fractures of the junction welds and the individual thermocouple wires.
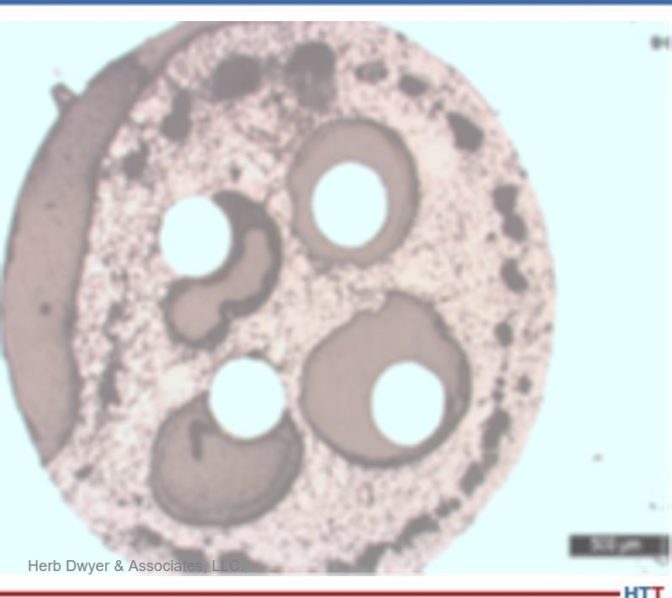
Figure 1. The hafnia insulator failed above 3542°F (1950°C)
Photo Credit: Herb Dwyer & Associates, LLCFigure 2. 99 alumina failure above 3542°F (1950°C) during the transition to 3812°F (2100°C) 6 inches back from tip
Photo Credit: Herb Dwyer & Associates, LLC
Nanmac and Rhenium Alloys, Inc. used hydrogen cover gas because of access to a furnace which used that atmosphere. The use of hydrogen as a future combustion gas gave insight into how these material systems would operate in that harsh environment. The furnace also gave insight into the thermal shock issues from quenching the furnace with hydrogen gas for rapid cooling which allowed for a quick turnaround in testing. Additionally, the processes helped evaluate the possible impact of 100% hydrogen atmosphere on the insulator’s materials, wire junction welds, and sheath end closure weld. The furnace used for compatibility testing used a calibrated control system with a reference thermocouple and a calibrated optical pyrometer.
The test assemblies for compatibility testing were smaller lengths of typical thermocouple systems composed of the 0.050” walled molybdenum sheath. The insulators tested included: hafnia (HfO2); 99% alumina (Al2O3), and boron nitride (BN insulator and Type C 24 AWG [0.020]) thermocouple wire assembly, which was back filled with argon gas to prevent oxidation of the components. Test durations were one hour, two hours, and six hours, at elevated temperature and a complete post-mortem evaluation was performed on all test articles to evaluate compatibility of the thermocouple components at UHT.
Discussion:
The ASTM E20 Committee is exploring the possible increase in calibration temperatures from the existing 2642°F (1450°C) to 3182°F (1750°C) or higher. While it appears the individual materials can achieve these and even higher temperatures, tests indicate that this is not the case for all the combined thermocouple components.
Discussion of some of the material issues includes:
1. As atmospheres reach 3182°F (1750°C) and up to 4172°F (2300°C), materials are limited to refractory materials like:
Molybdenum, tantalum, platinum, and other alloys of these materials.
Ceramics like 99% alumina, zirconia, hafnia, boron nitride, silicon nitride (SiC), and others were tested.
Wire materials are limited to some alloys of tungsten (W) and rhenium (Re).
2. Combining these materials also lowers the system’s overall temperature. For example, the boron nitride, on its own, can reach temperatures up to 5252°F (2900°C), but when combined with the Type C wire and molybdenum sheath, it can only operate reliably to 3632°F (2000°C). Figures 1 and 2 are examples of failures of ceramic insulator exposed to high temperature service conditions.
NOTE: During lab analysis, at the various temperatures, it was observed that decomposition and significant degrading of the insulators had occurred. The exposure to the UHT not only attacked the ceramic insulators but also attacked the Type C wire and its sheath. Part two of this article will show some of the pictures of this attack and discuss some of the approaches to address this material issue at these UHTs, above the threshold of 3182°F (1750°C).
3. Cost now becomes a significant driver. Some of these materials, including alloys of platinum and rhodium can cost upwards of $2,000 or more per inch, are very hard to machine and form, and can contain hidden cracks and voids that under these extreme temperatures lead to reduced mechanical life.
4. The operating atmospheres have a significant impact on the alloys used, and high carbon loads from unburned fuel can also impact these refractory materials, for example:
Oxygen attacks molybdenum, tungsten, and even tantalum, although to a lesser extent than the attack on molybdenum.
Hydrogen’s small molecules can attack the insulator by penetrating the welds; the insulators exposed to this reducing gas oxidize, melt, and shrink causing potential grounding, secondary junction(s), and further mechanical failure.
Nitrogen becomes a significant factor when used above 1832°F (1000°C).
5. The operating environment is not friendly to the following:
The need to directly insert into the combustion gas flow chambers exposes the tip to very concentrated thermal and mechanical forces.
Space restrictions limit the wall thickness and lengths (to resist H2 penetration and handle the extreme heat, thicker walls and an OD of ¼ inch or higher are required).
A turbulent air flow at speeds up to 400 mph.
Air pressures to 500 psi or higher.
6. The shorter the thermocouple (TC) length, additional thermal transfer issues are exacerbated. For example, four inch or shorter lengths can adversely impact any brazed joints from the TC to extension wire [(the temperature in this area where the tip may be at 3632°F (2000°C)], can be 1832°F (1000°C) or higher. Braze joints fail at much lower temperatures.
The transition at this point may also have insulation issues since it may be difficult to control the addition of an acceptable insulator in the transition area. The potential of secondary junctions is quite high (any significant mechanical movement (expansion and contraction) can cause high stress and weak insulators.
A technique using swaging has been somewhat successful but requires materials that can be swaged, limiting options to very expensive alternatives today. Some mineral insulated (MI) cables may be acceptable but need more testing.
The cold reference junction may be unacceptably close to the high temperature (1832°F or 1000°C), thus requiring a relocation further away from this point, requiring possibly a unique analog to digital converter (A/D) like those used in cars. This has not yet been fully developed at this point.
Nanmac is working on a method to carry the TC wire further into the test stand or turbine. This will address the transition issue, enable the use of existing A/Ds, and offer potential integration into the turbine engine itself.
By using this method (see d, above) on the test stand, it is possible to economically investigate this method, maintain safe operations, and make it useable once the system issues are resolved at the test stand.
The Type C was chosen for this temperature requirement (4172°F or 2300°C)
Other than the Type D or A (both of which are in very limited supply and are basically of the same alloy construction), the Type C is well known and characterized, can operate up to 4172°F (2300°C), and has some significant history of use in this temperature realm [the tungsten (W)/Rhenium (Re) alloys are used regularly in high temperature metallurgical furnaces and even within the turbines].
Type C is recognized by ASTM and NIST, its accuracy is 1%, and by comparison calibration Type C has been shown to be capable to about 0.5%, not the 0.25% of the Type S or R, but at a cost of 75% or less and its life, at elevated temperatures, is good and predictable.
Type C has existing MI cable matching extension wire.
Type C has existing A/D systems; thus, it is easier to integrate.
Type C has existing connectors, color coded wire, and terminal connections.
Can other ceramics reach 4000°F (2204° C)? Can these ultra-high temperature systems be built commercially? To find out the answers to these questions, don’t miss the second part of this article in March’s (2022) Aerospace Heat Treating magazine and learn about the results, conclusions, and next steps.
About the Authors:
Herbert Dwyer is the CTO of Nanmac, and president of Herb Dwyer & Associates, LLC. Herb specializes in international business development, electromechanical manufacturing, heat treating furnace optimization, and thermal measurements up to 4172 °F. Herb has over 50 years of experience in the field of thermal and pressure sensors for the aerospace industry.
Todd Leonhardt, a metallurgist and director of R&D at Rhenium Alloys, Inc., possesses an in-depth knowledge of high temperature refractory metal and is an expert in rhenium. As a 38-year veteran of industrial and government research in the areas of material characterization and processing refractory metals, Todd has shared his knowledge in over 25 publications including NASA technical memorandum, peer review journal articles, and conference proceedings.
This Technical Tuesday column appeared in Heat Treat Today’s December 2021 Medical and Energyprint edition.
Introduction
Dan Herring
"The Heat Treat Doctor"
The HERRING GROUP, Inc.
Medical devices (e.g., dental, and orthopedic implants, instruments) employ literally hundreds of different types of fasteners to hold their assemblies together. Even though the components in the medical devices are small or even tiny, when a fastener fails, the device will almost always fail as well.
Medical devices fall into two broad categories: surgical/non-implant devices and implantable devices. The alloys and heat treatments for the fasteners involved in both are explained below.
Surgical & Non-Implant Medical Devices
Surgical and dental instruments are examples of non-implant medical devices typically manufactured from austenitic stainless steels where good corrosion resistance and moderate strength are required. Examples include: canulae, dental impression trays, guide pins, hollowware, hypodermic needles, steam sterilizers, storage cabinets, work surfaces, and thoracic retractors, to name a few. These applications often use a variety of stainless steels that can be easily formed into complex shapes. (The heat treatment of stainless steels was covered in Heat Treatment of Fasteners for the Petrochemical Industry, Fastener Technology International, October 2013.)
Specific grades of austenitic stainless steel and high-nitrogen austenitic stainless steels are used for some surgical implants. Examples include: aneurysm clips, bone plates and screws, femoral fixation devices, intramedullary nails and pins, and joints for ankles, elbows, fingers, knees, hips, shoulders, and wrists.
However, the vast majority of orthopedic implants worldwide are manufactured from titanium (e.g., Ti-6Al-4V alloy) or cobalt-based alloys (e.g., ASTM F75, a cobalt-based alloy or cobalt-chromium-molybdenum alloys). They are manufactured from castings, forgings, or bar stock.
Medical application examples include pins, bone plates, screws, bars, rods, wires, posts, expandable rib cages, spinal fusion cages, finger and toe replacements, hip, and knee replacements, and maxillofacial prosthetics.
Figure 3. Dental implant posts
Photo Credit: Dentist in Goa via Flickr
Other Uses for Titanium Alloys
Titanium and its alloys have experienced rapid growth in the industrial (38%), commercial aerospace (29%), and military aerospace (23%) segments. The benefits of titanium include its strength, strength-to-weight ratio, corrosion resistance, non-toxicity, biocompatibility, excellent fatigue and fracture resistance, non-magnetic characteristics, life, cost, flexibility, and elasticity that rival that of human bone.
Non-medical applications include:
Manned and unmanned aircraft (e.g., commercial and military aircraft, rotorcraft)
Artillery (e.g., howitzers)
Military vehicles (e.g., tanks, hovercraft)
Naval and marine applications (e.g., surface vessels, submarines)
Turbines (e.g., power generation)
Chemical processing plants (e.g., petrochemical, oil platforms)
The heat treatment of titanium and titanium alloys is complex and demands an understanding of the end-use application, desired microstructure, and process variables.
Types of Titanium Alloys
Titanium alloys are classified in four main groups based on the types and amounts of alloying elements they contain:
Alpha (α) alloys — cannot be strengthened by heat treatment; low-to-medium strength, good notch toughness, and good creep resistance (superior to beta alloys) at somewhat elevated temperatures; formable and weldable
Near alpha phase alloys — medium strength and good creep resistance
Alpha-beta (α - β) alloys — strengthened by heat treatment; medium-to-high strength, high formability, good creep resistance (but less than most alpha alloys), alloys with beta content less than 20% are weldable; most familiar alloy in this category is Ti-6Al-4V
Beta (β) alloys — strengthened by heat treatment, high strength, and fair creep resistance
Figure 5. Load of bone reamers after heat treatment
Photo Credit: Solar Atmospheres, Inc.Figure 6. HIP repair screw after heat treatment
Photo Credit: Midwest Thermal-Vac
Standard heat treatments are typically done in vacuum style furnaces or in inert (argon) atmosphere furnaces and include:
Annealing — increases fracture toughness and ductility (at room temperature) as well as dimensional stability and improved creep resistance. Annealing may be necessary following severe cold work and to enhance fabrication and machining.
Homogenizing — for improved chemical homogeneity in castings.
Solution Treating and Age Hardening (Aging) — a process of heating into the beta or high into the alpha-beta region, quenching, and then reheating again to the alpha-beta region. A wide range of strength levels is possible, fatigue strength increases while ductility, fracture toughness, and creep resistance are enhanced.
Stress Relief — used to reduce residual stresses during fabrication or following severe forming or welding to avoid cracking or distortion and to improve fatigue resistance. Strength and ductility will not be adversely affected and cooling rate is not critical.
Tempering — When titanium is quenched from an elevated temperature, reheated to a temperature below the beta transus, held for a length of time and again quenched, it is said to have been tempered. Three variables exist in tempering: the phases present, the time held, and the tempering temperature.
Figure 4. Load of knee implants after heat treatment
Photo Credit: Solar Atmospheres, Inc.Figure 7. Typical vacuum furnace
Photo Credit: Solar Atmospheres, Inc.
Custom heat treatments include:
Beta Vacuum Annealing and Vacuum Aging — improves fatigue and yield strength as well as elongation in alloys such as Ti-5553 (Ti-5Al-5V-5Mo-3Cr).
Brazing — induction, resistance, and furnace brazing in an argon atmosphere or in vacuum; torch brazing is not applicable. Cleanliness is important to avoid contamination.
Creep Forming — takes advantage of the fact that titanium moves and takes a set-at temperature.
Degassing — involves removing of entrapped gases such as hydrogen (to under < 50 ppm) to avoid embrittlement.
Diffusion bonding — primarily in powder metallurgy where individual particles fuse together from intimate contact of their surfaces.
Hydriding/Dehydriding — the deliberate addition of hydrogen to embrittle the material followed by the removal of the hydrogen after crushing the material into powder. These are the basic steps in the production of titanium powders.
Isothermal Transformation — involves quenching an alloy from the all beta region into the alpha-beta field, holding, and then continuing to quench to room temperature. Treatment in this way causes precipitation of the alpha phase from the beta.
Sintering — typically involving hot isostatic pressing and laser sintering of powder particles to form near net share components
Practical Considerations — What’s Important
The heat treatment of titanium and titanium alloys is most often done in a vacuum furnace (Figure 7). Heat treat furnace capacity is an important consideration since many titanium parts are volume-limited rather than weight-limited. Load support is a critical issue in many applications to prevent creep or other dimensional changes, especially on intricate or complex part geometries typical in a medical fastener.
Temperature measurement and control must be exact, usually ± 10 °F (5.5°C) or better throughout the entire working zone of the furnace. Work thermocouples are needed; part temperature, not just the furnace temperature, must be known. Caution: when heating parts over 1730°F (943°C), titanium cannot be in contact with a nickel alloy or stainless steels since eutectic melting will occur.
Vacuum pumping systems must be capable of reaching high vacuum levels, 1 x 10-5 Torr or lower before starting to heat. This vacuum level must be maintained while heating (requiring very slow ramp rates) as well as when at temperature. Diffusion pumping systems must be properly maintained for maximum efficiency and to avoid backstreaming.
Since titanium is a strong getter material, vacuum furnace interiors must be pristine; ideally, all metal hot zones and dedicated furnaces are desired, but graphite lined furnaces also used for other processes are typical throughout the industry as a practical necessity. Thus, fixtures and furnaces must be “baked out” (cleaned) before use typically at 2400°F (1315°C).
In Conclusion
Fasteners are at the heart of the medical device industry and heat treatment plays a critical role in the manufacturing process. Whether made of stainless steel, titanium, tungsten carbide, or superalloys, a heat treat recipe is available to maximize both mechanical and metallurgical properties for implantable and non-implantable applications.
References
[1.] Jones, Christie L., Fastening Solutions for Medical Devices, White Paper, SPIROL International Corporation.
[2.] Herring, Daniel H., Practical Aspects Related to the Heat Treatment of Titanium and Titanium Alloys, Industrial Heating, February 2007.
Dan Herring, who is most well known as The Heat Treat Doctor®, has been in the industry for over 45 years. He spent the first 25 years in heat treating prior to launching The HERRING GROUP, Inc. in 1995. His vast experience in the field includes materials science, engineering, metallurgy, equipment design, process and application specialist, and new product research. Dan holds a patent (as a co-inventor), and his consulting services in heat treating and sintering, metallurgy, operations, business management, sales and marketing, and technology have benefitted a broad range of industries.





 Source: Global Medical via LinkedIn
Source: Global Medical via LinkedIn Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com