



What is missing from induction heat-treating maintenance? Learn seven methods for improving your induction tooling component performance in today’s article by David Lynch, Vice President of Engineering at Induction Tooling, Inc.
This informative piece was first released in Heat Treat Today’s April 2025 Annual Induction Heating & Melting print edition.

The heat-treating industry is constantly evolving, whether it is due to the influx of AI or the introduction of new materials. The field of induction is not exempt from this constant change. Yet there remains a constant — induction tooling components need to be tough to resist harsh environments comprised of high frequencies, high power, heat, smoke, steam, dirt, oil, quench fluid and additives, and contaminants. It’s been almost four years since we visited the topic of induction tooling equipment longevity and maintenance (see the May 2021 print edition). Amidst the constant change, how do we protect against the same old toxic environment?
Let’s explore some new methods of improving the performance and longevity of induction tooling components:
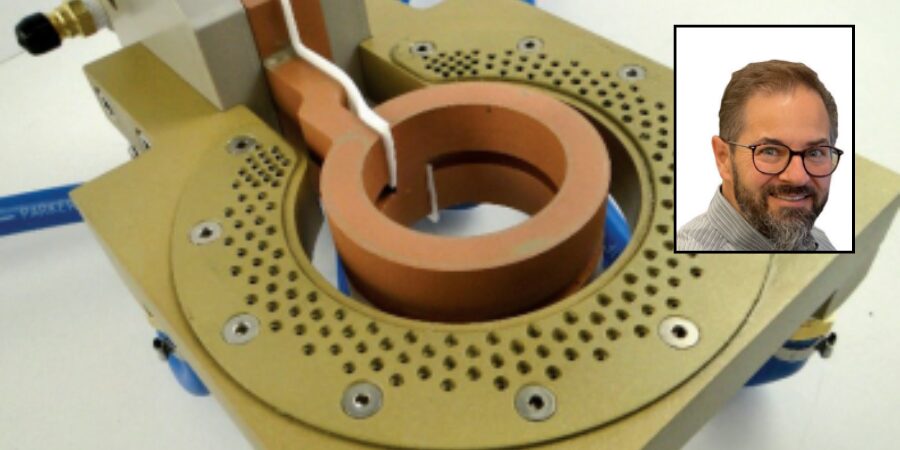
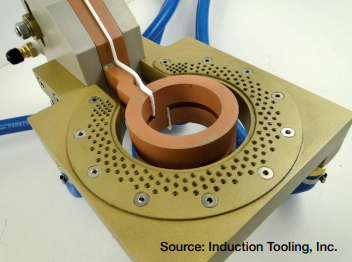
- More than coils — When working to optimize the life of induction equipment, don’t focus solely on the coils. Bus bars, inductors, and quenching equipment are also key to success.
- Austenitic stainless steel — Use austenitic stainless steel for fasteners, fittings, and hose clamps, and remember, non-ferrous is the way to go.
- CNC machining — Manufacturing with a 5-axis CNC machine ensures quality and consistency.
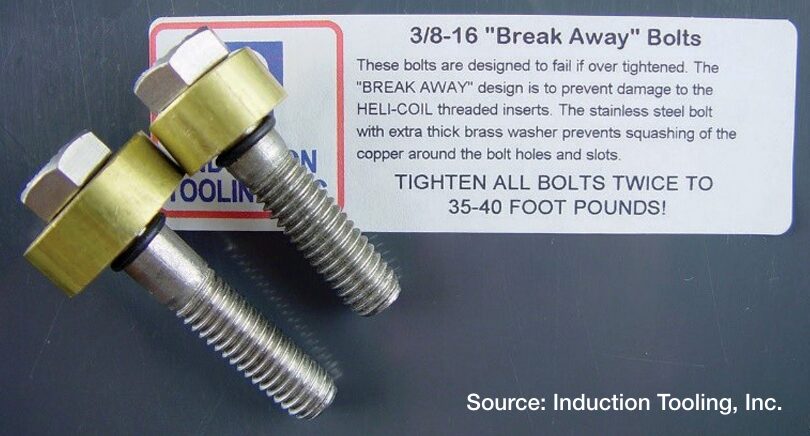
- “Break-Away” bolts — For fasteners, use “Break-Away” bolts on contact surfaces. These bolts are designed to fail beneath the washer if they are overtightened, a design that prevents damage to the threaded insert inside the copper contact.
- Cooling water — For cooling the inductor coil, bus bars, and adapters, reverse osmosis and distilled and deionized water are overkill. Stick with keeping the water below 70°F. This may require a separate cooling supply. Through laboratory experimentation and real-world production trials, it has been proven that lower cooling water temperatures can drastically increase the life of these components, especially in high-volume, high-power, and short cycle applications. In some hard water areas, this may not be possible. Typical cooling-conductivity for the inductor and bus bar is 200–800 microsiemens per centimeter (μS/cm).
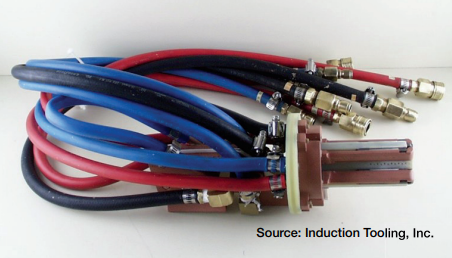
- Non-ferrous fittings — Use non-ferrous fittings on cooling and quenching water connections, as well as color-coded hoses.
- Cleaning — Design with cleaning in mind. Designing a quench with bolted removable quench plates ensures easy clean out. As the heat-treating industry continues to evolve, our practices and technologies for optimizing the performance and longevity of induction tooling equipment evolve with it. Whether it’s using a new method or revamping a tried-and-true practice, we can continue to produce strong induction tooling components to sustain these harsh environments.



About The Author

Vice President of Engineering
Induction Tooling, Inc.
David Lynch is Vice President of Engineering at Induction Tooling, Inc. He has over 36 years of experience and is the deputy of the ISO quality system. He has created and developed the system and templates being used today for creating and tracking engineering drawings, job history, rate tracking, and job performance. David holds several design patents, has authored several published articles, and has often presented at technical sessions. He enjoys working closely with customers to develop valued solutions across a wide range of induction heating applications from initial design concepts to implementation, customer support, and troubleshooting.
For more information: Contact David Lynch at dlynch@inductiontooling.com.

