Marcin Stokłosa Project Manager Nitrex Poland LinkedIn.com
A global aluminum and energy company, Hydro Extrusion Norway, recently received a horizontal nitriding system, configured to replace an old decommissioned furnace
This latest delivery by Nitrex is the only one of its kind at Hydro facilities globally; the rest are pit-type furnaces. The nitriding equipment for Hydro Extrusion Norway in Magnor, Norway will integrate with the existing infrastructure of the plant as well as fit in the specific floor space allocation.
"Before placing the order, Hydro did its due diligence – visiting extrusion facilities with Nitrex equipment to get user opinions on the solution including the technology, die performance, extruded profile quality, and our support services," adds Marcin Stokłosa, project manager at Nitrex. "Moreover, the test trials produced very good results."
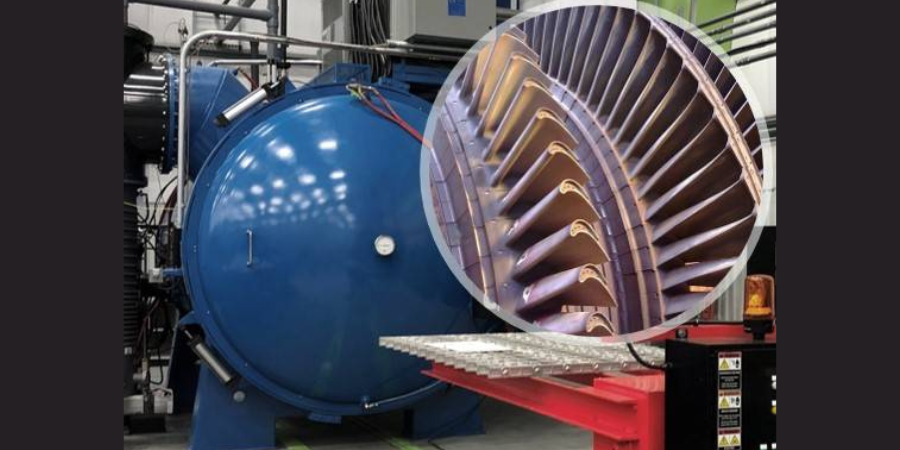
NexGen Advanced Fuel Systems (AFS), a gas turbine component overhaul facility that is a company of Allied Power Group, ordered a new vacuum furnace to help increase their capacity and reduce turnaround time for their heat treating and brazing operations. It is built specifically to heat treat land-based turbine equipment with attention to specific cooling specifications required by the company's clients.
Built by Solar Manufacturing, the furnace features a Solarvac® Polaris Control System and a graphite hot zone accommodating loads up to 48" wide x 48" high x 72" deep. The furnace has a maximum load weight capacity of 6,000 pounds.
The furnace achieves a vacuum level of 10-5 Torr, and reaches a maximum operating temperature of 2400°F. A 300 HP gas fan will allow NexGen to quench a load from 2150°F to 1000°F in just three minutes, using only 2-bar.
Solar Manufacturing Vacuum Furnace Source: Solar Manufacturing
"The interface makes running the furnace easy for operators of all skill levels," states Mark Dion, president of Nexgen-AFS, and the general manager ofAllied Power Group Combustion Technologies. "For furnace installation and operation, Solar provides knowledgeable engineering and support staff. The Solar furnace has a robust design, with some nuances such as stainless steel internals, brass fittings, made in USA valving, and in our case, a beefed up blower allowing super-fast cooling abilities. . . . Nexgen hopes business growth supports purchasing a second Solar vacuum furnace."
Excess air plays multiple roles in heat treating systems. Learn about its importance in combustion and heat transfer, and why being well-informed will help your system run at peak performance.
This original content article, written by John Clarke, technical director at Helios Electric Corporation, appeared in Heat TreatToday’s Aerospace March 2021 print magazine. See this issue and others here.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Is your system running optimally? The following discussion will provide a better, albeit abbreviated, understanding of the role of air in combustion and heat transfer.
Excess air in heating systems plays many roles: it provides adequate oxygen to prevent the formation of CO or soot, can reduce formation of NOx, increases the mass flow in convective furnaces to improve temperature uniformity, and at times, wastes energy. Excess air is neither good nor bad, but it is frequently necessary.
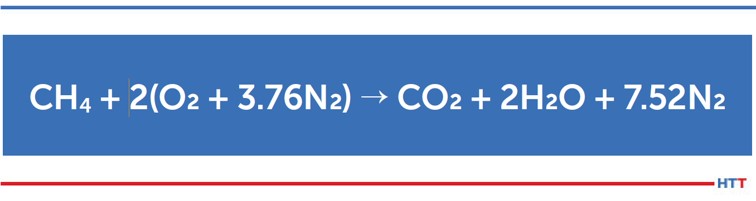
To begin, we must first look at a basic formula. For our discussions, we will replace natural gas, which is a mix of hydrocarbons with methane (CH4). The oxygen (O2) is supplied by air.
The above simplified formula describes perfect or stoichiometric combustion. The inputs are methane and air (where only the O2 is used to oxidize the carbon and hydrogen in the methane), and the products of combustion (POC) consist of heated carbon dioxide (CO2), water vapor (H2O) and of course nitrogen (N2). (The actual reaction is far more complex and there are other elements present in air that we are ignoring for simplicity.) As we can see from the equation, the oxygen we need to burn the methane comes with a significant quantity of nitrogen.
In practice, it is very difficult to even approach this stoichiometric or perfect reaction because it would require perfect mixing, meaning that each molecule of methane is next to an oxygen molecule at just the right time. Without some excess air, we would expect some carbon monoxide and/or soot to be formed. Excess air is generally defined as the percent of total air supplied that is more than what is required for stoichiometric or perfect combustion. For natural gas, a good rule of thumb is to have about 10 cubic feet of air for every one cubic foot of fuel gas for perfect combustion. Higher air/fuel ratios, say 11:1, are another way of describing excess air.
In most heating applications, the creation of carbon monoxide and other unburnt hydrocarbons should be avoided, except in the rare cases where they serve to protect the material being processed. Employees must be protected from CO exposure; and soot can damage not only equipment, but the material being processed.
Source: Heat Treat Today
The amount of excess air that is required to find and combine with the methane is dependent not only on the burner, but also on the application and operating temperature as well. Some burners and systems can run with very little excess air (under 5%) and not form soot or CO. Others may require 15% or more to burn cleanly. Just because a burner performs well at 10% excess air in application A, does not necessarily mean the same level is adequate in application B.
Once the quantity of air exceeds what is needed to fully oxidize or burn the methane, combustion efficiency will fall because the added air contributes no useful O2 to the combustion process, and it must be heated. It is very much like someone putting a rock in your backpack before you set out for a 16-mile trek. Taking this analogy further, higher process temperatures equate to climbing a hill or mountain with that same rock — the higher the climb, or the higher the process temperature, the more energy you waste. Sometimes this added weight or mass can be useful.
The higher the excess air, the greater the mass flow. In other words, the total weight of the products of combustion goes up, and the temperature of the CO2, H2O, N2, and O2 goes down. If we are trying to transfer the heat convectively, this added mass or weight will provide improved heat transfer and temperature uniformity. A simple way to think of temperature uniformity is that the lower the temperature drop between the products of combustion and the material being heated, the better the temperature uniformity. Many heating systems are specifically designed to take advantage of this condition – higher levels of air at lower temperatures. This is especially true when convective heat transfer is the dominant means of moving heat from the POC to the material being heated (when the process temperature is roughly 1000°F or lower).
Source: Heat Treat Today
Some heating systems are specifically designed to operate as close to perfect combustion as is possible as the material is heated then switch to higher levels of excess air to increase the temperature uniformity as the setpoint temperature is approached. In other words, it provides efficient combustion when temperature uniformity is less of an issue and a very uniform environment as the material being processed nears its final setpoint temperature.
Of course, a system can be supplied with too much air, which can waste energy, but also prevent the system from ever reaching its setpoint temperature. The energy is insufficient to heat all the air, the material being processed, and compensate for furnace or oven loses. In these instances, it is obvious that we must reduce the air supplied to the system.
In indirect heating systems – where the products of combustion do not come in contact with the material being processed, like radiant tubes, for example — air in excess of what is required for clean combustion provides limited benefit and should generally be avoided. In these systems, it is best to play a game of limbo, “How Low Can You Go,” so to speak. Test each burner to see how much excess air is required to burn clean and add a little bit for safety. Remember, if you source your combustion air from outside in an area with significant seasonal variations, the blower efficiency will change, and seasonal combustion tuning is required.
Lastly, some burners require a minimum level of excess air to operate properly. This additional air prevents critical parts of the burner from overheating – or the air may limit the formation of oxides of nitrogen (NOx). In this application, altering the burner air/fuel ratio could generate excessive pollutants or even destroy the burner.
Efficiency is important, but the process is king. There is no magical air-to-fuel ratio and no single optimum level of excess air in the products of combustion. Each application is unique and must be thoughtfully analyzed before we can confidently say we have optimized our level of excess air. But careful attention paid to the effect that excess air has on your fuel-fired systems will pay dividends in improved safety and efficiency.
About the Author:
John Clarke, technical director at Helios Electric Corporation, a combustion consultancy, will be sharing his expertise as he navigates us through all things energy as it relates to heat treating equipment.
An automotive supplier and a hydraulic pump manufacturer will acquire multi-chamber vacuum furnace system for low pressure carburizing.
For the automotive supplier of innovative driveline solutions, the system is estimated to reduce CO2 emissions significantly for vacuum carburizing versus an existing atmosphere carburizing furnace. For the hydraulic pump manufacturer, the modular flexibility of this specific furnace was the most important advantage.
ECM Flex Multi-Chamber System Source: ECM USA, Inc.
The supplier, ECM USA, Inc., notes that their Flex Multi-Chamber System is built as a standard system with the possibility to further expand its capacity and/or to upgrade to a high level of automation (robots, AGVs, vision systems, or other 4.0 elements). In addition to modularity, several processes can be handled in the Flex furnace, such as: low pressure carburizing (LPC), vacuum tempering and a combination of vacuum sintering followed by hardening.
This stems from advanced automation technology -- including robotics -- acting as driving forces behind increased use of more eco-friendly applications outside the LPC-HPGQ sector. This includes, but is not limited to, multiple tool steel processing systems, brazing applications, and rapid thermal processing (RTP) systems.
Here is what readers are saying about recent posts on Heat Treat Today. Submit your comments to editor@heattreattoday.com.
Hello Heat Treat Daily,
I was surprised to see this bright red furnace on your daily email this past Friday. This is an old image of a furnace still in production at my company Spectrum Thermal Processing in Cranston, RI.
Now, like most of us, this furnace is showing some age, but is is still in production every day with an upgraded control panel and SSI controls.
I reflected on this particular email and want to add that what I find intriguing about heat treat is the longevity of some of the equipment. This furnace processes work for aerospace, automotive, commercial cutting tools and oil and gas refinery and has for nearly 30 years! Just to the left of this furnace in the photo is an older single chamber vacuum furnace that has process parts for the Apollo space program and has recently processed parts for SpaceX. Somehow this equipment just keeps going.
Thanks for your daily insight into the heat treating industry.
Rick Houghton
VP of Operations/Quality Manager
Spectrum Thermal Processing
We welcome your inquiries to and feedback on Heat TreatToday articles. Submit your questions/comments to editor@heattreattoday.com.
The energy storage company HI-POWER, a Holtec International and Eos Energy Storage joint venture, recently formed a five-year partnering agreement with a North American heat treat supplier to provide an energy efficient non-lithium, long duration energy storage solution using battery technology.
The new battery technology, a decade in the making, is an efficient non-lithium, long duration energy storage solution. One of the critical components within the battery system requires a “vacuum cathodic” heat treatment process. This newly developed surface heat treatment process enables the product to last 5,000 cycles for a 15-year calendar life with no subcooling or pumps required.
HI-POWER and Solar Atmospheres of Western PA engineers worked to develop the vacuum cathodic heat treatment needed to fulfill HI-POWER’s specifications. Today, Solar is thermally processing thousands of components to help HI-POWER deliver clean and reliable energy faster for the world’s needs.
"I came upon this opportunity at a trade show four years ago," said Mike Johnson, sales manager for Solar, "At that time, HI-POWER was perfecting their critical thermal cycle profiles in a small hot wall furnace in New Jersey. HI-POWER knew that someday they would need to employ a large vacuum furnace - and we had that capability."
HI-POWER builds one of the safest and fully integrated DC storage batteries in the world. Their “Znyth” storage batteries are especially stable when housed in extreme temperatures and are nonflammable and 100% recyclable.
(photo source: Solar Atmospheres, courtesy of EOS Energy Storage)
Heat TreatRadio host Doug Glenn talks with Joe Powell of Integrated Heat Treating Solutions in this third of a four episode series about bringing heat treating into the 21st century. This episode covers the fascinating heat treatment of a fracking pump valve seat.
Below, you can either listen to the podcast by clicking on the audio play button, or you can read an edited version of the transcript.
The following transcript has been edited for your reading enjoyment.
Doug Glenn (DG): We're continuing our conversation with Joe Powell of Integrated Heat Treating Solutions. on rethinking heat treating. I strongly recommend that you listen to parts 1 and 2 of this series as well as today's episode. All three are fascinating. To hear the first two parts, click here.
Today, we’ll be talking about what I think, if you've listened to the first two episodes of this four part series, is a very fascinating, I think, somewhat revolutionary advancement in heat treat.
Today, basically what we want to talk about is a really interesting example of the general concept of what we talked about in session one. I want to review that first session very briefly and ask you a couple of other quick questions before we jump into the example of a fracking pump valve seat, which is where we're headed today. But first, maybe from a 30,000-foot view, Joe, tell us what we're talking about here. If you were to put this in a minute, how would you describe what it is you've been doing over at Integrated Heat Treating Solutions?
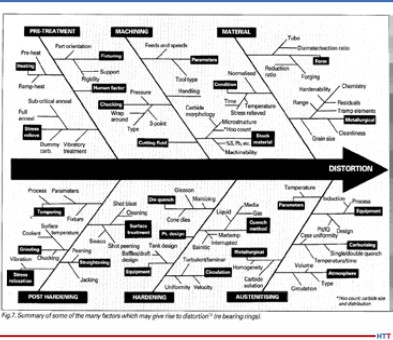
Joe Powell (JP): Integrated Heat Treating Solutions (IHTS) is a consultancy that takes 75 years of practical commercial heat treating and applies it to help part-makers make better parts by using heat treating knowledge. We also work with the material-makers who want to get more added value out of a given hardenability material. What IHTS is essentially doing is taking off from the idea that quenching causes the most problems in heating: it causes distortion, part cracking and size change that is unpredictable. That distortion engineering has been part of the ASM and other societies that have had task forces, committees, and various conferences that are dedicated to the control of distortion.
Potential factors influencing distortion (Source: American Gear Manufacturers Association, sourced by Joe Powell)
The reality is that the control of distortion has been approached by many, many people, including Dr. George Tautin, who was one of the inventors of the reverse solubility polymers when he worked for Dow Chemical and Union Carbide, and Dr. Kovosko in the former Soviet Union, who was my partner in IQ Technologies starting back in 1999. What we've discovered working with all of these very smart people is that the quench cooling rate and its relationship to causing part distortion or part cracking is a bell shape curve. In other words, if you quench very slowly in air or gas or hot oil or martemper salts, hot salts for austempering, you will not crack the part. But, if you quench faster in brine, water, or even water polymer mixtures that don't have enough polymer in them to act like an oil quench, the cooling rate will become relatively fast. That relatively fast cooling rate will give you a much higher probability of part cracking, until on some parts you'll literally crack every part you put in the quench if it's quenched in water.
If you can create a shell on the outside of the part and quench it 752°-1112° F (400°- 600° C) per second, that shell will literally hold that hot part while the hot core thermally shrinks underneath and pulls that shell under compression. As that thermally cooling shell and hardened shell of martensite goes through volume change and actually increases in volume, the grains are actually pushed up against each other under compressive surface stresses, and that compressive surface stress holds the part like a die. So, regardless of its geometry or mass, that part is going to come out of the quench having cooled by uniform conduction down to its core through that shell in a very predictable shape.
DG: That's exactly what I wanted to get to: what we're talking about here is a quenching issue. It's quenching parts fast enough so that, in a sense, what you're doing is creating a hard outer, immovable shell, if you will, pretty much instantaneously, which holds that part in place while the core cools down to the temperature that is needed.
The quenching media, in one sense, don't really matter. It can be done. The issue is getting that shell formed quickly, uniformly and then holding it at a certain temperature until the core cools.
You and I have spoken in the past, Joe, about a kind of interesting quote which I'd like you to comment on before we get to the fracking pump valve seat example of what we're talking about. Here’s the quote I'd like you to address, “Everyone knows how to heat treat. All you need is a torch and a bucket of water.”
"Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics."
JP: That's correct. Every machinist you'll ever meet, and even a machining handbook, will tell you how to heat treat a part, and do it quick and dirty. The problem is everybody thinks that it’s because they've heat treated a part in the past, that they know a lot about heat treating, and that is just not the case. There is so much to know, that all I can tell you is that every day I learn something new. Every day I learn that in the 23 years that I've been working on heat treat quenching and focusing on that and controlling of distortion, there is always something new, and there is always something new in the field of, what I call, metallophysics.
DG: Right. It brings me back to a couple of thoughts along that line. One, it's the whole idea that “a little knowledge is a dangerous thing” – we think we know and yet, we don't. You've told me a story in the past and I think it's worth our listeners hearing it, and that is just an abbreviated version of the Jack Wallace story. Again, Jack Wallace, the head heat treat metallurgical guru at Case Western Reserve University, comes into your shop and you tell him, “I can quench these things so super-fast,” and he looks at you and says, “You are a crazy man. It's not possible.”
JP: Actually, it was worse than that. Dr. Michael Aerinoff came from Russia and was telling Jack about this technology that Dr. Kovosko discovered back in the former Soviet Union. So, it had two strikes against it. Not only was it new information and contrary to the idea that the faster you quench, the more likely you are to blow up the part, but it was also contrary to the information, “Hey, we're in the United States. We know all about heat treating and metallurgy!” At the end of the day, this metallophysics twist that Dr. Kovosko put on the dynamics of the heating and cooling process is really the key to understanding and viewing metallurgy from another dimension – the dimension of residual and current compressive stresses that are affecting the part. That's what Dr. Kovosko told us about, and finally, that's what unlocked the ability of the parts that Professor Wallace witnessed being quenched and not cracking.
DG: I would have loved to have been there and seen the eyebrows of Dr. Wallace.
JP: The other two metallurgists who were in the room besides me – two owners of heat treating companies, Wayne Samuelson of Shore Metal Treating at that time and John Vanas at Euclid Heat Treating – both of them basically wrote Michael off as a crackpot because they had heard what professor Wallace had said. I was the only one dumb enough to think, “Well, come on down. If you want to demonstrate some parts, they're either going to blow up or they're not. If they don't blow up, it'll be interesting, and if they do blow up, it will be funny, so let's try it!”
DG I wanted our listeners to hear some of the other people who are now, as I say in quotes “true believers.” You've got Jack Wallace who now believes what you say is actually true. You've also got, I believe, George Tautin, who is kind of the “king of quench.”
JP: Absolutely. He's actually written a book with us. It's an ASTM book; it's publication #64, I believe, and that book tells you exactly how to build the first and second generations of IQ (intensive quenching) equipment. George also said in 2014, after he retired from making polymer quenches, that you don't really need oils or polymer quenches. You can do quenching very nicely with a properly designed quenching system and water, or water and a little bit of salt. That was a pretty strong statement from a guy who literally spent his career making those quenches better.
DG: You had mentioned one other individual, Robert O'Rourke.
JP: Yes, he is a metallurgist with over 30 years of experience with ductile iron. Bob worked with one of the industry giants, Chip Keough,* who founded Applied Process and also austempered ductile iron. Chip's company not only worked with the ductile iron society for many years, but also with Bob O'Rourke, who was one of the principals at the Ductile Iron Society; in fact, he was president back in 2015. At the end of the day, he basically said that we could take this kind of crappy material, ductile iron, and austemper it. Chip made a very good business out of austempering ductile iron at Applied Process and converted many, many parts from either as-cast ductile or even steel parts to austempered ductile iron parts.
That, to me, showed that it's possible to take a heat treating process and apply it to a material and literally create a new material out of as-cast ductile irons. Chip even said, “I know what you guys are doing. When we quench in salt, it's very uniform. There is no film boiling. There is no nonuniformity in the cooling. All you're doing is just kicking it up a notch with higher intensity and knocking off the film boiling with the intensive agitation.” And I said, “You're absolutely right, Chip.” What we did not know at that time was that it could be applied to ductile iron.
DG: Let's jump into this fracking pump valve seat. A couple basic questions. First off, we're talking about a pump that is used in the fracking industry to extract out, I assume, the fracking fluids, and things of that sort.
JP: It's actually to inject the high-pressure water sand. They call the sand a proppant. After the pump has fractured the shale layers, then they inject water and sand to hold up and prop up those cracks in the geology and allow the gas to flow out more quickly.
DG: Good. So, the point is, it is very rugged and the pump takes a beating. What was the problem that the company was having? How did it come to your attention?
JP: The frackers were having to rebuild the pumps every 40-60 hours and replace these valve seats. They had high pressure water and sand flowing through the valves. The valve would open and close under pressure at about four times a second, and that constant abrasion of the valve opening and closing and banging into the seat was causing the seat to wear out. Once the seat is worn, then the pump can't maintain its pressure, and they're not getting anywhere in terms of putting that fluid down in that well, and therefore, making it produce more oil and gas products.
DG: Essentially, you've got fracking companies who are having to replace valve seats and rebuild the valves every 40-60 hours. What was the material that was being used for the valve seat?
JP: For years, these types of seats were made of 8620 carburized steel. They usually start with a forged ring, and then they machine that ring into a valve seat with a taper and a strike face where the valve closes onto the valve seat. That part is generally carburized around 90,000th of an inch effective case step and tempered and then put into the pumps. Again, that case hardened surface is 60–65 Rockwell and wears very, very well and resists the abrasion of the sand and water. Because it's 8620, it has a ductile core underneath the strike face that absorbs the impact of the valve opening and closing on top of it every four seconds under pressure.
You have to have a combination of hard, yet ductile. And you have to have a tough part that resists wear and abrasion.
DG: These guys were using it and still having to replace it every 40-60 hours, so what was your thinking on it and how did you guys help?
JP: A whole bunch of people had tried to put tungsten carbide inserts into the strike face to make the strike face even harder than case hardened material. Then a company came out with a solid sintered tungsten carbide valve seat that costs upward of $500–800 each. You’ve got to remember that there are ten of them in the pump, and they were built as a lifetime valve seat because they actually outlasted the pump block and some of the other parts of the pump. But that was not a great solution because, at that point, you have a seat that's lasting longer than the pump block. You still had to take apart the pump anyway for other things that were worn; it's too good and it's too expensive. If you've got $8,000 worth of seats, you're not going to throw the pump block out because it's worn out, you're going to try to remove those seats.
Large Rolls on Their Way into IQ Tank (Source: Joe Powell)
Again, what they were looking for was a longer life valve seat, not necessarily a lifetime valve seat, but something that would last for all of the stages used by that pump at a certain well. They would move it at the time that the well completely fracked and started to produce and take it back and rebuild it at their shop. They were shooting for 200 hours.
DG: Right. Again, the normal was 40-60 hours with the 8620 material.
JP: Right. Having had the experience with the elongator roll and the ability to make something that was literally so hard they couldn't knurl it, we had to temper those elongator rolls back quite a bit in order for them to knurl them and then use them at the mill. I thought, if we don't temper the valve seat back and just leave it that hard, it should be carbide-like hard, because if a carbide tool can't knurl it, it's pretty doggone hard. We fired up our existing piece of equipment that we had at Akron Steel Treating, a 6,000-gallon intensive quenching tank. We heated the parts and quenched them in that big batch tank, and we got very nonuniform results.
One of the things we did not understand back in 2012 was that ductile iron, because of all the graphite particles that are in there, has a very low thermal diffusivity, meaning that in order to get the heat into it or out of it during the quench, you had to be more than intensive; you had to be, what I call, instantaneously impacting that surface with high pressure water that literally pulls the heat out at a rate that will allow you to get to the martensite start temperature, cool to the martensite start temperature, and form that shell in less than 2/10th of a second – and you have to do that all over the part surface to create that shell. This required the making of some new induction heating equipment that have an integrated quench system built into it. This integrated quench system is going way past the ability of our 6,000-gallon tank with its propellers flowing the water laminally across the surface and literally impacting the part instantaneously after the induction heat is turned off.
DG: I want to mention to the listeners that we'll put a photo of this part in the transcript that we'll have on the website so that they can get a much better sense of what the part is; there are some lips and turns and there is an inside diameter and an outside diameter. As you say, if you're flowing water laminally over this, you're going to be missing parts and you're going to be missing areas of the part, so you need to get it quenched quickly.
JP: They actually did crack in the O-ring groove and under the flange out of our 6,000-gallon tank, so we knew we had to do something different. The first thing we tried was to put in the flange and the O-ring groove after it was heat treated, but that wasn't going to work because the part-maker didn't want to have to machine it twice. We had to come up with a way of delivering that water all over the shell of that part and also keeping the core relatively ductile. We didn't want to harden it all the way through and make it brittle, so that's what we came up with while working with the folks at Induction Tooling in North Royalton.
DG: So, it was basically an induction heat and an integral induction quench, very high impact, instantaneous, probably way beyond what anybody else has seen. Describe very briefly, what kind of horsepower was needed to go into the quench.
JP: We used a 60 gallon/minute pump for the ID and a 60 gallon/minute pump on the OD. Both pumps were operating at 60 psi, so there is quite a bit of pressure and quite a bit of flow over a very, very small area.
DG: Which is exactly what needed to be done. So, talk about the results. You're hinting at them here, but what are we talking about in regards to Rockwell hardness and that type of stuff?
JP: We're getting 60+ Rockwell hardness. Again, you've got to remember that this is an apparent hardness because the Rockwell machine is fooled by the very soft graphite particles that are in the matrix. You have very, very hard martensitic iron and carbon in the surface, but you also have these little particles of spherical graphite, and that graphite acts as, what we believe, a lubricant. We haven't quantified it in the valve seat, but we've quantified it for some dies that gives lubricity that's not present in a steel part. The graphite lubricates whatever is traveling over the surface of the part. The other thing that we learned is that the compressive residual surface stresses, when tested by x-ray defraction, are about double that you get when you do carburization of the 8620 valve seat. The very high residual compressive surface stresses also hold those grains of iron carbides in place and does not allow them to abrade or erode. In the first testing, we had three seats that went out to the field somewhere in west Texas, and they lasted 166 hours. We were almost there.
So, we've modified the quenching system, we've modified our heating recipe on the induction tooling, and we made another set of valve seats which we are currently sending out for more field testing. We hope we're there and we'll see what happens. But we literally created a new material. The history of ductile iron goes from as-cast to austempered ductile iron and now, what we call, instantly quenched ductile iron or IQDI
DG: Nice. It all sounds very, very interesting, but I can see some people listening to this saying, “Ok, how much is this going to save me?” Let's talk about the ways that this process saves money. In my mind, you've got a shorter processing cycle time, you're using less expensive material, and you're getting a longer life. Are those the three major ones?
"With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost."
JP: There is also one other and that is ductile iron because those graphite particles machines about three times faster than steel. So your through-put in your CNC machine goes up by 2 or 3 times when you're making the part and that is no small matter. Also, because the quench is so impactful and so uniformly impactful, it sets the part and you literally get a part that quenches to fit. Once the green size before heat treating is adjusted, the part may not need much, or if any, final grinding.
DG: So, you're saving on post heat treat processing, as well.
JP: Right. And, because we use no oil, we don't have to wash the parts and we don't have to worry about disposing of quench oils or about quench oil fires. And, the process can be done in the machining cell, so it's an in-line process versus a batch carburizing process that has to go someplace for 20 hours to be carburized.
DG: Significant. I think you threw out a dollar figure when we spoke about this previously. What are the savings per valve seat?
JP: With the valve seat, the forging and the 20 hour carburizing cycle are eliminated, and it’s machined three times faster. One customer let slip that they were saving about 66% on the material cost.
DG: Wow. Significant cost savings is the point, so something worth looking into. We're going to have one more episode where we talk about another example. What do you think we'll talk about in the last episode?
JP: The integration of heat treating into the forging process.
DG: Alright super. Thanks for being with us, Joe. It’s always interesting and intriguing.
JP: The integration of heat treating into the forging process. The forging industry association sponsored a project with IQ Technologies. Akron Steel Treating is a member of the forging industry technical committee and has been for years, and we've always thought that there should be a closer alliance between forgers and their heat treaters. We're going to take the information that we gained from this 4 year project, the published final report will be on our website, and we're going to try to commercialize that for a lot of different parts.
One of the leading global power, aviation and renewable energy providers has selected a vacuum furnace hot zone replacement. The replacement and modernization of this hot zone is to be updated in a 20+ year old furnace. Once the furnace is updated, it will be installed at the client's facility in Hungary, Europe.
The supplier, SECO/WARWICK, replaced the hot zone of a horizontal vacuum furnace so that it could be integrated with the new, technologically advanced materials in the industry.
Peters’ Heat Treating, Inc., a 40-year-old heat treating company that specializes in a variety of high tech heat treating processes, moved its headquarters into a newly expanded Meadville, Pennsylvania facility located in the western part of the state.
Ribbon Cutting with the Owners: Doug and Jackie Peters (founders), Diana Wilkosz (VP), and Andy Wilkosz (President) (photo source: Peters' Heat Treating, Inc.)
Additionally, Peters' Heat Treating also announced two new lines of business: aluminum alloy processing and stainless steel black oxide.Vice President Diana Wilkosz shared in a recent interview, "We added these two new lines because of the growing demands from the automotive, aerospace, energy, and defense industries. We are also working on Nadcap certifications."
The company specializes in vacuum processing, atmosphere heat treating/integral batch quench processing, laser heat treating, aluminum alloy processing, carburizing, scale free aging/stress relieving, cryogenics, black oxide coating, induction processing, nitriding/FNC and the proprietary Nitreg nitriding processes.
After being in their original facility for 40 years, this expansion, that covers 32,000 square foot of manufacturing space, has provided them the opportunity to expand and update their vacuum line, provide room to add new vacuum furnaces, as well as increase their product offerings and continue to grow the now 60-employee business.
“We are excited to consolidate our services and knowledge in a way that maintains our history and dedication to the local community and industry while providing us the runway for a successful future,” said Andy Wilkosz, newly named president in 2019 and son-in-law of founders Doug and Jackie Peters. “These current times are challenging, but we know our business and the country will persevere.”
In addition to Peters' Heat Treating, the family also co-ownsLaser Hard, a robotic laser heat treating company.
“It’s been a pleasure to be a part of the local community and to help companies grow,” Doug Peters said. “Probably the thing I’m most proud of is the great people I’ve had the opportunity to work with. I’ve watched them buy houses and have children, and now their kids are having children.”
In today’s Heat Treat TodayTechnical Tuesday feature, learn more about how a temperature control system can improve the performance of heat treat equipment.
A century-old producer of die forgings recently needed to improve the process controls on its heat treating furnaces.
With process controls well over 10 years old, Clifford-Jacobs turned to Conrad Kacsik to improve its temperature process control system. The company, which serves a number of industries, including energy, aerospace, construction, mining, forestry, and rail, was eager to upgrade, particularly because the incumbent system was producing inconsistent work.
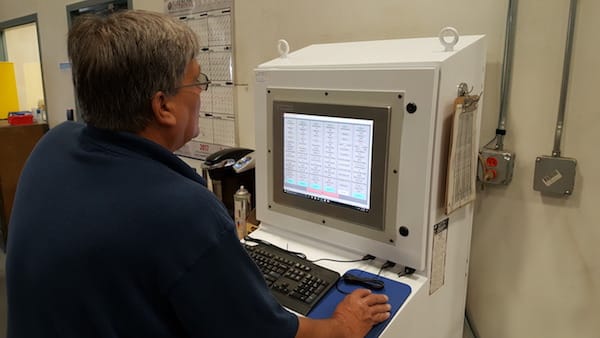
(source: Conard Kacsik)
The Challenge
Clifford-Jacobs was not getting consistent, repeatable results from its furnaces. The company also wanted more efficient and automated processes with data acquisition and electronic operating capability.
“We looked at a number of controls companies throughout the Midwest and interviewed them to learn about their experience with system controls and data acquisition,” said Bud Kinney, vice president of Innovation and Technology at IMT Corporation, the parent of Clifford-Jacobs. “We knew we wanted an integrated system so we started looking at companies that did that as a matter of course. Most companies are limited to traditional controls, but Conrad Kacsik has a lot of experience doing the exact type of job we needed.”
Increasing Demands
Clifford-Jacobs makes forged parts for a variety of clients. Although forging does not generally require as much precision as other types of processes, customers are increasingly demanding, said Kinney.
“We believe that sooner rather than later things like Nadcap will come into forging, and our customers are very interested in us being able to demonstrate that our processes are always in control, even forge heating,” Kinney said. “This project helps ensure that we meet those needs. We couldn’t track things like set-point input values before. That’s another element we wanted to manage.”
The System
Conrad Kacsik built a full process temperature control system that includes SCADA software from SpecView. They were able to retrofit the system on Clifford-Jacobs’ existing 16 furnaces, saving the company considerable expense and time. The temperature process control system uses Watlow F4T controllers paired with SpecView SCADA software, which allows for programming jobs/recipes, remote operation, secure (password protected) operation of furnaces, and accurate automatic temperature recording. Conrad Kacsik also added alert lights that allow the operators to quickly see the status of each furnace from the shop floor.
(source: Conrad Kacsik)
H2: Benefits of Temperature Control System Integration
Clifford-Jacobs has noted several beneficial results from the new temperature control system. These include:
• Increased accuracy. The new system runs each recipe exactly and records the results. The company can also control which employees can adjust temperature settings, preventing operators from rushing jobs with a higher temperature or inadvertently setting the furnace incorrectly.
• Higher efficiency. With preprogramming, each furnace is always at the exact temperature it needs to be for the given task. An automatic preheat setting also safely prepares the furnace for the workday—eliminating downtime or the need to send an employee in early to start the furnaces.
• More speed. Clifford-Jacobs can preprogram any recipe it needs, allowing for highly accurate and fast running of complex processes.
• More convenience. Clifford-Jacobs can operate their furnaces from anywhere with an internet connection, or via an iPad used by an approved employee.
• Precision for the future. The new system can be part of a Nadcap-approved process should the need arise. The SpecView software and advanced controllers automatically record each job and retain all data for verification.
The Results
“We used to have to use all kinds of resources to provide oversight on temperature control,” said Kinney. “This has given us a heating strategy. We write the recipes we want and just select from
those. In addition to that, we know exactly what every furnace is doing at all times.”
The company is also pleased with the increased efficiency. They only heat product when they are ready to run production, and the furnace only uses the exact energy needed for each recipe. They are also saving on staffing, as they used to have to schedule people to ensure the furnace was at the right temperature.
“With this system, we can develop recipes for each part we make, which is both convenient and precise. It’s doing exactly what we expected it to do,” said Kinney.