We’ve assembled some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years into todays original content. If you want more, search for “101 heat treat tips” on the website! Today’s tips are all things temperature: thermocouples, how to keep temperatures in check, TUS, and more.
By the way, Heat TreatToday introduced Heat TreatResources this year; this is a feature you can use when you’re at the plant or on the road. Check out the digital edition of the September Tradeshow magazine to check it out yourself!
Temperature Monitoring When the Pressure is On!
Increasing in popularity in the carburizing market is the use of batch or semi-continuous batch low pressure carburizing furnaces. Following the diffusion, the product is transferred to a high-pressure gas quench chamber where the product is rapidly gas cooled using typically N2 or Helium at up to 20 bar pressure.
In such processes, the technical challenge for thru-process temperature monitoring is twofold. The thermal barrier must be capable of protecting against not only heat during the carburizing, but also very rapid pressure and temperature changes inflicted by the gas quench. From a data collection perspective, to efficiently perform temperature uniformity surveys at different temperature levels in the furnace it is important that temperature readings can be reviewed live from the process but without need for trailing thermocouples.
During the gas quench, the barrier needs to be protected from Nitrogen N2(g) or Helium He(g) gas pressures up to 20 bar. Such pressures on the flat top of the barrier would create excessive stress to the metal work and internal insulation / logger. To protect the barrier therefore a separate gas quench deflector is used. The tapered top plate deflects the gas away from the barrier. The unique Phoenix design means the plate is supported on either four or six support legs. As it is not in contact with the barrier no force is applied directly to the barrier and the force is shared between the support legs. The quench shield in addition to protecting against pressure, also acts as an additional reflective IR shield reducing the rate if IR absorption by the barrier in the vacuum heating chamber.
(PhoenixTM)
3 Tips to Meet Temperature Uniformity Surveys
Adjust the burners with some excess air to improve convection.
Make sure that the low fire adjustment is as small as possible. Since low fire will provide very little energy, it will make the furnace pulse more frequently and this will improve heat transfer by convection and radiation.
Increase internal pressure. This will “push” heat to dead zones allowing you to increase your coldest thermocouples (typically near the floor and in the corners of the furnace).
(Nutec Bickley)
Ways to Increase Temperature Uniformity in Heat Treat Furnaces
A (sometimes) simple way to increase uniformity in a furnace is to add a circulation fan. Circulation fans can be a quick way to add an additional 5°F tighter uniformity on a batch furnace application.
Be sure that the furnace is tuned optimally to reduce/eliminate any overshoot and oscillation around setpoint.
Eliminate any thermal lag by making sure that the control thermocouple and TUS thermocouples have similar sensitivity. If not, the control thermocouples can fall behind and cause the TUS thermocouples to overshoot and fail.
(L & L Special Furnace Co., Inc.)
Pack Your Thermocouples
When a thermocouple is used with an open-ended protection tube, pack rope or fiber between the thermocouple and the protection tube to prevent cold air infiltration from influencing the reading.
(Super Systems, Inc.)
A Good Fit
If a thermocouple fits loosely in a protection tube, avoid errors by ensuring that the tip maintains good contact with the tube.
(Super Systems, Inc.)
Introducing Your Common Thermocouple Types
What are the common thermocouple types?
Thermocouple material is available in types K, J, E, N, T, R, S, and B. These thermocouple types can be separated into two categories: Base and Noble Metals.
Types K, J, E, N, and T are Base Metals. They are made from common materials such as Nickel, Copper, Iron, Chromium, and Aluminum. Each base metal thermocouple has preferred usage conditions.
Types S, R, and B thermocouples are Noble Metals because they are made of one or more of the noble metals, such as Ruthenium, Rhodium, Palladium, Silver, Osmium, Iridium, Platinum, and Gold. Noble metals resist oxidation and corrosion in moist air. Noble metals are not easily attacked by acids. Some Noble metal thermocouples can be used as high as 3100°F.
(Pelican Wire)
Culprits of a Stable Thermocouple
Factors affecting the stability of a thermocouple:
The EMF output of any thermocouple will change slightly with time in service and at elevated temperatures. The rate and change are influenced by metallurgical and environmental factors. The four factors that can induce EMF drift are: Evaporation, Diffusion, Oxidation, and Contamination.
(Pelican Wire)
Does Length Matter?
Does the length of a thermocouple wire matter?
In a word, “Yes.” There are several factors when considering the maximum length of a thermocouple assembly. Total loop resistance and electrical noise. Total loop resistance should be kept under 100 ohms for any given thermocouple assembly. Remember, the total loop resistance would include any extension wire used to complete the circuit. Motors and power wires can create noise that could affect the EMF output.
(Pelican Wire)
Type N Thermocouple (Nicrosil/Nisil)
Type N Thermocouple (Nicrosil/Nisil): The Type N shares the same accuracy and temperature limits as the Type K. Type N is slightly more expensive and has better repeatability between 572°F to 932°F (300°C to 500°C) compared to type K.
(Pelican Wire)
Know Your Thermocouple Wire Insulations
Know your thermocouple wire insulations. When is Teflon® not Teflon®? Teflon® is a brand name for PTFE or Polytetrafluoroethylene owned by Chemours, a spin-off from Dupont. FEP is Fluorinated Ethylene Propylene. PFA is Perfluoroalkoxy Polymer. All three are part of the Fluoropolymer family but have different properties. Of the three compounds, PTFE has the highest heat resistance, PFA second highest and FEP third. The higher the heat resistance the more expensive the insulation. Keep that in mind when specifying the insulation and only pay for what you need.
(Pelican Wire)
Check out these magazines to see where these tips were first featured:
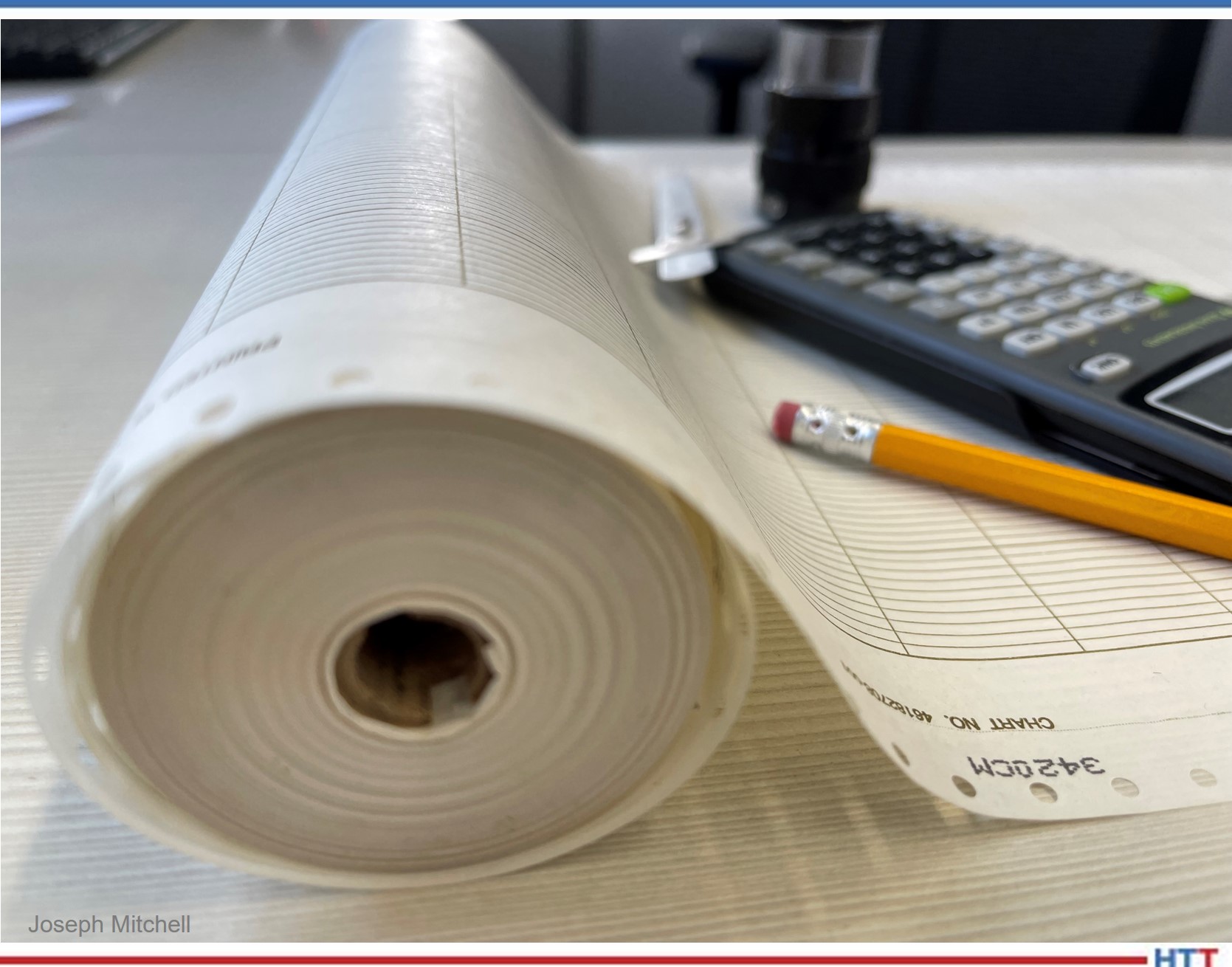
On this Technical Tuesday, dive deep into this article to learn Industry 4.0 heat treating solutions to enduring problems. As author and captive heat treater Joseph Mitchell, director of Operations & Technology for The Miller Company, says, "These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry." Let's take a closer look at Industry 4.0 solutions to the problem of coil wraps "sticking" during batch annealing.
Joseph Mitchell Director of Operations & Technology The Miller Company
As US manufacturing recovers from the ill effects of a seemingly unremitting pandemic and corollary supply chain challenges, the advance of Industry 4.0 and Industrial Internet of Things (IIOT) necessitates manufacturing industries reevaluate their business practices. For maximum profitability, business "as usual" simply will no longer suffice. Jason Ryska, global chief engineer at Ford Motor Company, suggests even production behemoths overlook the obvious:
In many production processes, data analytics provides the agility to keep up with market trends and technology advancements. An exception to this trend is automotive production, a multi-billion-dollar industry that is underutilizing data collection and underestimating the potential improvement that may come from understanding the data being collected.
This quote is from a technical article written by Ryska in which he discusses current state and offers a glimpse of future state that is gained by a manufacturer investigating potential new solutions for old process problems by applying Industry 4.0 technologies.1
Metal industry leaders may ask, to the quote above, could we replace "automotive production" with "heat treating?" I believe there is a strong argument against such an exchange of words; however, in-depth examination at the plant level indicates deficiencies exist for the heat treating industry related to acceptance of IIOT technology and application of data analytics. Where do we observe the shortcomings? Perhaps, as suggested by Ryska, in our day-to-day comfort zone: "over reliance on employee experience and interpretation vs. physical measurements."
This keen insight into the current state of automotive manufacturing can be equally applied to different manufacturing landscapes throughout U.S. industry. Reviewing a familiar heat treating problem will help to illustrate the need for and applicability of digital monitoring and data collection for decision making and future development of advanced analytics like machine learning and AI. These solutions have the capability to mitigate incessant (and costly) problems in our thermal and metal processing industry.
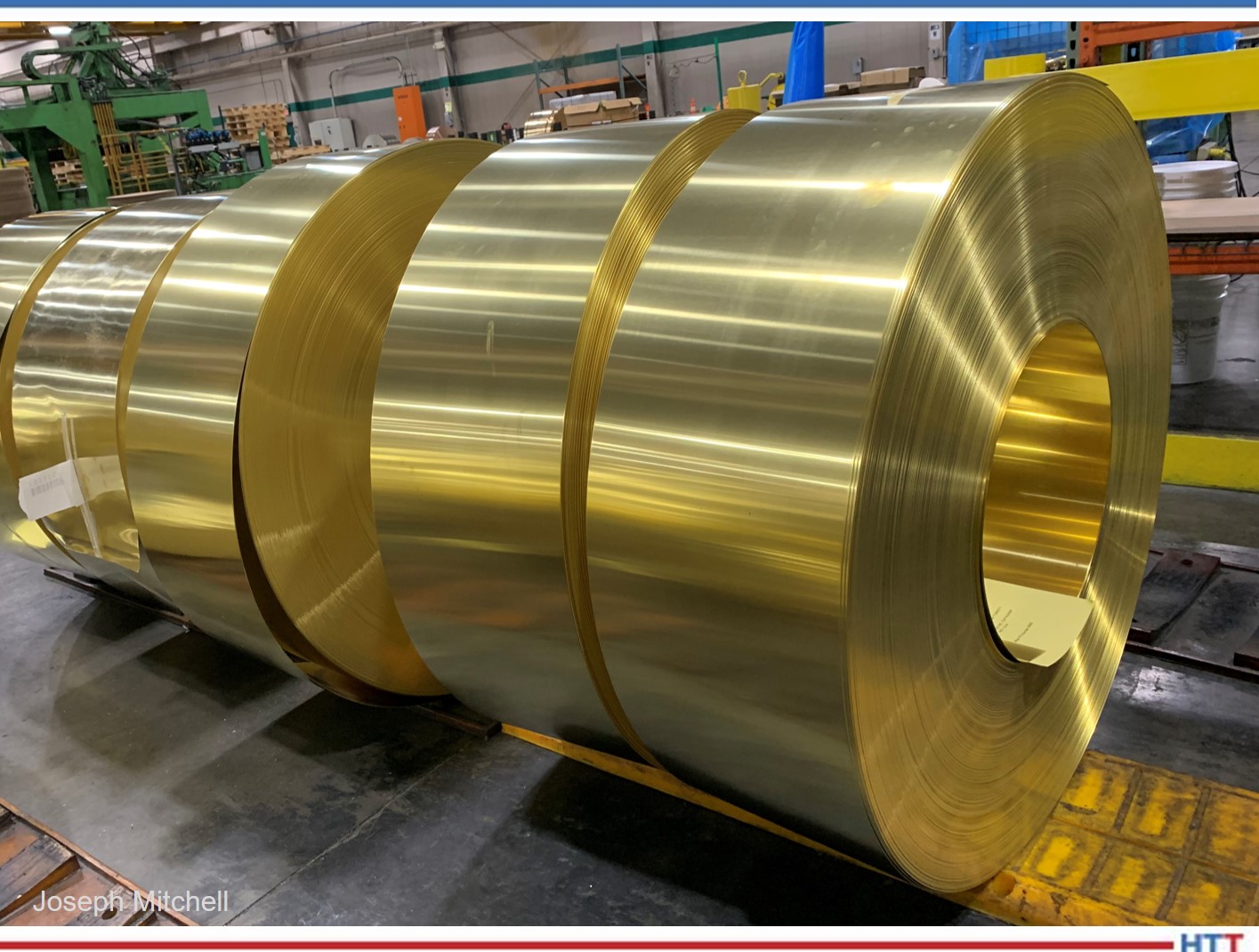
Yellow brass finished width coils; alloy C26800
Heat Treat Industry
In manufacturing, the same problems often occur again and again. In the metals industry, casting and thermal processing, in conjunction with continuing operations, present daily challenges to product quality. Troublesome and costly conundrums – like residual stress, distortion, cracking/poor forming in downstream operations, and poor surface quality/coating adhesion – occur regularly, causing waste, rework, late delivery, and lost profit.
Metallurgists, engineers, and technologists all understand the frustration of untold hours devoted to researching solutions to material processing problems. Some already have well known solutions while others may randomly appear seem, after causing much angst, to disappear (sometimes not as quickly as would be preferred). Regardless of that type of problem, the time, effort, and resources put into finding the solution cannot be redeemed.
The advance of Industry 4.0 and, more specifically, IIOT into modern manufacturing can provide our metal production sector the ultimate tools for unraveling costly and recurring quality issues. We understand this progression will be gradual and very slow.
Nonetheless, implementation of digital technologies is critical for our heat treating/materials processing industry. The fact CQI-9 4th ed. requires all instrumentation and process controls be digital by June 2023 supports the emphasis placed on eliminating analog based instruments and reengineering manufacturing processes for implementation of digital data collection and, thereby, steering heat treaters (automotive suppliers and, hopefully, non-automotive industrial heat treaters) toward eventual adoption of Industry 4.0 technologies.
In this article, we review a specific quandary typically encountered during batch annealing and examine why application of digital monitoring and data collection, and eventual integration of Industry 4.0 technologies, would facilitate understanding and assist in resolving the problem.
Typical gas fired bell annealing furnace; inner cover on base
Gas fired annealing furnace; heating bell being lowered into place
The Problem (Define)
A report, written in 1940 by T.J. Daniels, titled "The Prevention of Sticking in Bright Annealing Sheet Steel" is interesting for many reasons, and, for purpose of this article, provides an example of an early 20th century heat treating headache which, unfortunately, is still with us in the present century.2
The report consists of two parts:
Part I - Investigation of Factors Influencing Sticking
Pressure
Annealing temperature
Length of time at temperature
Part II - Prevention of Sticking
Multiple varieties of trial suspensions tested
Temperature, pressure, and time held constant for each test
Trials performed 2x each
Trials performed 3x for promising suspensions
Despite the efforts and subsequent process improvements in heat treating and manufacturing processes as discussed in Daniels' report, we find the following, equally interesting 21st century report, addressing the same subject in Hot and Cold Rolling Processes, Sticking and Scratching Problems After Batch Annealing, Including Coil Compression Stress Effects, by J.J. Bertrandie, L. Bordignon, P.D. Putz, and G. Volger.3
This 2006 report discusses the same sticking phenomenon (coil wraps adhering together after batch annealing) and expands its research into an accompanying quality problem that may occur in conjunction with or subsequent to batch annealing: material scratching. The report documents field trials and laboratory investigations.
The amount of investigative work described in this second report is noteworthy and the results provide data-backed conclusions. However, the problem addressed, potential causes studied, and solutions prescribed did not eliminate the phenomenon of sticking following batch anneal of ferrous and nonferrous coils. Fast-forward fifteen years to 2021 and the sticking phenomenon remains a topic of discussion (and source of grief) for heat treaters across continents.
My experience with a heat treater located in the Midwest, who occasionally encountered coil wraps sticking together during batch anneal of sheet steel, resulted in experiments with anti-sticking agents applied using a spray system, as well as studies for improved control of cooling the furnace charge. The cooling temperature gradient influences contraction of outer wraps which, if pressure is excessive, may result in wrap adhesion (cementation): growth of crystals across material wraps.
Although sporadic, costs were significant when sticking occurred. Unfortunately, the success of our experiments was limited due to time constraints and production requirements (nothing new here). As we know, a hit-or-miss success rate is not good for business; consequently, continuous improvement (CI) must be built into the system. Fortunately, technology is allowing this CI business approach by way of Industry 4.0.
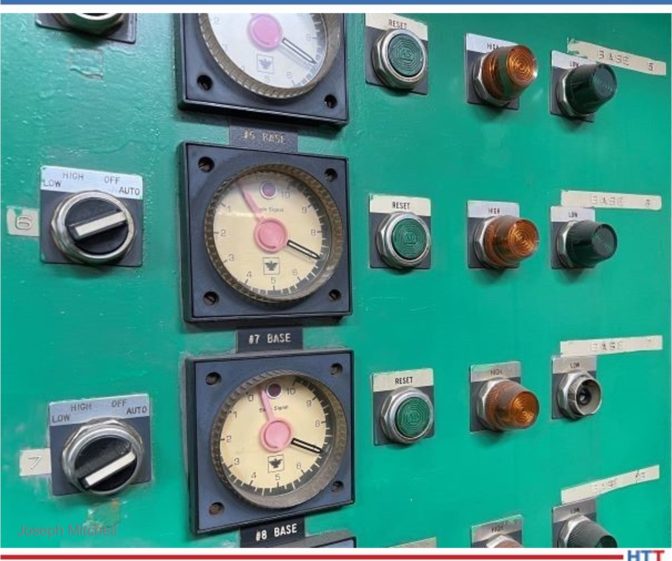
Per CQI-9 rev. 4, analog process monitoring is coming to an end
Descriptive Analytics (Measure)
I first will acknowledge many industrial processing plants operate using, shall we say, not exactly new or sufficiently updated equipment. Also acknowledged is the necessity of skilled and experienced personnel for monitoring and performing critical tasks. Nonetheless, with all else being equal, the fact this quality defect persists suggests industrial heat treaters need new solution for this old and burdensome problem. In short, transformation to digital technologies must occur in the metals processing industry for improved understanding and resolution of regularly occurring problems coming from complex manufacturing/processing systems.
At minimum, for study and resolution of our sticking problem, I recommend a supervisory control and data acquisition system (SCADA). Management should have "eyes" on the process at all times. SCADA allows digital process monitoring (real-time), process alarms (out-of-spec parameters), and automatic control (process adjustment) that will help improve process control at site location or via remote access. Likewise, data acquisition for historical review is critical for answering the question, "what happened and when?"
Digital collection and transfer of data (cloud-based or in-house server) and use of statistical analysis (data analytics) will help a company improve production through the development of predictive maintenance models, building understanding of equipment capability for effective and efficient processing, and defining key process parameters for best quality.
SCADA may be incrementally introduced into a manufacturing system (e.g., a single bell/box annealing furnace) and scaled accordingly. Another strategy is investment in IIOT technology software/apps/system. My experience includes investigation of IIOT as a service with MindSphere. This technology is scalable and can be integrated with legacy equipment for eventual connection with both old and new machines/processes. This is a more practical option considering few small-to-midsize heat treaters have cash for an all-at-once approach.
During initial installation stages, be sure to capture key process variables and the need for strategic placement of data gathering sensors based upon best opportunities for process impact like:
furnace atmosphere / time / temperature
material cleanliness / required microstructure / coil tension
strip thickness / strip width / process routing / pre & post processing
Data input from locations other than annealing furnace are of equal concern:
As noted earlier, I understand use of equipment that is in disrepair or outdated is a reality for some heat treaters; fortunately, use of SCADA system would provide necessary data to justify purchasing new equipment and/or upgrading old equipment. A data driven proposal presented in unbiased digital format is an advantage for showing upper-management current state-of-affairs and possible return on investment (ROI) if funding is provided and investments are made.
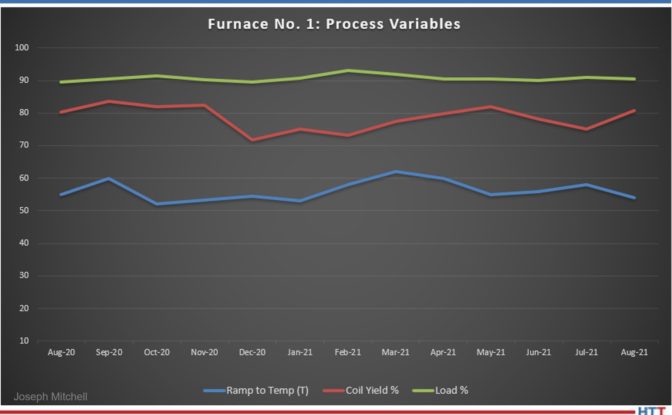
Digital monitoring of process variables: easy access of data for historical review and troubleshooting
Diagnostic Analytics (Analyze)
At this point, we have a SCADA (or similar) system in place, either for a given furnace/machine, work-cell, or eventually for an entire manufacturing/processing system. In our case, the process parameters associated with sticking, and therefore the ones which need to be monitored, include temperature, time, pressure, surface condition, and reactivity.4 The stage for descriptive analytics is set; data is collected/summarized, but no direct decisions/predictions develop from this digital data stream. We learn "what happened” and proceed with the question, "why" did "X" happen? Thereby, we enter the world of diagnostic analytics in the quest for root causes, seeking to understand unusual events: why did no sticking occur when we processed alloy "A" last week, but this week alloy "A" exhibits sticking?
Following our statistical study used in descriptive and diagnostic analysis that was performed using data analysis software, we continue applying statistical methods for our investigation. The objective is discovery and confirmation of relationships and/or trends, which may relate to, or show causes for, sticking (coil wraps adhering together).
Predictive Analytics (Improve)
Rarely in a heat treating/material processing dilemma is the root cause readily disclosed; my experience in heat treating is that "bad" phenomenon often occur and disappear with impunity, leaving root cause analysis a moot point. We breathe a sigh of relief and enjoy the quiet before the next storm.
In the past, this unfortunate scenario likely resulted from one of two things: first, the inability to measure multiple variables simultaneously; and second, if a system is in place identifying and monitoring key variables, then management's inability of correlating (note: correlation may not ≠ causation) effects of multiple process variables. This inability leads to dependency and/or relationships preventing meaningful and/or accurate interpretation of data. At best, this does no more harm than allow the continued ill-effects of current problem, but at worst, it leads to incorrect conclusions, possible worsening of the problem at hand, and new problems.
Here is where management of forward-thinking companies -- focused on developing optimal manufacturing efficiencies, equipment effectiveness, increased profit, and competitive advantage --differentiate themselves by advocating application of digital technologies. In this case, it means moving toward artificial intelligence (AI); smart machines/machine learning.
Many options related to machine learning software and machine connectiveness are available (e.g., Siemens, GE Digital, Samsara, etc.). Your SCADA system provider is a great place for beginning investigation into predictive/prescriptive software solutions using machine learning tools.
Another example of a systems approach for digital transformation is Smart Prod ACTIVE. Profiled in Foundry Trade Journal last winter, this information and communication technology (ICT) platform, designed for optimizing foundry production, illustrates the growing possibilities for increased competitive advantage and profit growth based upon implementation of digital technologies, such as EnginSoft - smart ProdACTIVE.5
Prescriptive Analytics (Control)
Heat treating consists of many interrelated processes and/or systems. Prescriptive analytics, by way of simulation software/modeling tools, leads to applicable solutions; as Luigi Vanfretti, an associate professor of electrical, computer, and systems engineering at Rensselaer Polytechnic Institute, states, "You need to have a way to understand the interaction of the systems, and, in an integrated way, you need to optimize them together."6
Digital data collection and advanced analytics open the door for data-driven decisions and improved understanding of a process. When we are able to investigate cause-effect relationship(s) and our modeling tools suggest appropriate/optimal adjustment for non-normal process variation, we can achieve standardization of a given heat treating process, possibly even aimed at specific equipment in a manufacturing system.
In other words, the optimization factors of bell furnace "A" may not be optimal for bell furnace "B." The parameters for various aspects of the manufacturing system may need adjustment based on equipment performance/condition or other factors (e.g., coil mass, time at soak temperature, surface roughness (rolls), incoming strip cleanliness, etc.).
In this manner, continuous improvement throughout the manufacturing system becomes a part of our day-to-day business.
Chart recording; still valid, but not user friendly for data retrieval and statistical analysis
Digital Integration/Transformation
We examined a 21st century approach for resolving a 20th century problem: coil wraps sticking together post-anneal. This material processing phenomenon typically encountered when batch annealing ferrous or nonferrous materials may result from many interrelated process variables; that is, one or more sources of non-normal variation within a thermal processing system and/or manufacturing process.
The heat treating system, as well as the manufacturing system which is comprised of numerous material processes both upstream and downstream, requires continuous monitoring. As supported by CQI-9 (4th ed.), digital instrumentation is deemed necessary (for automotive suppliers) for surveillance and documentation of thermal processing parameters. Acquisition of digital data (e.g., SCADA) facilitates advanced analytics for predicting process outcomes and thereby prescribing optimal solutions which lead to process improvements.
Thus, application of digital monitoring/data collection, advanced analytics, and integration of Industry 4.0 technologies will enhance understanding, provide heretofore unknown process correlations/relationships, and thereby lead to problem mitigation.
As we close this article, some may ask, is digital transformation essential in our heat treating industry? Is IIOT and the all-encompassing Industry 4.0 a necessity for industrial heat treaters and others involved in material processing?
Perhaps a well-worn quote from W. Edwards Deming provides our answer: "It is not necessary to change. Survival is not mandatory."
About the Author: Joseph Mitchell is director of Operations & Technology for The Miller Company, a service slitting center which supplies bronze and specialty copper alloy precision metal strip. With a BS in Industrial Management and MBA from Lawrence Technological University, his interests include metallurgy and practical application of Industry 4.0 concepts/digital technologies for developing business strategy that provide optimal use of assets, energy, and process controls within the metals and automotive industry.
References
1 J. Ryska, Industry 4.0 Meets the Stamping Line - Ford Motor Company's stamping division looks to leap into Industry 4.0 the same way Henry Ford led the transformation from Industry 1.0 to 2.0, Advanced Materials and Processes, Feb/Mar 2020, Vol 178, NO 2, p 25-28.
2 T. Daniels, "The Prevention of Sticking in Bright Annealing Sheet Steel,” Thesis; submitted for degree requirements, MS Chemical Engineering, Georgia School of Technology.
Heat treat specifications can be tiresome to stay up-to-date on. So it’s great when we find digestible content on AMS2750F to share with you.
In today’s best of the web article, you’ll be able to review the 4 new requirements for process instrumentation and what 18 pieces of information must always be reported in the calibration certificate.
An excerpt:
“The recording tools used on heat treatment plants should not be used to record TUS or SAT sensor temperatures unless it can be demonstrated that the recording channels of the TUS and/or SAT sensors of an integrated system are separated from the recording system of the heat treatment furnace and also meet the requirements of the field test instrument.”
Want a free tip? Check out this read of some of the top 101 Heat TreatTips that heat treating professionals submitted over the last three years. These handy technical words of wisdom will keep your furnaces in optimum operation and keep you in compliance. If you want more, search for “101 heat treat tips” on the website! This selection features 8 tips to make sure your operations are clean and pure.
Also, in this year’s show issue, Heat TreatToday will be sharing Heat TreatResources you can use when you’re at the plant or on the road. Look for the digital edition of the magazine on September 13, 2021 to check it out yourself!
Oil and Water Don’t Mix
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
(Combustion Innovations)
Dirt In, Dirt Out!
Parts going into the furnace should be as clean as possible. Avoid placing parts in the furnace that contain foreign object debris (FOD). FOD on work surfaces going into the furnace will contaminate the furnace and the parts themselves. Dirty work in, dirty work out. FOD comes in many forms. Most common: oil, grease, sand in castings or grit blasting operations, and metal chips that generally originate from the manufacturing process before the parts are heat treated. It could also be FOD from the shipping process such as wood or plastic containers used to ship the parts.
(Solar Manufacturing)
Remove Particulates
Adding a strong magnetic filter in line after the main filtration system is an effective way to remove fine, metallic particulates in an aqueous quench system.
(Contour Hardening, Inc.)
Seal Away Dirt or Dusty Environments
Use a sealed enclosure or alternative cooled power controllers for dirty and dusty environments. For heavy dirt or dusty environments, a sealed cabinet with air conditioning or filters is recommended. Alternatively, select a SCR manufacturer that offers external mount or liquid cooled heatsinks to allow you to maintain a sealed environment in order to obtain maximum product life.
(Control Concepts)
Copper as a Leak Check
If maintaining dew point is a problem, and it’s suspected that either an air or water leak is causing the problem, run a piece of copper through the furnace. Air will discolor the copper; water will not.
(Super Systems, Inc.)
Oxygen Contamination Sources
A common source of oxygen contamination to vacuum furnace systems is in the inert gas delivery system. After installation of the delivery lines, as a minimum, the lines should be pressurized and then soap-bubble tested for leaks. But even better for critical applications is to attach a vacuum pump and helium leak detector to these lines with all valves securely closed, pull a good vacuum, and helium leak check the delivery line system. Helium is a much smaller molecule than oxygen and a helium-tight line is an air-tight line. Also, NEVER use quick disconnect fittings on your inert gas delivery system to pull off inert gas for other applications unless you first install tight shut-off valves before the quick disconnect. When the quick disconnect is not in use, these valves should be kept closed at all times. (Though the line is under pressure, when you open a back-fill valve to a large chamber, the line can briefly go negative pressure and pull in air through a one-way sealing quick disconnect valve.)
(Grammer Vacuum Technologies)
Container Clarity Counts!
Assure that container label wording (specifically for identifying chemical contents) matches the corresponding safety data sheets (SDS). Obvious? I have seen situations where the label wording was legible and accurate and there was a matching safety data sheet for the contents, but there was still a problem. The SDS could not be readily located, as it was filed under a chemical synonym, or it was filed under a chemical name, whereas the container displayed a brand name. A few companies label each container with (for instance) a bold number that is set within a large, colored dot. The number refers to the exact corresponding SDS.
(Rick Kaletsky, Safety Consultant)
Discolored Part—Who’s to Blame?
If your parts are coming out of the quench oil with discoloration and you are unsure if it is from the prewash, furnace, or oil quench, you can rule out the quench if the discoloration cannot be rubbed off. Check this before the part is post-washed and tempered.
Other possible causes:
Can be burnt oils as parts go through the quench door flame screen
Poor prewash
Furnace atmosphere inlet (particularly if it is drip methanol)
(AFC-Holcroft)
Check out these magazines to see where these tips were first featured:
How intelligent are your maintenance systems? Whether they track usage or calculate data, having a maintenance system is key. This Technical Tuesday feature article highlights how intelligent digital maintenance systems can perform predictive maintenance analysis, putting you in a better position to meet challenges on the ground.
Tony Busch, sales application engineer at Control Concepts, Inc., wrote this Original Content article for Heat TreatToday. Reach out to editor@heattreattoday.com if you have an article that you’d like to write for the web or for print
Tony Busch Sales Application Engineer Control Concepts, Inc.
Digital power controllers can calculate resistance and provide precise power control. Predictive maintenance is achieved by knowing when an element has reached its useful life. Intelligent power control includes embedded algorithms with teach function to calculate data and predict what is likely to happen next in the life of a heating element. This capability can determine partial load loss, resistance change, and complete load loss. As a result, it can help reduce energy cost.
The ability to measure resistance in a furnace can provide information regarding the overall condition of an element. Utilizing “Teach” functions — a power controller with embedded algorithms for calculating data — digital power controllers can constantly predict what is likely to happen next in the life of a heating element. Knowing the life of the element allows you, the heat treater, to predict when they should be changed and allows for a structured shut down preventing expensive unscheduled downtime. Conditions, such as partial load failure, are determined and appropriate alarms are activated.
Knowing the life of the element is also very useful for the heat treater when determining other conditions of the furnace, such as furnace insulation problems. Heat loss due to poor insulation can cause the elements to work harder to maintain temperature and shorten element life. Furthermore, lost heat increases energy consumption and higher electric bills. Understanding the condition of the furnace elements and the overall life of the element can be key in determining if the furnace is in proper operating condition to meet the next AMS2750 audit.
Intelligent controllers have a Kilovolt-ampere hour meter (KVAh Consumption). The KVAh Consumption value is the apparent power (KVA), revealing to the operator the actual energy costs in a particular product run. Understanding plant loading and KVAh Consumption are key factors in determining if load shedding and load sharing are appropriate. Determining the aging process of a variable resistive load provides information that is very useful in determining when transformer taps should be tapped up or down. Operating on the proper tap can help eliminate costly utility penalties by improving system power factor.
IoT is becoming a reality. Digital connectivity by various bus networks allows this data to be readily accessible and power conversion equipment is just one smart device that will be to connect it all together. Predictive maintenance, and proper energy use, are just a couple of the many things that will result from improved plant productivity.
About the Author: Tony Busch, sales application engineer at Control Concepts, Inc., started as a test technician at the company 10 years ago before transitioning into field service and repairs, followed by his current position of 6 years.
EthernetIP is the future of vacuum gauge communications for vacuum furnaces. It’s simple to integrate and improves accuracy by reducing latency from legacy analog 0 to 10 V DC outputs.
Shawn Orr, Technical Business Development Manager, Televac – The Fredericks Company
Learn about EthernetIP and its place in your heat treat department in this Technical Tuesday original Heat Treat Today article by Shawn Orr, Technical Business Development manager with Televac – The Fredericks Company.
This article first appeared in the latest edition (March 2020) of Heat Treat Today’sAerospace Heat Treating magazine.
What is EthernetIP?
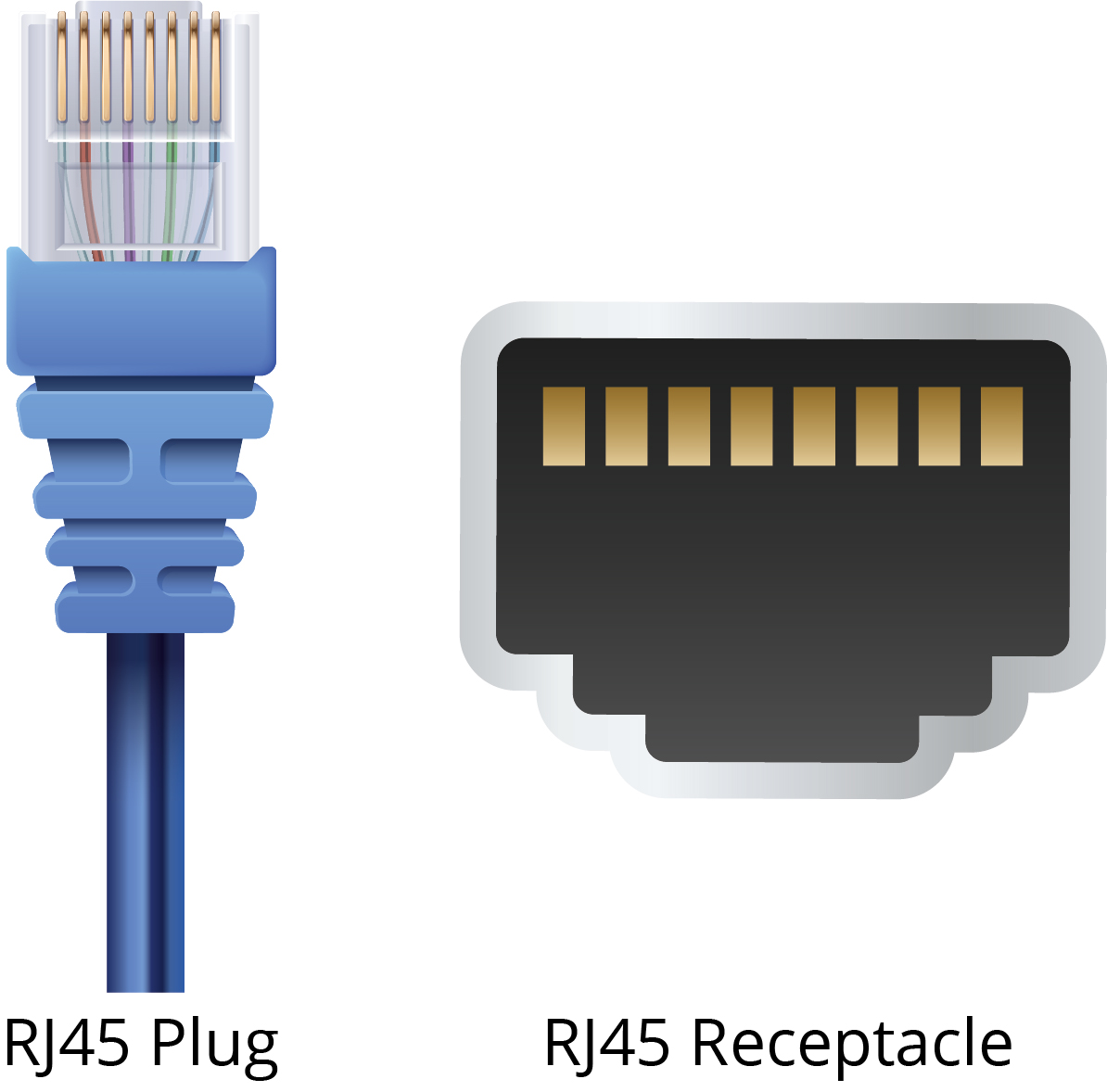
Figure 1.
EthernetIP (IP for Industrial Protocol) is an implementation of the digital communication standard referred to as the Common Industrial Protocol (CIP). It’s a modification of standard Ethernet and is managed by the organization ODVA, Inc. If you’re familiar with the OSI model (Open Systems Interconnection), EthernetIP defines the session layer, the presentation layer, and the application layer, with the other layers (1 through 4) defined by standard Ethernet.
EthernetIP uses standard RJ45 connectors (Figure 1) which are 8P8C (8 position 8 contact). The widespread use and availability of standard Ethernet cables makes them a more affordable solution compared to custom cables and connectors used by many manufacturers for their devices.
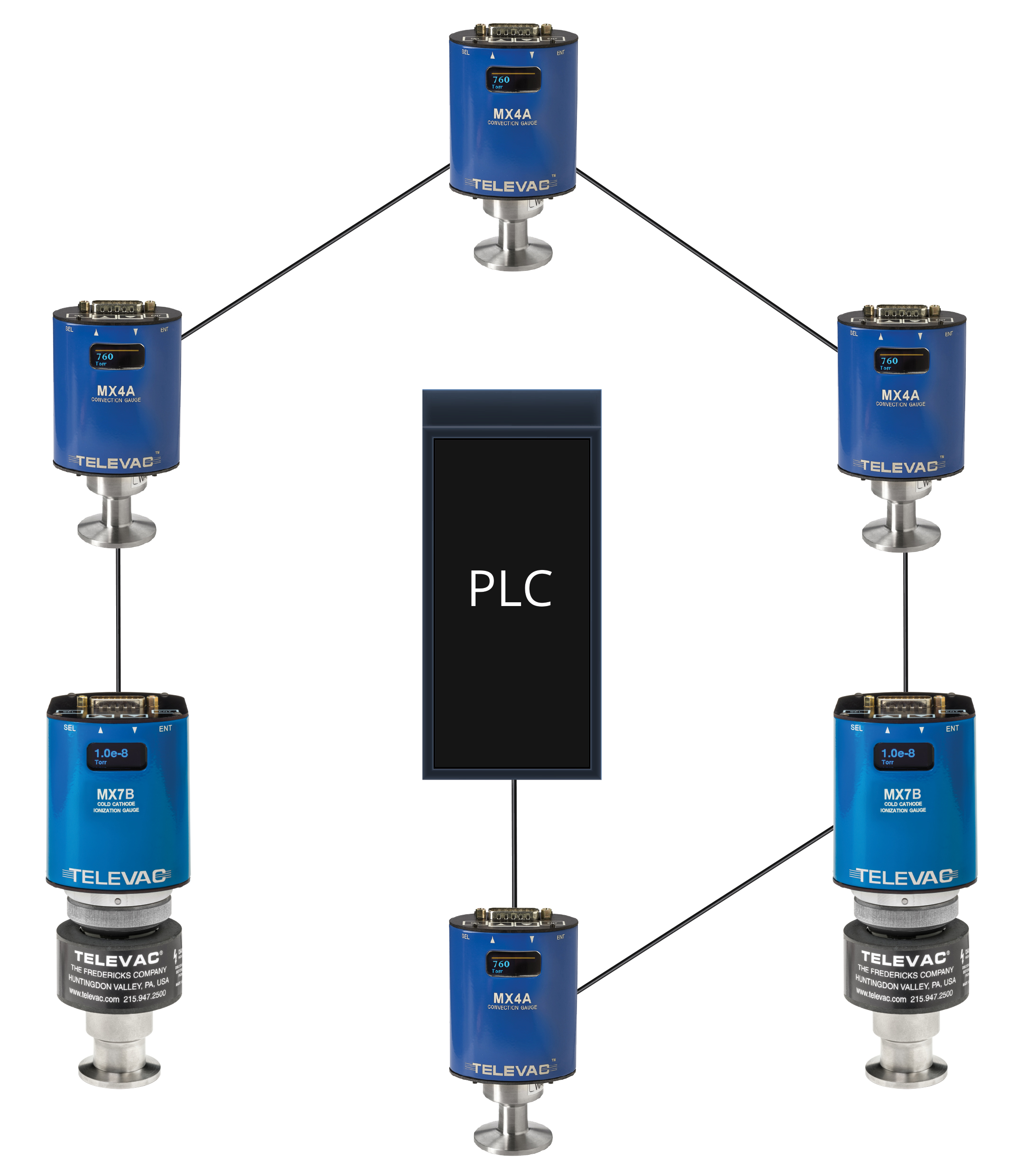
Figure 2. Ring topology with a PLC, MX4As, and MX7Bs. Each active gauge is connected to the previous active gauge.
EthernetIP can be configured with various topologies including ring (daisy chaining) and star (point-to-point) configurations (Figures 1 & 2). This can further reduce integration complexity and cable complexity by daisy chaining various components together on the same EthernetIP connection. Each device will have a unique IP address (or they can be grouped together in some cases depending on the implementation), but all configurations will allow you to communicate with all devices individually and digitally.
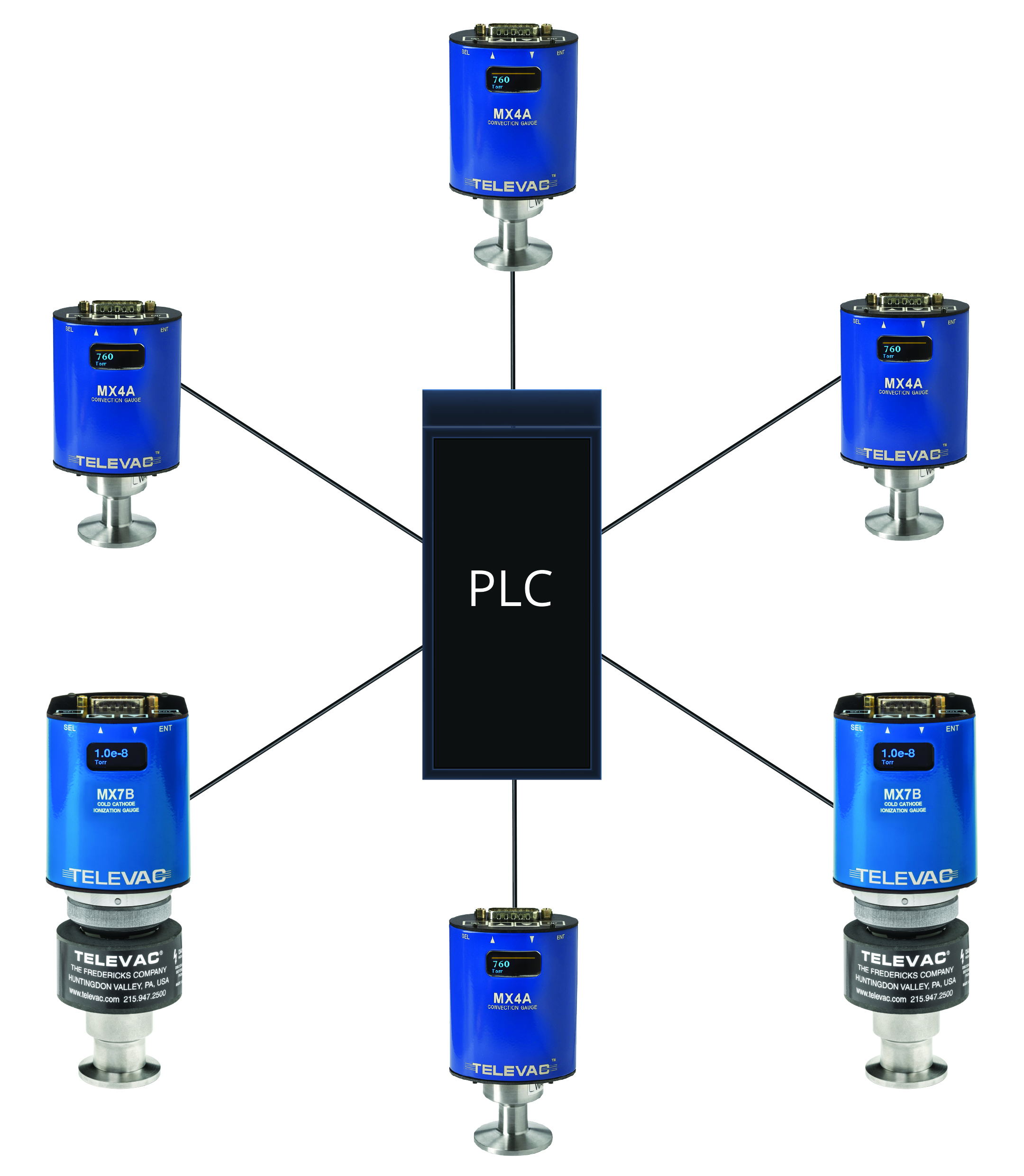
Figure 3. Star topology with a PLC, MX4As, and MX7Bs. Each active gauge is connected directly to the PLC.
Communications are done in one of two ways; cyclically (Class 1 EthernetIP connection) and acyclically (Class 3 EthernetIP connection). Cyclic communications output the same set of data over and over at a specific rate. Acyclic communications allow you to send commands and receive data back from the EthernetIP device at any time. Acyclic communications give you more control, but cyclic communications can be simpler to integrate.
How Does It Apply to Heat Treating?
So, you might be wondering, how does this apply to vacuum furnaces? All vacuum furnaces have a PLC (programmable logic controller) which is essentially the brain of the furnace. In North America, one of the most common types of PLCs is a Rockwell Automation® Allen-Bradley® PLC which has, you guessed it, EthernetIP capability! PLCs almost always have an HMI (human machine interface) where the operator can control various functions of the furnace.
The PLC takes a variety of inputs from other controllers and sensors which come in many shapes and forms. Some of the most basic are analog signals like 0 to 5 V DC or 0 to 10 V DC. Others are more complex forms of digital communication like EthernetIP. This means that you can use your PLC and HMI to take readings and adjust settings on connected EthernetIP devices.
What Are the Benefits of EthernetIP?
We already talked about some benefits of EthernetIP, but there are many others. Another significant benefit is having digital communications to your vacuum gauging and other devices on the furnace. Let’s use the example of vacuum gauge calibration.
Benefit 1 – Calibration
Many who have worked with devices on vacuum furnaces like vacuum gauges know that calibrating them can be a real hassle. Gauges often have potentiometers (sometimes called pots) that are adjusted with a set screw. This means that you’re trying to look at one reading on the HMI of your furnace while adjusting a gauge that’s possibly on top of the furnace, meaning you need two people. This is a worst-case scenario, but you get the idea; it’s not convenient.
Having digital communications over EthernetIP means that your calibration can be done from the HMI, because you can adjust the calibration digitally with most digital vacuum gauges. No more climbing on top of the furnace and adjusting pots! This is especially useful as Nadcap and AMS (specifically AMS 2769) standards become stricter, you may want to start doing more calibration at your facility instead of sending your gauges out to another facility for calibration.
Benefit 2 – Cost
One of the most significant benefits is the cost of using EthernetIP enabled devices. In addition to cheaper standard Ethernet cables, most furnaces will include other devices with EthernetIP capability, so an EthernetIP communications module for the PLC is already included. This means that if you have analog devices (such as 0 to 5 or 10 V DC), you can remove the need for costly ADC (analog to digital converter) modules by switching your devices to EthernetIP.
Benefit 3 – Power
Another benefit is powering your devices. Because there are open pins on a standard Ethernet cable with standard EthernetIP connections, it’s possible to utilize the unused pins to supply power over the Ethernet cable. There are other implementations where the power is supplied over the data lines. This is called PoE (Power over Ethernet). This eliminates the need for additional, potentially costly and complex power connections for your EthernetIP enabled devices. PoE is done many different ways, but three have been standardized by IEEE called Alternative A, Alternative B, and 4PPoE.
Benefit 4 – Accuracy
(Photo source: Solar Manufacturing/Solar Atmospheres)
The last benefit is accuracy. Using an analog signal can cause signal loss and is susceptible to signal degradation from noise depending on the cable length, particularly in industrial environments. The speed of an analog to digital conversion is also typically done with an equation and can be slow and somewhat inaccurate for a variety of reasons. Eliminating analog to digital conversions improves the latency and accuracy of readings on your HMI. No more mismatches between your gauge display and your vacuum furnace HMI!
How Do You Integrate EthernetIP into an Existing System?
Talk to your furnace manufacturer or a system integrator. First, you’ll need to make sure you have an EthernetIP enabled PLC, then you’ll need to make sure that your furnace configuration supports the addition of specific EthernetIP devices. Since each type of device communicates differently over EthernetIP, you may need to have PLC code and HMI changes made to your system to support something like an EthernetIP vacuum gauge.
About the Author: Shawn Orr is the technical business development manager for Televac – The Fredericks Company and has served as the technical liaison between its customers and engineering, responsible for identifying and implementing new growth opportunities.
(Photo Source: Figures 1-3: Televac – The Fredericks Company)
One of the great benefits of a community of heat treaters is the opportunity to challenge old habits and look at new ways of doing things. Heat Treat Today’s101 Heat TreatTipsis another opportunity to learn the tips, tricks, and hacks shared by some of the industry’s foremost experts.
Today’s Technical Tuesday features a tip from Jim Oakes of Super Systems, Inc, covering Probes. Jim's tip suggests some fundamental procedures that should be performed properly to maximize carbon/oxygen probe life.
If you have a heat treat-related tip that would benefit your industry colleagues, you can submit your tip(s) to doug@heattreattoday.com or editor@heattreattoday.com.
Jim Oakes, Super Systems, Inc
Are you not getting the life that you would expect from your carbon/oxygen probe? There are some fundamental procedures that should be performed properly to maximize probe life.
1. Clean reference air. The probe needs a fresh source of air provided in the reference air fitting to ensure that the partial pressure of air is consistent. This will provide accuracy in the carbon calculation, and assuming the air does not contain any contaminates, it will lead to longer life under normal use.
2. Proper burnoff procedures. Make sure that you follow the manufacturer's recommendation on probe burnoff. Frequency and duration are dependent on the application (temperature, atmosphere, cycle time, and furnace), but regardless of these, ensuring a probe burnoff's effectiveness can be measured by watching what happens during the burnoff.
a. Probe mV. The probe mV is the best indication that a burnoff is effectively performed. Soot deposition occurs in two critical locations: the annular space between the sheath and the measuring surface, and at the measuring junction between the zirconia and the contact point with the sheath, which is the measuring electrode. The burnoff is performed to remedy this. Burnoff air is forced down the probe on the inside of the sheath but the outside of the probe substrate to force any buildup of soot/carbon on the probe where it can cause electrical connection issues and attack the probe sheath or create a carbon ring internal to the probe. By watching the mV during the burnoff, you should see them drop to 200mV or below during the burnoff process. This information will provide evidence that the burnoff is effective. If you are not getting the mV below that value, then there is not enough air flowing through the airway to force out any soot. Reasons could be:
i. The burnoff pump is not providing enough flow (Super Systems Inc.-SSI recommends 10 scfh or greater.).
ii. The pressure/agitation of the furnace is greater than what the burnoff pump can provide. If the burnoff pump is sized properly and properly working, the timing of the burnoff may need to occur when there is a relief in pressure (inner door opens) or temporarily turning the fan off during the burnoff.
iii. The probe has already been sooted up and should be evaluated for a carbon ring and blockage in that airway.
b. Assuming you have a thermocouple in the tip of the probe, you can monitor the temperature. If the tip superheats, it can damage the tip and in some cases oxidize the tip of the probe. The probe tip should not exceed the furnace temperature by more than 100 degrees.
3. Frequency is dependent upon the environment the probe is exposed to. At the least, SSI recommends performing a burnoff once a day but will suggest increasing that based on the atmosphere setpoint, use of stop-off paint, and length of heat treat cycles. Avoid a frequency of fewer than 6 hours if possible. The duration of the burnout should not exceed 90 seconds. A good way to measure the effectiveness is based on the mV reading dropping below 200.
A century-old producer of die forgings recently needed to improve the process controls on its heat treating furnaces.
With process controls well over 10 years old, Clifford-Jacobs turned to Conrad Kacsik to improve its temperature process control system. The company, which serves a number of industries, including energy, aerospace, construction, mining, forestry, and rail, was eager to improve its temperature process control system, particularly because the incumbent system was producing inconsistent work.
The Challenge
Bud Kinney, Vice President of Innovation and Technology at IMT Corporation
Clifford-Jacobs was not getting consistent, repeatable results from its furnaces. The company also wanted more efficient and automated processes with data acquisition and electronic operating capability.
“We looked at a number of controls companies throughout the Midwest and interviewed them to learn about their experience with system controls and data acquisition,” said Bud Kinney, Vice President of Innovation and Technology at IMT Corporation, the parent of Clifford-Jacobs. “We knew we wanted an integrated system so we started looking at companies that did that as a matter of course. Most companies are limited to traditional controls, but Conrad Kacsik has a lot of experience doing the exact type of job we needed.”
Increasing Demands
Clifford-Jacobs makes forged parts for a variety of clients. Although forging does not generally require as much precision as other types of processes, customers are increasingly demanding, said Kinney.
“We believe that sooner rather than later things like Nadcap will come into forging, and our customers are very interested in us being able to demonstrate that our processes are always in control, even forge heating,” Kinney said. “This project helps ensure that we meet those needs. We couldn’t track things like set-point input values before. That’s another element we wanted to manage.”
Conrad Kacsik built a full process temperature control system that includes SCADA software from SpecView. They were able to retrofit the system on Clifford-Jacobs’ existing 16 furnaces, saving the company considerable expense and time. The temperature process control system uses Watlow F4T controllers paired with SpecView SCADA software, which allows for programming jobs/recipes, remote operation, secure (password protected) operation of furnaces and accurate automatic temperature recording. Conrad Kacsik also added alert lights that allow the operators to quickly see the status of each furnace from the shop floor.
H2: Benefits of Temperature Control System Integration
Clifford-Jacobs has noted several beneficial results from the new temperature control system. These include:
Increased accuracy. The new system runs each recipe exactly and records the results. The company can also control which employees can adjust temperature settings, preventing operators from rushing jobs with a higher temperature or inadvertently setting the furnace incorrectly.
Higher efficiency. With preprogramming, each furnace is always at the exact temperature it needs to be for the given task. An automatic preheat setting also safely prepares the furnace for the workday—eliminating downtime or the need to send an employee in early to start the furnaces.
More speed. Clifford-Jacobs can pre-program any recipe it needs, allowing for highly accurate and fast running of complex processes.
More convenience. Clifford-Jacobs can operate their furnaces from anywhere with an internet connection, or via an iPad used by an approved employee.
Precision for the future. The new system can be part of a Nadcap-approved process should the need arise. The SpecView software and advanced controllers automatically record each job and retain all data for verification.
The Results
“We used to have to use all kinds of resources to provide oversight on temperature control,” said Kinney. “This has given us a heating strategy. We write the recipes we want and just select from those. In addition to that, we know exactly what every furnace is doing at all times.”
The company is also pleased with the increased efficiency. They only heat product when they are ready to run production, and the furnace only uses the exact energy needed for each recipe. They are also saving on staffing, as they used to have to schedule people to ensure the furnace was at the right temperature.
“With this system, we can develop recipes for each part we make, which is both convenient and precise. It’s doing exactly what we expected it to do,” said Kinney.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: Jim Oakes
In this conversation, Heat Treat Radio host, Doug Glenn, speaks with Jim Oakes from Super Systems, Inc., based in Cincinnati, Ohio. SSI develops and manufactures products for the thermal processing industry, including probes, analyzers, flow meters, controllers, software solutions, and engineered systems. Jim Oakes of Super Systems corrals the data about data and makes sense of its use in the heat treating world, covering topics that include the evolution of data collection, sensor technology, data collection for preventative maintenance, operational benefits of data collection, Super Systems data capture explained, the Cloud and security.
Click the play button below to listen.
Transcript: Jim Oakes
The following transcript has been edited for your reading enjoyment.
On this episode of Heat TreatRadio, we’re discussing data. If there is one thing that is significantly changed in the Heat Treat world in the last decade, it’s the quantity and quality of data. What the heck do you do with all the data? How do you collect it? How do you decide which data sets the capture and after you capture them, how can you learn anything from them? Data, data everywhere, and not a drop to drink!
Welcome to Heat Treat radio. I am your host and publisher of Heat TreatToday, Doug Glenn. Today, we’re going to talk to one of the industries leading authorities on data, Jim Oakes from Super Systems Inc. But before we do, why don’t you take a little cyber trip over to www.heattreattoday.com and see all the data we have there? We’ve got aerospace heat treat data, we’ve got automotive heat treat data, we’ve got medical heat treat data and energy heat treat data as well as general manufacturing heat treat data. In fact, we’re adding at least one new piece of heat treating data every day. On Tuesday, we publish technical content. We call it ‘Technical Tuesday. If you’re a manufacturer within in-house heat treat, we’re pretty sure you’re going to find www.heattreattoday.com really helpful.
Before we get started, here is a word about this episode’s sponsor: Today’s Heat TreatRadiois brought to you by Dry Coolers, designers and builders of industrial cooling systems and the professional engineering services surrounding those systems. As a leader in the heat treat industry for decades, they’re located in Oxford, Michigan and supply cooling systems for the aerospace, automotive, medical and energy industries, plus many others. If you have any industrial cooling needs, call Dry Coolers. You can find them on the web at www.drycoolers.com or by phone at 800-525-8173.
Doug Glenn (DG): Let’s get started on today’s topic — data. Our guest is Jim Oakes from Super Systems Inc. Hi, Jim. Take a minute and introduce yourself to our listeners.
Jim Oakes (JO): Hi, Doug, this is Jim Oakes with Super Systems. We’re a technology provider for the heat treating industry. We focus on sensors, controls, and software for the thermal processing and heat treating industry, and we’ve been doing that for over 20 years now.
DG: Jim, how many years have you been in the heat treat industry?
JO: 15 years.
DG: Over the past 15 years, what impresses you about the way we are using data now as opposed to the way we used it back then?
JO: Well, a couple things, actually. My introduction to the industry was actually longer ago than 15 years. I started in an internship, and oddly enough, at that internship — it was for a technology provider in the heat treating industry — I was involved in doing data capture from a PLC at a Timken plant in Gaffney, South Carolina, and that was 25 years ago. Data acquisition has been happening not just in the heat treating industry, but in manufacturing for a very long time. What’s really been changing though, if you look at the last 10 to 20 years, is that the technology is lending itself, because of cost, both from a storage standpoint and processing standpoint, to really being accessible everywhere. You have more information that is coming out of microprocessor controls or PLCs or programmable logic controllers throughout the shop floor. Whether it be a piece of thermal processing equipment or a cooler or anything that is on the shop floor, we have tons of information that is becoming available. Before you might have been worried about how you would store all that information, but that is a thing of the past. The amount of information, and actually making sense of all of it, is where the challenge lies today, certainly not collecting it.
The Evolution of Data Collection
DG: Ten years ago, are you seeing us collecting anything now that we didn’t collect then? Are we collecting more stuff than we were collecting back then, and if so, what are we collecting now that we weren’t collecting before?
JO: That’s a great question, Doug, because back then a lot of the data was very specific and focused on process-related information. Now, there is additional data that is being collected that can be used for some predictive modeling, if you will. It’s not just proof of process that meets the industry requirements. Your customers were expecting that if you used a heat treatment process, then you had to really prove you performed that. Well, that’s a thing of the past. Of course, any data acquisition system that you have today, or anything data-related is going to provide you with that. But now there is more data, so on any day, in any heat treat facility, captive or commercial, I’d say there are 750,000 to well over a million data points that are being collected. Honestly, most people don’t even know that they’re collecting all that information. Their laser focus is on that one specific requirement. All that information that you can have is coming from these microprocessors or PLCs, so the amount of information today versus what you were gathering way back when is really one of the biggest differences.
DG: What are some of the technologies that have driven that change so that now we can collect more?
JO: A couple things. Standardized protocols have been around for capturing data, so you have to have a mechanism to get the data from all of these different pieces of equipment. That’s one piece. It’s existed for a long time. But if you think about it, if you take the shop floor today versus 10 years ago versus 20 years ago, there is a PC everywhere now. You have a networking infrastructure that exists that maybe wasn’t there 20 years ago. Maybe you had a limited number of people that would be able to absorb that information and utilize it. Today, everyone is using a computer. Everybody is using a hand-held device. Now, all of a sudden, that information is readily available to lots of people, and that’s where the difference is. Not only do you have the networking infrastructure on the manufacturing on the shop floor, but you also have the technology that is available to everybody. Computers are everywhere.
Sensor Technology
DG: One of the contentions I have is that the reason we’re able to gather so much more data now is that we’ve had advances in sensor technology. Maybe you can address this a bit. I think there are things we are capturing now that we weren’t even able to capture before because of advances in sensors, whether it be IR sensors, or whatever.
JO: Yes, you’re right, Doug. If you look at the amount of information that is readily available, it is because of the technology that is available to capture it. There is all this sensor technology, whether it’s a limit switch identifying a basket or a tray moving to a specific location, or an infrared device that is used maybe for just measuring temperature on the outside of a furnace shell or an infrared analyzer used for analyzing the gas inside the chamber where the parts are being heat treated. Now you have the ability to take that additional information and use it for a decision making process.
And now you have all this data. Nobody is concerned about the amount of information you’re storing. Nobody ever says, “Well, we’re not going to have that much space.” The problem is people and time in actually evaluating all of the data. No doubt, using a sensor to monitor vibration of a pump or motor, or looking at the current usage, or looking at gas usage — the list goes on of the amount of information you can gather and this is because the cost has gone down. Each of those specific devices are now lower in cost and reasonably achievable from a data capture standpoint.
DG: We might describe it as to say something like: In the past, we used to put all the sensors inside the furnace, as you mentioned, to validate the process and things of that sort. It seems now that, because of cost of sensors and things of that sort, the fact that you can gather all this data and actually do something with it now, that we’re getting sensors on the outside of the equipment to make sure not that just the process is validated, but that the equipment is also validated, if you will, so that we can see troubles coming and that type of thing. Do you agree?
JO: Yes, there is no doubt if you look at some of the benefits of what we see in the heat treating industry today. Of course, operational efficiencies are important. Now you’re taking the data that you’re gathering, again it’s not going to just prove that you’re running the parts properly, but you’re able to make better decisions from an operational standpoint. You can look for better load planning, you can look for reducing time between loads or gap time between loads and identify what’s causing those. The other thing is using this information for preventive maintenance. The equipment manufacturers are doing a great job with providing preventive maintenance programs and it is because of the sensors and the data acquisition systems that you are able to even just locally to that piece of equipment or gather from a plant-wide standpoint. There is no doubt, that some of the biggest benefits are from doing the data capture and then having this different sensor technology that allows for the preventive maintenance programs that can be put into place.
DG: Isn’t that, in fact, where huge benefits can be gained, in the area of preventative maintenance?
Preventative Maintenance
JO: Unplanned downtime is a huge cost component in heat treating. Anything you can do to manage the up-time of your equipment is beneficial. Of course, planned downtime gives you an opportunity to work with customers, work with the product that is flowing through your facility as well as managing the incoming parts that you might need for that equipment. So it’s a huge benefit. You can still do preventive maintenance programs that are in place; it doesn’t have to be with new equipment. You just have to be smart about the things that are important to that equipment and then utilize that data. I always say that data acquisition is very underutilized when it comes to maintenance. The maintenance department is usually one of the busiest groups within the thermal processing industry. A lot of domain knowledge goes into the equipment, but they have a lot of this information that is readily accessible to them, so if they could look at this information and anticipate that fan is going to fail, that motor is going to fail, that there is a short on your electrical elements, or whatever that might be, you’re going to be able to plan for the downtime. That’s going to help from an operational standpoint as well as reduce the amount of time that that furnace might be out of commission.
DG: And when you’re not planning ahead, when you’re responding to fires rather than preventing fires, so to speak, it is usually the maintenance guys who catch the brunt of it.
JO: Yes, that poor guy walks into work every day dreading work because he’s got a crisis on his hands every single time. If you can prevent that crisis, so he can plan to do something, it’s a totally different work environment.
Let’s take a quick break here and remind you that additional support for today’s Heat TreatRadio episode is being provided by Dry Coolers. If there is one thing we know about thermal processes, it’s that things get hot, and to remove that heat from critical areas, you need a system that is reliable, and if necessary, designed for your specific needs. The fact is, Dry Coolers has been custom designing and providing standardized units for decades, and they have the staff and experience to take care of any of your industrial cooling needs. If you’re a manufacturer with in-house heat treating and you need an industrial strength cooling system, make you first, and only call to Dry Coolers. You can look them up on the web at www.drycoolers.com.
Now let’s get back to our interview with Jim Oakes of Super Systems.
DG: Where are you seeing data being used well?
Operational Benefits of Data Collection
JO: The people that are taking advantage of the information are of course meeting the industry requirements. They are staying on top of things like CQI-9 or NadCap requirements from a data collection and meeting the customer requests. That is the foundation. I always say that in a lot of cases, that is a big driver for electronic data. But the people that are really taking advantage of that are using that information for operational benefits. Operational can be both from a maintenance standpoint as well as just improving your overall operations. You’re looking at, “Why do I have downtime of two hours between loads on this particular piece of equipment?” So now, instead of using somebody to go search the shop for, and walk out and get a paper chart, you now have people that can actually evaluate the downtime between loads. You can look at gap times and identify what the issue is. Is it because I don’t have enough fixtures? Is it because I don’t have enough labor? The labor market is tight right now, so you want to use something that is going to provide you with something to maximize efficiency with what you have. Challenges might be your labor or might be your equipment. Are you making the most of your equipment? You can look at that data. You have tons of information. If you can evaluate that, it gives you an opportunity to make better decisions. That is one area.
The other area is, how can you utilize the data and push that out to all your people. Let everybody look at this, but only give them the pieces of information that are important. The maintenance department is going to be interested in maybe the percent output, the current going to the electrical elements, vibration, or water temperature. That information is relevant and if they could isolate that information, they can sit down with their cup of coffee in the morning and they can evaluate this information. Before they have to react to all the firestorms that they have in front of them, maybe they can actually plan for some preventative maintenance activities based off what the data is telling them. The right information to the right person is really critical. The people that are doing this are the ones that are really taking full advantage of the information that they have with a SCADA package.
DG: Is there someone out there that is actually doing it?
JO: Yes, absolutely! There is no doubt about it. People are taking resources, and instead of being reactive and trying to find stuff on the shop floor, they are using the system to identify, answer customer needs and then create those operational efficiencies. People absolutely, no doubt, are taking advantage of that. They are looking at shortening time between loads, notifying users when loads are done so they can get the parts out and then put new parts in. This is happening with mobile devices and/or emails so that the right people are notified at the right times.
DG: Give us the lowdown on what SSI is doing in this area.
The SSI Data Capture
JO: Our foundation provides us the ability to provide information everywhere. This starts with the sensor and taking that sensor data into a controlling equipment, whether course microprocessor control PLC. But you need to make that readily available so that people can make decisions quickly. Proof of process is one thing of course, but so is giving access to information, whether by mobile device or a messaging system. So we’re taking all of the information that we’ve already done in the past and providing that into the technology that people are utilizing today. We see huge opportunities from being able to go through the existing data that’s there, and then look at better ways to capture data based off the technology that is becoming available, whether it’s how we capture usage of gas or usage of electricity or just process-related data to make sure that the right person is getting the right information.
DG: Many of the folks reading this article are manufacturers with their own in-house heat treat plants, and I’m guessing that many of them are wondering what they can do to move in this direction. What should these folks do next?
JO: First step is to do an inventory of the equipment and be realistic about what data you can get out of them, highlight the drivers, meaning what are your business drivers for capturing that information, and then at that point decide if it is just the infrastructure from a data acquisition standpoint or, if you want to get some bigger bang for your buck, maybe you want to make an investment in some equipment that is technology down at each piece of equipment level, to capture that so that you can realize the gains based off of capturing that information.
DG: If a company wants to move in this direction, must they go cloud-based?
The Cloud and Security
JO: No, definitely not. The cloud is a tool that allows basically data and information to be stored externally. The reality is a virtual server in many degrees can potentially be a cloud-based system, but it doesn’t have to be. A large number of the installs we have are storing information locally and then transferring data to the cloud for backup recovery.
DG: Address cloud-based security, if you would.
JO: It is a huge topic from a security standpoint and I would say that most of the companies that use the SCADA packages are on-premise. That is not all of them, but most of them are. This means that if you are on premise, you have a private network where it is not accessible from anywhere unless you create that tunnel into that private network using virtual private network. That’s what you refer to as on-premise. Then you have cloud-based system, which is really just pushing that information up to a server form which provides access into it. Of course, there is a security aspect regarding accessing that information. A strategy has to be put forth that prevents external access to that information. In many cases, if you decide that you’re going to go to a cloud-based system, you’ve already thought through that and you’ve probably already transitioned some other systems to that. Anyone that is going to a cloud-based system has some security requirements to prevent any illegal or unwanted access.
DG: Jim, thanks for your time.
JO: Doug, thank you for having me on Heat Treat Radio. I really appreciate the opportunity. This topic is important to us here at Super Systems. As a technology provider to the industry, we really like to get the word out there about what types of things are coming, whether it’s making data accessible at the hand-held level, or helping make decisions, it is something that is near and dear to our heart and that is because a lot of our customers really find this necessary. I appreciate you spending the time with me and I really look forward to having discussions around this in the future.
That was Jim Oakes of Super Systems Inc. talking about data and how to get the most out of that data. If you’d like to get in touch with Jim, please email me directly at doug@heattreatoday.com and I’ll put you in touch with Jim. Super Systems can be found on the web at supersystems.com.
Suffice it to say, you will be hearing more from Heat Treat Today about data and how to use it more effectively for your business. To see more heat treat technology articles, go to www.heattreattoday.com. We post a new heat treat item, either a technical article or some industry news, every weekday. If you’d like more Heat TreatRadio, simply Google H”eat Treat Radio”. We’re the first thing that pops up. You can also subscribe to Heat TreatRadio on iTunes or SoundCloud.
One last reminder that today’s episode of Heat Treat Radio was underwritten by Dry Coolers. If you have need for any industrial cooling system, give the good people at Dry Coolers a call. They are on the web at www.drycoolers.com.
This and every other episode of Heat Treat Radio is the sole property of Heat Treat Today and may not be reproduced without express written permission and appropriate attribution from Heat TreatToday. Jonathan Lloyd of Butler, PA, produced and mixed this episode. I am your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.
Welcome to another episode of Heat Treat Radio, a periodic podcast where Heat Treat Radio host, Doug Glenn, discusses cutting-edge topics with industry-leading personalities. Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript. To see a complete list of other Heat Treat Radio episodes, click here.
Audio: C3 Data
In this conversation, Heat Treat Radio host, Doug Glenn, interviews Nathan Wright of C3Data, a company based in Indianapolis, Indiana, which assists heat treaters and calibration labs ensure furnace compliance with Nadcap, AMS2750 & CQI-9. Their discussion about how you can cut the amount of time you spend testing and repairing furnace calibration report for your CQI9 and NADCAP compliant furnaces — from what might currently be up to an hour or more, per furnace, to somewhere down around five minutes per furnace — will help you imagine the day when you can have a single dashboard in your office where you can see in real time whether your furnaces are currently compliant with those standards or your own custom standards. Imagine not having to guess if your furnace is compliant or having to wait until the next SAT or TUS is performed to find out that you just ran two or three loads in a furnace that is out of spec. Also, imagine being able to click a few buttons and have a fully code compliant report printed out in minutes for when the auditor shows up at your door. After listening to today’s Heat Treat Radio podcast, you’ll be one step closer to making this a reality in your shop.
Click the play button below to listen.
Transcript: C3 Data
The following transcript has been edited for your reading enjoyment.
Nathan Wright of C3 Data
Welcome to Heat Treat Radio. I’m your host and publisher of Heat Treat Today, Doug Glenn. Before we jump on the phone with Nathan Wright, of C3 Data, let me encourage you to visit www.heattreattoday.com for more helpful heat treat information. Manufacturers with in-house heat treat departments, especially in the aerospace, automotive, medical and energy sectors as well as general manufacturing, find this site especially helpful. Every weekday, at least one new piece of technical or commercial news is posted to the site. The site also includes a new feature: Heat Treat Consultants. If you have ever wondered where you can find a simple, concise list of heat treat consultants, check out Heat Treat Today. You can find it on the site under the “Resources” tab. Today’s Heat Treat Today radio episode is brought to you by Dry Coolers. Designers and builders of industrial cooling systems and the professional engineering services surrounding those systems. As a leader in the heat treat industry for decades, they are located in Oxford, Michigan, and supply cooling systems for the aerospace, automotive, medical and energy industries plus many others. If you have an industrial cooling need, call Dry Coolers. They are on the web at www.drycoolers.com. Or you can reach them by phone at 800-525-8173.
Heat Treat Radio jumped on the phone and called Nathan Wright to discuss this new technology. Here’s a lightly edited version of our conversation. Nathan is a long-time pyrometry guy with multiple pyrometry labs around North America, including a lab in Mexico. With several decades of experience in the industry, Nathan was pretty convinced there was a better way to do pyrometry and furnace compliance. Here’s Nathan to explain what it is, exactly that his company, C3 Data does for the heat treat market.
Nathan Wright (NW): Heat treaters and other companies come to us to help them reduce the cost to comply with NADCAP. So if you are a NADCAP heat treater, and or trying to become compliant with CQI9, you are an ideal client. So, companies come to us to help them reduce the cost associated with trying to comply with those two specifications, specifically with respect to the pyrometry requirement; so, in terms of time and money spent, we help them reduce those costs. We do this by leveraging two very simple technologies: the cloud and mobile devices. And we use these to eliminate virtually all of the time spent writing reports and calculating correction factors and ensuring that all the equipment that you use is compliant. We build these higher specs into the software so that all the end user has to do after they set their exponents is plug in the readings, and we do the rest.
Doug Glenn (DG): And it’s cloud-based?
NW: That’s correct. It’s cloud-based in terms of where all the data is stored. But we do have, as I mentioned earlier, the mobile technology that is used, sort of a modern-day version of the clipboard. When a pyrometry technician is out in the field, rather than writing down on a piece of paper or lugging around a laptop with an excel spreadsheet, there is an app specifically designed for those types of testing requirements. And that’s done all on the mobile device. The app really knows everything about the furnace when you walk up to it. We integrate QR codes into our calibration labels that get printed, and simply by scanning the barcode on the furnace, the app knows everything about your furnace from the furnace class to the operation ranges to the instrument types, the calibration points, everything about it. So, in terms of training and the technician making sure that that furnace is tested and compliant with the specs, it’s kind of a no-brainer. Walk up, scan the QR code, and the app kind of walks you through a tutorial step by step, and at the end, it gives you sort of a green means go, red means no indicator as to whether or not the test that you are performing passed or failed.
DG: I understand the spec is built right into the app. So, if, or should I say when, the spec is updated, your app is updated and the end user pretty much automatically has the new spec immediately on his device.
NW: That’s correct. And we intentionally sit on a couple of the committees — CQI9 as well as the AMAC committee — when you talk about AMS . . . really just to participate in the conversation to understand what changes are being made to the new revisions of both of those specifications. So, proactively, we have our coders in the background sort of prewriting some of the code that may or may not become part of the specification. So that from day 1, all the customer would have to do is refresh their web browser (for the web version), and on the mobile app version they simply do the auto update on their app, and they know moving forward that every test they do from that day forward is in compliance with what will be the AMS 27 revision F, and of course with CQI9, it will be rev. 4. So, yes, we address those concerns by being actively connected with those communities and ensuring the software automatically gets updated.
A Better Way: The Story Behind C3 Data
DG: So, tell us a bit about how this all came about. And also about you.
NW: I started doing pyrometry work, I’d say calibrations, surveys, and SATs, approximately twenty years ago. And I always had in my mind that there had to be a better way of doing this type of testing. Having sat in literally hundreds of NADCAP audits myself, there’s just a lot of human error that goes into — I guess the root of the non-conformances, and I even tried to bring a C3 Data like product to life back in the most powerful hand-out tool that you could get — a palm pilot. So, you can see that I’ve been thinking about this in depth for quite a while. And anyone who’s ever had to do an SAT, and all that’s required to make sure the equipment is current and then actually doing the reporting, knows the agonizing pain that goes into doing this type of testing. So, after twenty years of doing that I have a unique perspective on how to build this from the industry. So we started building the product, the C3 Data product, for our own pyrometry labs. I’ve been doing this for twenty years. I own two labs, and as I mentioned earlier, we just wanted to build a tool that would eliminate most of the arduous and daunting parts of the pyrometry compliance. Anyone who is responsible to comply with NADCAP, CQI9 – they know that it’s the paperwork administration, it’s the scheduling, and frankly, sometimes it’s just the math. So, in a sense, we can honestly say that we built this product with each customer in mind because we do the same things that they do and we initially built it for us. It’s pretty exciting to get the word from our subscribers that they are saving a lot of time and eliminating the NCRs. I talk about saving time. . . . We’ve had customers tell us as much as 60 percent of the time that they were spending doing testings and reportings, has been reduced by 60 percent. We are pretty excited about those numbers.
DG: I imagine it’s not only the time savings that is a real benefit, but the peace of mind knowing that you are compliant – especially when the auditor comes a-knockin’!
NW: Yes, I would say that the most comforting feeling — from one of our subscribers – is going into a NADCAP audit knowing, with confidence, that all the information that is required is there. Not only is it there, but it is all compliant. No matter what report you pull up, whether it’s a certification for a thermocouple or for a daylogger or for a field test instrument. Any type of test result is insured and guaranteed to be compliant because the system is built around those specifications and doesn’t allow you to make some of the most common mistakes that are attributed to about 50 percent of the non-conformances really are pyrometry related. So the confidence that the end user has is really high going into an audit. And anyone that has been in an audit knows that that is the most nervous day.
DG: You mentioned “we” when you were talking about the company. Tell me a bit about the company now. You have some pyrometry labs, correct?
NW: We do, we have a couple of laboratories. One in Mexico, one in the midwestern part of the United States, but in the last three years, I’ve sort of taken a back seat to those companies in order to really focus on C3 Data. We’re headquartered in Indianapolis and the product has actually been under development for about five years although it has only been commercially available, I guess, going on now about three years. So we employ a staff of five here in the U.S., and more recently we’ve established sales and support channels in Europe – covering the UK, France, Germany, Italy, and Spain. So, we are excited about that new relationship and getting that product in the hands of a large segment of the heat treat world over there.
DG: Are there different standards there in Europe? Or are they all the same?
NW: No, No. Very similar. I mean, it’s the AMS 2750 for NADCAP accredited companies and CQI9 for the automotive. In fact, well, CQI9 was authored by the big three here in the U.S., and for several years, Europe was not really recognizing that standard and more recently with several automotive recalls in Europe from European manufacturers, they were really looking for a way to minimize the large expense associated with those non-compliances and recalls. And so, they really have, in the last nine/ten months – more recently — started to adopt CQI9 pro-actively because rather than write their own specifications they wanted to adopt it. So we are pretty excited that we don’t have to customize the software for yet another specification. I will say, speaking of custom specification, the software is not limited to just AMS and CQI9. We do have a build-your-own spec feature that is built into C3 Data that allows you to take a Boeing spec that by and large is AMS 2750 but has its own nuances that are associated with an individual prime like Boeing, just to use them as an example. And so we allow users to go in and build their own specifications to ensure compliance to not just the prime specifications that we typically think of (i.e. AMS and CQI9).
DG: And now for a quick reminder that this episode of Heat Treat Radio is being sponsored by Dry Coolers. Dry Coolers can provide open evaporative towers, closed loop evaporative towers, air cooled or dry cooler closed loop systems, chillers, vapor coolers and condensers, pumping stations, control panels, emergency backup systems, filtration and solids removal equipment, as well as complete plant-wide water systems. If you have any industrial cooling need, call Dry Coolers. They are on the web at www.drycoolers.com or by phone at 800-525-8173.
C3 Data in Action
DG: So, Nathan, how would this look for a heat treater? How do they interface with C3 Data? You mentioned subscribers.
NW: It’s set up as what we call “software as a service”. So, unlike a traditional software product where you buy it once and own it, and then pay for incremental updates, we just have a subscription service that the user can customize based on their needs. If you are just using the software to perform SATs, there is a fixed monthly fee. But if you wanted, a year later, to add temperature uniformity surveys, or instrument calibration, you can incrementally bump up and add on plugins to the software. It’s all web-based so the beauty of this is that there is no IT that needs to be involved. There’s not a lot of technology that the end user needs to have other than how to go to the website and log in to their password-protected account. You can increase or decrease your subscription levels at any time and it’s month to month. There are a lot of advantages to this software model because it is low risk. You can try it out. You can cancel it a month later and decide that it’ not for you. So, we like that. The biggest, most powerful part of software and servers being web-based is, as we mentioned when these specifications get updated, we can simply update them in the background and the end user just has to refresh their browser and instantly the update is made. The system is very intuitive. By the way, the subscription service comes with unlimited phone and email support. So, as you bring on new users, we will train them. This is typically done through a “go to meeting” online, so there is no need to incur travel expenses. And we can do a twelve-minute meeting, we can do a two-hour meeting with a large group if we need to. We can customize the training based on the skill set of the group or group of individuals that are using the software.
But in terms of the setup, I think the biggest hurdle is getting all the information into the system. The system only knows what you tell it. So, there is a section in the portal where the user can go in and must go in and define all the furnace settings. So, we talked earlier about instrument types, operating ranges, furnace classes, all those types of things. Once you define all those, what we call furnace set up variables, the system will hand walk you through everything. I guess my only point is that there is a little up-front investment to populate the user account with all the furnace and instrument information. That’s probably the biggest hurdle for any user because we have knocked down all the other hurdles – the training, the updating of the software as we mentioned is a simple refresh of the browser. So, it’s very intuitive but there is a little bit of upfront time involved – and we say about five to ten minutes per furnace is the typical amount of time spent and that can be reduced over time by getting people familiar with the software. So, if you are a typical, well I shouldn’t say typical because there is no typical heat treat size, but a heat treater that has ten furnaces, it might take you a couple hours to populate your system.
DG: Well, five to ten minutes per furnace does not sound like much. Tell us a bit about this dashboard.
NW: Dashboard culminates all the information that’s being populated in a single system, and it gives the ability to display a real-time plant overview of all the furnaces and their real-time compliant status against the specifications. So, we have customers out there currently that have 60- to 70-inch television monitors displaying the C3 dashboard. And in their procedure, the operators of the furnaces are told that before they load a furnace, the first thing that they do is that they look at their C3 Data dashboard and they verify that that furnace is either green, yellow or red. Depending on the company, they may have different protocols, but ultimately if it is red, you are supposed to stop as the furnace operator and go to your boss and say, “Hey, I can’t load this furnace because it is not compliant. What should I do?” And, there is a lot of power in that because, you know, currently the systems that exist today are spreadsheets or, worse yet, printed pieces of paper that just sit stagnant in a filing cabinet and they don’t tell you anything in real time. Meanwhile, furnaces are being loaded — potentially furnaces that are not compliant — being loaded with product that are safety critical parts for the aerospace and automotive industry. So, dashboard really takes that culmination of a lot of details of compliance-related information and gives it to you instantaneously. This also gives the ability for a quality assurance manager of a company that may have multiple locations to sort of figure out where he or she should be focusing their efforts on helping with furnace compliance. Case in point, if you have seven different facilities that you are responsible for as a quality assurance manager, you are going to want to go to those places where more furnaces are red and not really spend any of your time in those locations where all those furnaces are green. And so this allows them to have that real-time visibility without ever leaving their desk and make real-time decisions about where they need to focus their time and energy.
DG: Any specific heat treaters that will find this system helpful? Or is it pretty much broad-based?
NW: Generally speaking, any heat treater that needs to ensure high quality should be using a system like C3 Data. And many do. The problem is that most people have failed at what we call rolling their own. These systems range the gambit. They are also susceptible to the same issues. Namely, the cost to manage these cobbled together mixtures of cell spreadsheets, and outlook for scheduling and other tools that they combine and rely on, and there is usually what we call the “key man” risk associated with these systems. And that employee may or may not always be employed there to keep the system up to date. So this usually causes frustration and ends up costing much, much more than people think. But, to be specific to your question, the customers that are NADCAP, or just simply required to comply with AMS 2750 or CQI9, they rely on the software and so any customer that’s, as we mentioned, that’s looking to comply with those specifications, C3, all those specs are included out of the box with C3. That would be our ideal demographic.
DG: Anything else like it in the marketplace? And if so, how does C3 differ?
NW: There are a few companies that have attempted to build what C3 Data has. But I would say that they all suffer from the same two problems. Their software was not built around the prevailing specifications like the AMS and CQI9, as we keep mentioning. And secondly, they were built by people that don’t do pyrometry. So, the user experience quickly becomes frustrating for people using the competition’s product. Because, unless you have done this type of work, it’s really impossible to know all the limitless permutations of the spec and account for them all. So, their software ends up running you instead of the other way around. Another thing that is unique about C3 is that we allow the user to fully integrate with existing service providers and vendors. For example, if you had a lab that is coming in on site to perform your calibrations, their reports will automatically funnel in to the C3 account. And they are available in real time. So, that’s one. I mean we integrate with sensor vendor. GeoCorp is one of our sensor vendors. When you buy a thermocouple from GeoCorp, and you have a C3 Data account, your sensors will automatically get pulled into your C3 Data account. Including all the correction factors and the math associated with the rounding and all that, so there is a lot of integration with the vendors and service providers – including data logger manufacturers. But there are some major data logger manufacturers that integrate directly with our temperature uniformity survey software that, again, all that calibration data for those loggers technically can go into our system as well as generating temperature uniformity survey reports that are fully compliant in less than five minutes. So, this is a big one. I think there are listeners out there who have done surveys know that a survey report can take, and it varies depending on your experience and what systems you have, but it can take anywhere from 20 to 45 minutes and even sometimes an hour just to do a report. We can consistently offer a product that does this in less than five minutes and guarantee its compliance. But I think our biggest competitor is really not a company, it’s the status quo. People who are “getting by” with their in-house systems and they don’t know what else is available and they don’t realize the tremendous cost they currently are incurring doing it the way they have always done it. So, that is probably our biggest competitor – getting past the “If it ain’t broke, don’t fix it” type of mentality.
Nathan didn’t want to name drop during the podcast but shortly after the interview, Nathan informed me that C3 Data signed a distributor agreement with CCPI Europe, Limited – to represent C3 Data in Europe. CCPI will do essentially the same thing in Europe that Geocorp does here in North America. CCPI Sensors will integrate directly with C3 Data for customers in that part of the world.
DG: And how about when the auditor walks in. Do most of them accept your reports?
NW: Most auditors have accepted it. We are trying to get the word out to a lot of the NADCAP auditors that this is a user-friendly system and that it can be trusted. As a result of some of the feedback we have gotten from some auditors we’ve built in some, I guess, “check your math here” kind of thing — they want to know — yes, it says that the test passed because I see the number turns green instead of red but how do we know that? And so we’ve built in some software validation tools in there for NADCAP auditors to become more comfortable by seeing the math behind the numbers. As well as for our users. But, yes, you are right. The most rewarding moment is the day of the NADCAP audit, you can go to the single screen where you have scheduler and tests. You have one system. Not a filing cabinet, not an excel spreadsheet and another spreadsheet on a different file server. It’s one system accessible anywhere on the web that you can go and have a NADCAP audit. You can personally have a NADCAP audit remotely. In an ideal world, that might be something that is considered by PRI someday but the beauty is, yes, it’s in one location. You are never chasing down paper. And the bottom line is you know that it’s all compliant – 100 percent of the time.
So, if you are a captive or commercial heat treater looking for smart ways to reduce your compliance investment, you might want to take a look at C3 Data. Here’s a system that could significantly reduce the time you invest in conducting the litany of compliance tests required and the time it takes to prepare those time-consuming reports after each test. Better to let C3 take care of it. If you’d like to contact Nathan, feel free to email me directly and I’ll put you in touch with him. You can email me at Doug@heattreattoday.com. C3 Data is on the web at www.C3data.com. And you can reach out to Nathan that way as well.
Special thanks go to Dry Coolers, Inc., for their support of Heat Treat Radio and for their sponsoring this podcast. Dry Coolers, industrial cooling systems, made to order. Dry Coolers is on the web at www.drycoolers.com.
Don’t forget to visit www.heattreattoday.com frequently. We post a new heat treat industry item – either a technical article or some industry news — every weekday. If you would like more Heat Treat Radio, simply google Heat Treat Radio. We are the first thing that pops up. Or, you can also subscribe to Heat Treat Radio on iTunes or Soundcloud. This and every other episode of Heat Treat Radio is the sole property of Heat Treat Today and may not be reproduced without express written permission and appropriate attribution from Heat Treat Today. Jonathan Lloyd of Butler, Pennsylvania, produced and mixed this episode. I’m your host, Doug Glenn. Thanks for listening.
Doug Glenn, Heat Treat Today publisher and Heat Treat Radio host.
To find other Heat Treat Radio episodes, go to www.heattreattoday.com/radio and look in the list of Heat Treat Radio episodes listed.