Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA Source: Solar Atmospheres
Solar Atmospheres of Western PA announced their newly designed vacuum oil quench furnace (VOQ) has passed startup protocol. There were zero flare and smoke-ups during the quench cycle and the transfer mechanism moved 2000 pound loads with no issues.
“[Recently],” Bob Hill, president of Solar Atmospheres of Western PA, says, “insurance companies are reluctant to write policies for commercial heat treaters simply because they see a single flame or evidence of smoke. In the past, unfortunate accidents have occurred with explosive endothermic atmospheres and flammable oils. I am convinced that this new Solar Manufacturing furnace is a much safer and greener way to oil quench parts.”
Watch internal and external camera footage during a quench operation.
The design of the furnace allows for reading work temperatures within the 36″ x 36″ x 48″ hot zone. No oxygen probes are necessary, since the furnace operates with an atmosphere devoid of oxygen. Alloys of dissimilar carbon contents and similar cross sections and austenitizing temperatures can be treated in the same load.
To read about the installation of this VOQ, or to watch a video of the largest component of that installation, click here.
A retrofitted vacuum furnace will now produce more metal injected molded (MIM) components with considerably less downtime.
In 2021, a North American heat treater, Solar Atmospheres of Western PA, retrofitted a vacuum furnace for use in a new metal injection molding (MIM) and additive manufacturing (AM) binder removal technology application. The goal was to build a vacuum sintering furnace with a new innovative hot zone and pumping technology that would minimize and target the deposit of detrimental binders evaporating out of MIM and AM parts.
Robert (Bob) Hill, FASM President Solar Atmospheres of Western PA
The hot zone, after a month of repeated 2400°F sintering cycles, remains clean. The problematic binders coalesced at the targeted area within a separate heated pumping port while keeping the primary pump and booster uncontaminated. Most importantly, the client reported that their sintered parts processed in this new furnace never looked better. The MIM parts were extremely bright and met their critical density and dimensional requirements.
The heat treater anticipates considerable maintenance savings on this dedicated furnace versus processing sintering and AM work with binders in a traditional vacuum furnace. Working in a traditional furnace meant added labor and material costs coupled with the lost production time and degradation on the life of the hot zone, which cost the company more than $180,000 per year. The projected maintenance costs on this newly designed sintering furnace will be $10,000 per year.
“Knowing the effects,” reported Bob Hill, president of Solar Atmospheres of Western PA, “of what MIM and certain AM processing had done to our equipment in the past, Bill Jones and the engineers at Solar Manufacturing developed an innovative solution for us. Having this newly designed vacuum furnace will be an asset for our future in MIM and AM processing.”
Journey through this article by Robert Hill, FASM, president of Solar Atmospheres of Western PA, to explore the history, problems, solutions, and impacts this metal has had on multiple varied industries.
This original content piece was first released in Heat TreatToday’s Aerospace 2021 Issue. Click here to access the digital edition and all previous print/digital editions.
Robert Hill, FASM President Solar Atmospheres of Western PA
In 1987, Michael Suisman, president of Suisman & Blumenthal, sounded a stern warning that a “titanium disease” was spreading throughout the land. His clinical description was as follows:
Symptoms: The patient is completely overcome by the metal titanium. He or she tends to eat and sleep titanium, pushing all other metals out of his or her system. The patient will talk for hours about the virtues of titanium, extolling its remarkable qualities. Any blemish on titanium’s image, any negative characteristic will tend to be dismissed. Titanium’s feast-or-famine existence seems to only intrigue the patient.
Earliest known causes: In the 1950s, a number of patients were overcome with titanium, describing it as the “wonder metal.” The side effects of the “wonder metal” syndrome took many years to disappear.
Similar disease: See infatuation.
Length of disease: Lifetime.
Cure: None known.
After working with titanium for more than two decades, I have fallen victim to the “titanium disease.” What makes this metal so unique? With a quick look at the history and distinctive properties, one can easily recognize the attraction.
History
Titanium was discovered by an English pastor named William Gregor in the 1700s. In the 1800s, small quantities of the metal were produced. Before World War II, titanium as a useful metal was only a tantalizing laboratory curiosity. At that time, titanium was only valuable as an additive to white paint in its oxide form. It took the long and expensive arms race between the United States and the Soviet Union in the 1940s to create the need to solve many of titanium’s complex problems.
Since the end of the Cold War, titanium has matured primarily as an aerospace material. However, this “wonder metal” has expanded to commercial markets such as artificial body implants, golf clubs, tennis rackets, bicycles, jewelry, heat exchangers, and battery technologies.
Titanium’s unusual metal attributes include a strength comparable to steel – but 45% lighter. It is twice as strong as aluminum–but only 60% heavier. It is both biologically and environmentally inert. It will not corrode. The metal is nonmagnetic and can hold strength at high temperatures because it has a relatively high melting point. Finally, titanium has a very low modulus of elasticity and excellent thermal conductivity properties. For thermal processors, these “spring like” properties allow titanium to be readily formed or flattened with heat and pressure.
Problems
For all of its outstanding attributes, titanium is still the problem child of the metallurgical family. It is exceedingly difficult to obtain from its ore, which commonly occurs as black sand. If you scoop up a handful of ordinary beach sand and look closely, you will likely see that some of the grains are black–this is titanium ore. In certain places in the world, especially Africa and Australia, there are vast black sand deposits. Although titanium is the ninth most abundant element on the earth, turning that handful of sand into a critical jet engine blade or body implant is a significant undertaking. The refining process is about 10,000 times less efficient than making iron, which explains why titanium is costly.
Vacuum aging of titanium aircraft forgings Source: Solar
Titanium never occurs alone in nature, and it is a highly reactive metal. Known as a transition metal, it can form bonds using electrons from more than one of its shells or energy levels. Therefore, titanium is known as the streetwalker metal. Metallurgists are aware that titanium is renowned to pick up other elements quite readily during many downstream thermal and chemical processes. These reactions are often harmful to the advantageous properties of titanium and should be avoided at all times.
Solution
Since titanium has a tremendous affinity to pick up other elements at elevated temperatures, primarily oxygen and hydrogen, the only way to heat treat titanium successfully is to utilize high vacuum atmospheres. High vacuum levels of x10-5 Torr minimum and low leak rates of five microns per hour maximum are the parameters needed to retain this metal’s desired properties. An oxygen-rich atmosphere results in a hard “alpha case” surface condition. A hydrogen atmosphere results in a hydride condition, which makes titanium very brittle to the core. Both conditions can be extremely detrimental to any critical titanium component.
With high pumping capability and tight pyrometric controls, vacuum furnaces successfully provide various treatments on the “wonder metal” while avoiding the “streetwalker” syndrome. The treatments include inert stress relieving, solution treating, aging, and degassing treatments. After proper processing, bright and clean parts with low hydrogen content and zero alpha case are the norm.
The recycling of titanium is of a different magnitude than other metals due to its value. It took a shortage of titanium in the 1980s–and some innovative metallurgy–to transform valuable titanium scrap back into a qualified ingot. To do this, metallurgists used the reactivity of the metal to their advantage. Because titanium is very ductile and extremely hard to grind into powder, metallurgists learned how to use hydrogen to their advantage. Adding hydrogen to turnings and scrap makes the titanium brittle and enables the material to be pulverized into fine powders. The final product must then be thoroughly degassed or dehydrided to enter back into the revert stream, because every pound of titanium is precious.
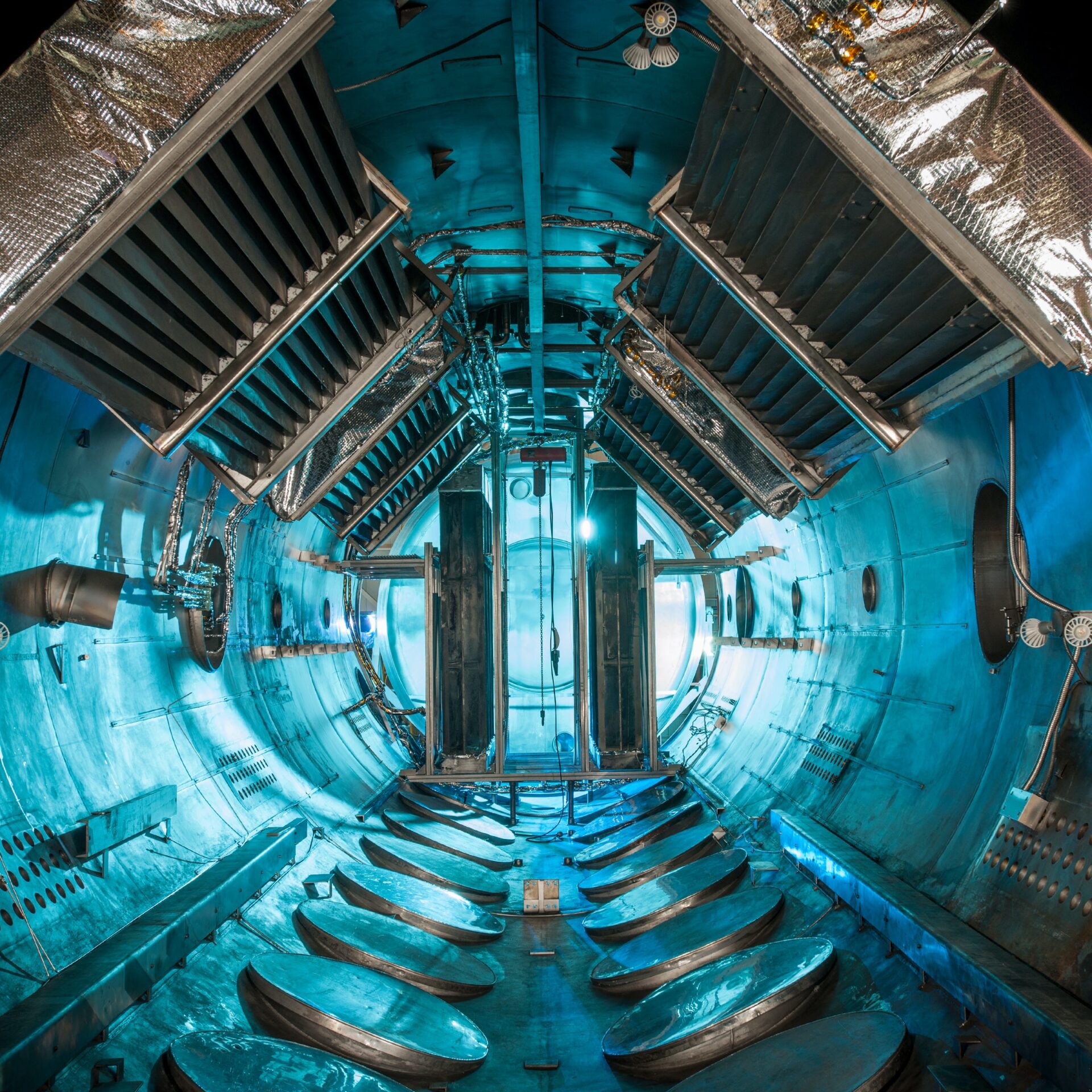
Vacuum dehydriding (degassing) 130,000 pounds of titanium sheet and plate Source: Solar
The reactivity of titanium also assists the metallurgist to apply various surface treatments. Nitride and carbide surfaces, when used, add further protection to titanium while making the exterior harder.
Alloys
Titanium alloys are divided into four distinct types: commercially pure, alpha, beta, and alpha beta. Commercially pure grades have no alloy addition, and therefore they have very little strength. This grade of titanium is used when corrosion resistance is of greater importance. Alpha alloys are created with alpha stabilizers such as aluminum. They are easy to weld and provide a reliable strength at elevated temperatures. Beta alloys use stabilizers such as molybdenum or silicon which makes these alloys heat treatable to higher tensile strengths. Finally, the most used titanium alloy are the alpha-beta alloys. These heat treatable alloys are made with both alpha and beta stabilizers creating an excellent balance between strength, weight, and corrosion resistance.
Summary
Despite all the advances, titanium and its many alloys have not reached their apex in popularity in the world. Is there any other element that calls to mind the notion of strength quite like titanium? For what reason has this metal, named after the Titans of Greek mythology, not yet reached its full potential? If it were not for the expense, we would undoubtedly have titanium cars, houses, jets, bridges, and ships. Unfortunately, the cost of titanium keeps the “titanium disease” at bay.
About the Author: Robert Hill, FASM, president of Solar Atmospheres of Western PA, began his career with Solar Atmospheres in 1995 at the headquarters plant located in Souderton, Pennsylvania. In 2000, Mr. Hill was assigned the responsibility of starting Solar Atmospheres’ second plant, Solar Atmospheres of Western PA, in Hermitage, Pennsylvania, where he has specialized in the development of large furnace technology and titanium processing capabilities. Additionally, he was awarded the prestigious Titanium Achievement Award in 2009 by the International Titanium Association.
Bob Hill President Solar Atmospheres of Western PA
Lake Park Tool and Machine, located in Youngstown Ohio, produced a massive H13 liner which Solar Atmospheresof Western PA (SAWPA)recently heat treated. The liner measured over 100″ OAL and weighed a total of 16,000 pounds. The liner was turned on Lake Park’s new large capacity lathe with 34″ max diameter and 200″ max length.
This H13 liner was heat treated in, what SAWPA says is, “the fastest cooling large vacuum furnace in the industry.” Solar Manufacturing, sister company to SAWPA, recently completed this 10 bar vacuum furnace several months ago. It is equipped with a hot zone measuring 48″ wide x 108″ OAL. Additionally, the furnace has a 600 HP blower motor for increased cooling power. The critical cooling rate, to obtain optimum properties for H13 hot worked tool steel, was achieved in the as-quenched hardness of HRC 54-55. The part was then double tempered to the customer’s specification of HRC 46 to 48.
“This large rapid cooling vacuum furnace provides us continued diversification to our vacuum heat treating repertoire and capabilities. We’re proud of this partnership with Lake Park Tool and Machine and to assist our customers in vacuum heat treating one of the largest air hardening dies that I have personally heat treated over my 40 year career,” stated Bob Hill, president of Solar Atmospheres.
Bob Hill, President, Solar Atmospheres of Western PA
Vacuum oil quenching (VOQ) is adopted at Solar Atmospheres of Western PA(SAWPA). The latest VOQ quench line, including a hardening furnace, tempers, washer, and charge car, will be installed and fully operational by the end of 2020. To make room for this new technology, the company is continuing construction of its 15,000 square foot addition.
Amidst the context of the coronavirus (COVID-19), Solar views this period as an opportunity to set new paths of transformation and growth for the company, and thus came to decision to continue their planned expansion. “We have had to think on our feet,” said Bob Hill, President of SAWPA, “find innovative solutions and pivot quickly, to change protocols to protect our employees and to safeguard our business.”
SAWPA builds new Vacuum Furnance for VOQ line at their expanding site. (Photo source: SAWPA)
Solar Atmospheres of Western PA is currently installing a new rapid quenching vacuum furnace that will ultimately eliminate the need for costly helium while increasing production throughput. In helium’s place, the new furnace will use nitrogen only in the hardening process.
Solar Manufacturing Rapid Quench Furnace for Solar Atmospheres of Western PA (photo source: Solar Atmospheres)
The new 48″ x 48″ x 96″ deep 10 bar vacuum furnace is produced by Solar Manufacturing. The important difference in this furnace from its older model is the cooling design, which is equipped with a 600 HP blower designed motor. This will allow the new furnace to outperform its older model by processing larger and heavier workloads with the use of nitrogen only.
Bob Hill, President, Solar Atmospheres of Western PA
“The difference in operating costs is a no brainer,” states president of Solar Atmospheres, Bob Hill. “To marginally harden one 2000-pound high-speed tool steel roll die in our older 2 bar vacuum furnace, the use of light helium gas was a necessity. The prohibitive cost of a two atmosphere helium backfill was $1,065. Our new furnace will enable us to fully harden three 2000-pound roll dies at once using the more cost-effective process gas of nitrogen. In contrast the cost of a 10 atmosphere backfill of nitrogen will be only $89.” Hill predicts that with these increased efficiencies and savings, his normal ROI on a new piece of equipment will be significantly advanced.
Once operational, Hill will author a technical paper with the actual cooling data derived from these similarly sized vacuum furnaces.
A western Pennsylvania heat treat provider recently completed construction of a new brazing and assembly room, built primarily to accommodate a large aluminum brazing project for a specific customer.
Bob Hill, president of Solar Atmospheres of Western PA
Solar Atmospheres of Western PA, based in Hermitage, Pennsylvania, stated that the room will also be used for other brazing and assembly work.
“During successful development and prototype runs, our customer, along with Solar management, understood that in order to bring this critical aluminum brazing project to full production a separate braze/assembly room would be needed,” said Bob Hill, president of Solar Atmospheres of Western PA. “We worked together with our customer to develop the best space that is in close proximity to the vacuum furnace being utilized.”
Main photo credit/caption: Solar Atmospheres / The inspection of critical braze joints being analyzed within Solar’s newly constructed Braze-Assembly room.
Heat TreatTodayoffers News Chatter, a feature highlighting representative moves, transactions, and kudos from around the industry.
Personnel & Company Chatter
A leading provider of metal and carbon fiber 3D printers, Markforged, recently announced the opening of a new manufacturing facility in Billerica, Massachusetts. The 25,000 square-foot space will enable the company to more than double its production capacity, support increased demand for Markforged 3D printers, and create new jobs.
Rodrigo Belloc has been appointed the president of Gerdau Special Steel North America, Jackson, Mich. He replaces Mark Marcucci, who is retiring from his position after 28 years with the company and 43 in the steel industry. Previously, Belloc was CEO of Gerdau Diaco in Colombia and Gerdau Metaldom in the Dominican Republic.
Allied Mineral Products opened the doors to its newest precast shapes manufacturing facility near Johannesburg, South Africa. This marks Allied’s sixth precast shapes location worldwide.
Vorteq Coil Finishers LLC, a provider of coil coating services for metal products, recently acquired the assets of California-based Western Metal Decorating, which produces coated aluminum and steel products serving pre-painted markets. As part of the transaction, the Western operation will be renamed Vorteq Pacific LLC.
Leica Microsystems is delighted to announce a new UK partnership with Struers Ltd., the UK’s leading manufacturer of equipment, consumables, and services for materialographic analysis. Leica microscopes, accessories, and imaging products specifically designed for industrial and material analysis applications will now also be available from Struers Ltd. in the UK.
Getec Industries added friction stir welding (FSW) services to its Thermal Solutions division in Torrance, California. The new capabilities will enable the company to supply large extruded aluminum heat sinks to the electronics industries.
Equipment Chatter
Inductotherm Heating & Welding recently announced the successful commissioning of a new Thermatool 250kW CFI welder to GRC LLC.
Kudos Chatter
MTI recently recognized three Solar employees for their commitment to MTI. On October 5, Bob Hill, President of Solar Atmospheres of Western PA, was honored with the prestigious M. Lance Miller Legend Award, in recognition of his leadership and lifetime commitment to the heat treating industry and MTI. Hill’s heat treating career began in 1980 when he joined Precision Heat Treating, Inc. as Vice President. Hill moved on to Solar Atmospheres of Souderton PA in 1995. Within five years, Hill was promoted to President, to head Solar’s newest venture 370 miles away in Western PA. In addition to Hill’s involvement with MTI, two other employees from the Solar Family of Companies—Patrick Reilly and John Hahn—are recent graduates from YES, MTI’s Leadership Training Program
Innovation Leader awards recently went to SECO/WARWICK for the third time. The “Business Leader” event is a prestigious competition. The jury gives awards to the companies distinguished by their transparency and business honesty with innovative successes as their trademarks. On October 28, 2019, at the prestigious gala, Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Bodycote recently celebrated Dan McCurdy, who retired in June 2019 after 21 years of service, as this year’s recipient of the prestigious HTS George H. Bodeen Heat Treating Achievement Award. Dan received the award at a ceremony during this year’s AMS International Heat Treat Conference event that was held in Detroit on October 15-17, 2019.
Katarzyna Sawka, Global Group Marketing Director SECO/WARWICK, received the Innovation Leader Award on behalf of the company.
Heat TreatToday is pleased to join in the announcements of growth and achievement throughout the industry by highlighting them here on our News Chatter page. Please send any information you feel may be of interest to manufacturers with in-house heat treat departments especially in the aerospace, automotive, medical, and energy sectors to Karen Gantzer at karen@heattreattoday.com
Heat treating is the unsung hero of the commercial and military aviation industries. Much like the support staff behind any good play or movie, or the mom behind the Olympic athlete, heat treating of critical aerospace parts is relegated to the background, to the fine print of the credits—if at all. But if it were not for heat treating, planes would not fly, ships would not sail, submarines would not dive, and cars would not drive. Bob Hill’s article, which first appeared in the 2014 edition of the SME Aerospace and Defense Yearbook, and then in Heat Treat Today’sMarch 2019 Aerospace print edition, introduces you to the technical world of vacuum heat treating and why vacuum thermal processing is vital to the aerospace and defense industries.
First, let’s nail down what we mean by “heat treating.” In simple terms, heat treating is cooking metal much like you would cook food – with a predetermined recipe and desired outcome in mind. Metal is placed into an oven, or more accurately a furnace (ovens typically operate at temperatures less than 1,000°F), and precisely held at a specified temperature for a pre-determined period. The metal is then cooled either slowly or quickly depending on what properties are desired. Thermal processing can make the metal harder, softer, stronger, more flexible, more rigid, more wear-resistant, chemically altered, or a host of other desirable metallurgical properties.
In aerospace and defense, the majority of metals must be heat treated in a special type of furnace that is void of air. These furnaces are called vacuum furnaces. Vacuum furnaces keep detrimental elements such as water molecules and oxygen from coming into contact with the metal. A vacuum furnace does this by sealing the critical metal components inside an airtight vessel, pumping out all the air from within the vessel to a deep vacuum level, and then performing the heat treatment recipe before returning the load to room temperature and breaking the vacuum. Many titanium, stainless steel, and nickel alloys are extremely reactive at elevated temperatures and will become contaminated if exposed to any air or water molecules. Vacuum furnaces help eliminate these detrimental metallurgical reactions.
Secondly, let’s look at which flight-critical airplane parts are vacuum heat treated. Critical parts are found in jet engines where turbines, stators, vanes and other engine parts are exposed to extremely high operating temperatures for sustained periods of time. Most of these parts are made of titanium and nickel alloys, and they require vacuum heat treating in order to give them the strength and wear resistance necessary to be reliably installed in jet engines. GE, Pratt & Whitney, and Rolls Royce are among the leading supplier of jet engines, and the heat treatment of these parts is critical and carefully controlled.
Today’s commercial aerospace engineers are making greater use of composite technology in airframes and primary structures. This approach offers a weight savings on average of 20% when compared to conventional aluminum designs. Carbon fiber reinforced plastic, or composites, are inferior when handling compressive loads but are excellent with tensional loads. When aerospace engineers needed another material to support the major structural and flight-critical components within the new aircraft and searched for the optimum material to address strength, weight, and resistance to galvanic corrosion, it was quickly decided that aluminum was a poor choice. Titanium, however, can withstand comparable loads better than aluminum, has minimal fatigue concerns, and is highly resistant to corrosion. Since titanium is stronger than aluminum and their weights are equivalent, less titanium by weight than aluminum can be used to achieve the same part strength. Since weight reduction drives down fuel consumption, titanium in both military and commercial aerospace is king!
Titanium
Because titanium plays such a critical role in today’s aerospace arena, let’s take a more thorough look at why titanium needs to be heat treated, and more specifically, why it needs to be vacuum heat treated. Titanium is both chemically and thermodynamically very reactive. At elevated temperatures, titanium will absorb hydrogen if present. Hydrogen, unfortunately, once diffused into titanium causes the metal to become brittle and reduces the appealing properties of titanium. When titanium is pickled or heated in an air furnace (not in a vacuum furnace), hydrogen will impregnate the titanium. The process of removing this hydrogen from titanium is called vacuum degassing. Currently, most aerospace material specifications require that all titanium have no more than 30 parts per million (ppm) of hydrogen.
Because titanium is a relatively expensive metal, more people are looking at recycling. In the titanium scrap world, there are times when infusing hydrogen into titanium is beneficial. For example, when a titanium reclaimer wants to pulverize titanium into a powder for further processing, it is much easier to do when the metal is brittle. Super-saturating hydrogen into titanium – hydriding – can only be done inside a vacuum furnace and is always followed by a dihydride once the titanium is in final powder form.
Vacuum Heat Treating—In-House or Outsource
The expertise necessary to operate a vacuum heat treating furnace is notable. Vacuum technology has immensely improved over the years and operating a vacuum furnace today is truly a science. Some manufacturers buy and operate their own vacuum furnaces. These furnaces typically run the same product day in and day out. Maintaining and troubleshooting vacuum furnaces can be a very time-consuming distraction. The true hidden costs of running and maintaining a vacuum furnace are not very well known.
That is why some companies choose to outsource their heat treating to commercial heat treaters who vacuum heat treat 24/7/365. These heat treat companies relieve their customers of the headaches of owning and operating a vacuum furnace. They benefit by allowing the vacuum heat treat experts to take care of compliance to stringent specifications that are necessary within any manufacturing scope of work.
Current Market Conditions
The aerospace industry, especially commercial aerospace, is experiencing significant growth currently. With commercial aircraft sales at an all-time high, vacuum heat treatment is extremely strong today and well into the future. Airbus’ decision to locate an assembly plant in Mobile, Alabama, is just one additional sign that the commercial aerospace industry is experiencing aggressive growth and looking to expand its supply base.
New Processes and Materials
One process that could significantly impact the aerospace community is additive manufacturing—3D printing parts utilizing various methods. Some parts are produced by laying down atomized powdered metals or laying down wire layer after layer until the entire part is fully printed or constructed. Unlike “subtractive” manufacturing which takes a bar of metal and shaves off the unneeded excess, additive manufacturing adds only that metal which is needed, so there is essentially no scrap. With subtractive manufacturing, frequently 80% of the original metal stock ends up as scrap and needs to be recycled.
Exactly how additive manufacturing will impact the aerospace world remains to be seen. There are multiple metallurgical hurdles to overcome before any flight-critical part is placed in an aircraft. Even parts additively manufactured need vacuum heat treating, most notably vacuum stress relieving or vacuum sintering. Nonetheless, additive manufacturing is a disruptive technology that machinists and vacuum heat treaters alike will be watching.
Nadcap
Any heat treater of aerospace parts must comply with the critical processing criteria enforced by Nadcap, an organization established years ago to ensure that aerospace suppliers were meeting and maintaining high-quality standards. Heat treaters also have to be AS9100D-certified before they can process aerospace parts. In addition to Nadcap, many aerospace companies have their own quality standards audited by their individual customers. These are called “prime certifications”, and these standards meet and often surpass requirements from Nadcap and AS9100D.
Conclusion
Although heat treating plays a relatively hid-den part in the aerospace and defense supply chain, it remains a critical link. Working with your local vacuum heat treater early in the development process will prove to be a good investment. Aerospace heat treating will continue to be an important link in the aerospace supply chain for many years to come.
About the Author: Bob Hill, FASM, is President, of Solar Atmospheres of Western PA. This paper originally appeared in the 2014 edition of the SME Aerospace and Defense Yearbook and then in Heat Treat Today’sMarch 2019 Aerospace print edition. It is published here with permission from the author.
Heat treatment standards are stricter in the aerospace industry than in the medical industry where lives are on the line. This doesn’t make sense and something is being done about it.
Click here to read more about how Bob Hill, President of Solar Atmospheres of Western Pennsylvania believes the medical industry could benefit from adopting quality standards from the aerospace industry.
Author: Bob Hill, President, Solar Atmospheres of Western Pennsylvania