Aero Space Power, an MRO facility, has ordered a custom-made vacuum furnace tobe utilized in repair solutions for both complex aircraft engines and gas turbines in the energy industry.
Mark Peter Biro Commercial Sales Manager at Aero Space Power Source: LinkedIn
“We decided to acquire in-house heat treatment because we want to be independent in production. It will also give us much better control over the process and treated part quality," commented Mark Peter Biro, commercial sales manager, Aero Space Power. "By installing production capacity in-house and creating our own heat treatment department, we not only become independent from external suppliers, but we also significantly reduce transportation costs.”
The furnace on order from SECO/WARWICK, a company with locations in North America, is unique due to the size of the heating chamber. It has been adapted to the Aero Space Power requirements and has a working area of 51" x 39" x 59" to enable heat treatment of large components up to 55" diameter especially large aircraft parts, as well as gas turbines for the energy sector. The custom technology on order, in addition to non-standard dimensions, is designed to process work in the presence of two gases: argon (used for partial pressure) and nitrogen, which is used mainly in the cooling process. A dew point sensor for each of the gases will be included with the furnace.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Current energy developments turn our thoughts to the possibility of future innovations. For example, is there a way to generate energy, usable energy, from fusion? Is there hope that this energy can be created and made available to the heat treat industry and other sectors? There seem to be many, many questions that have yet to be answered in the production and utilization of fusion energy.
John Clarke, technical director at Helios Electric Corporation, holds out confidence in the future by standing on the foundation of the past. Comparing the current position of science and research on fusion energy to the early days of aviation exploration, he thinks the sky is the limit for what can be accomplished.
John B. Clarke Technical Director Helios Electric Corporation Source: Helios Electric Corporation
Contact us with your Reader Feedback!
On December 5, 2022, scientists at Lawrence Livermore National Laboratory conducted the first controlled fusion experiment in history. This experiment produced more energy from fusion than the laser energy used to drive it. In this test, the nuclei of two lighter elements were combined to form one new, heavier nucleus. During the process, some of the mass of the lighter elements was converted to energy.
How will this incredible breakthrough affect our lives? Will the promise of limitless, clean, and cheap energy be realized, and if so, when?
I don’t think we can know the answers to the above questions with certainty. It has always been difficult to foresee the final results of any technological leap forward, and even more difficult to provide a timeframe that encompasses the change.
Think about a time before jumbo jets and commuter flights. That was a time when not a single person had been carried by airplane through the skies. History shows that scientists and thinkers were able to come up with ideas and machines that flew through the air while carrying many. Look at a brief overview of how quickly the aircraft improved.
On December 17, 1903, at Kill Devil Hills, near Kitty Hawk, NC, Orville Wright completed the first powered flight of a heavier-than-air aircraft known as the Wright Flyer. The flight lasted just 12 seconds, traveled 120 feet, and reached a top speed of 6.8 miles per hour. 15 years later, we saw the first airmail and scheduled commercial service. 24 years later, Lindberg flew across the Atlantic. 36 years later, we witnessed the introduction of jet engines, and Chuck Yeager broke the speed of sound just 44 years after the first flight in North Carolina.
Example from early advances in aviation: the Wright Flyer Source: unsplash.com/historyhd
Obviously, Orville and Wilber Wright would have had difficulty foreseeing the aircraft's advancements and would never have predicted a time frame. Why is timing the rate of advancement so difficult? Airplane development benefited from the convergence of multiple independent and unrelated technology, and there was the will to develop more advanced aircraft for both military and civilian use.
So, back to the first question posed – will the promise of limitless, clean, and cheap energy from fusion be realized? I am going to say yes. Not that I know much about fusion, it is simply that history teaches us not to bet against technology. As for when, well that is a known unknown.
About the Author:
John Clarke, with over 30 years in the heat processing field, is currently the technical director of Helios Corporation. John’s work includes system efficiency analysis, burner design as well as burner management systems. John was a former president of the Industrial Heating Equipment Association and vice president at Maxon Corporation.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
A front-loading box furnace delivered to a northeastern U.S. supplier of titanium castings will expand the manufacturer’s aerospace and gas turbine castings heat treat abilities. The company supplies to the aerospace and power generation fields and deals with exotic metals that are ideal for superior products using the lost wax process for castings, such as nickel and cobalt-based alloys.
L&L Special Furnace Co., Inc. Box Furnace Source: L&L Special Furnace Co., Inc.
The L&L Special Furnace Co., Inc. model FB435 has an effective work area of 48” wide by 32” tall by 60” deep and has certifiable temperature uniformity of ±10°F from 500 to 1,850°F. Additionally, the elements are very evenly spaced around the chamber and the furnace is lined with ceramic fiber on the sides and top.
The furnace case is sealed internally for atmosphere control, and an inert blanketing gas such as nitrogen is used to displace oxygen present within the work chamber. This provides a surface finish in which oxidization is less likely to form on the part. The atmosphere is delivered automatically through a flow panel by the furnace control.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
The Korea Institute of Materials Science (KIMS), a government-funded research institute under the Ministry of Science and ICT, has invested in a new vacuum furnace from a manufacturer headquartered in North America.
Nikola Dzepina Nitrex Regional Manager – Asia Source: NITREX
KIMS conducts a wide range of technological R&D activities, including process improvements, application development, material enhancement, testing, and evaluation. The new Nitrex vacuum furnace will support domestic companies -- including Hanwha Aerospace, Doosan Enerbility, Sung-il Turbine, and Samjeong Turbine -- in a development project that aims to improve the cycle efficiency of industrial land-based gas turbines.
The furnace is a horizontal type 2-Bar external quench equipped with a curved molybdenum wide band heating element arranged in a circular configuration around the main hot zone. Its work area measures 15″ in width by 15″ in height by 24″ in length (381 x 381 x 610 mm).
“The Nitrex system can support a wider range of R&D projects and metals,” said Nikola Dzepina, regional manager in Asia at Nitrex. “With the ability to achieve higher vacuum levels with 10-6 Torr ultimate range, the furnace can heat treat parts at temperatures up to 1,371°C (2,500°F).”
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Friday press release: a look at the future of heat treating and 3D printing in aerospace engines and energy turbines.
Find out more about the possibilities of bringing additive manufacturing and heat treating turbine and engine components; and read on to see what's happening at MIT.
A new MIT-developed heat treatment transforms the microscopic structure of 3D-printed metals, making the materials stronger and more resilient in extreme thermal environments. The technique could make it possible to 3D print high-performance blades and vanes for power-generating gas turbines and jet engines, which would enable new designs with improved fuel consumption and energy efficiency.
There is growing interest in manufacturing turbine blades through 3D-printing, but efforts to 3D-print turbine blades have yet to clear a big hurdle: creep. While researchers have explored printing turbine blades, they have found that the printing process produces fine grains on the order of tens to hundreds of microns in size — a microstructure that is especially vulnerable to creep.
Zachary Cordero
Boeing Career Development Professor in Aeronautics and Astronautics
MIT
Zachary Cordero and his colleagues found a way to improve the structure of 3D-printed alloys by adding an additional heat-treating step, which transforms the as-printed material’s fine grains into much larger “columnar” grains. The team’s new method is a form of directional recrystallization — a heat treatment that passes a material through a hot zone at a precisely controlled speed to meld a material’s many microscopic grains into larger, sturdier, and more uniform crystals.
“In the near future, we envision gas turbine manufacturers will print their blades and vanes at large-scale additive manufacturing plants, then post-process them using our heat treatment,” Cordero says. “3D-printing will enable new cooling architectures that can improve the thermal efficiency of a turbine, so that it produces the same amount of power while burning less fuel and ultimately emits less carbon dioxide.”
Materials Science student
Oxford University
MIT
“We’ve completely transformed the structure,” says lead author Dominic Peachey. “We show we can increase the grain size by orders of magnitude, to massive columnar grains, which theoretically should lead to dramatic improvements in creep properties.”
Cordero plans to test the heat treatment on 3D-printed geometries that more closely resemble turbine blades. The team is also exploring ways to speed up the draw rate, as well as test a heat-treated structure’s resistance to creep. Then, they envision that the heat treatment could enable the practical application of 3D-printing to produce industrial-grade turbine blades, with more complex shapes and patterns.
“New blade and vane geometries will enable more energy-efficient land-based gas turbines, as well as, eventually, aeroengines,” Cordero notes. “This could from a baseline perspective lead to lower carbon dioxide emissions, just through improved efficiency of these devices.”
Cordero’s co-authors on the study are lead author Dominic Peachey, Christopher Carter, and Andres Garcia-Jimenez at MIT, Anugrahaprada Mukundan and Marie-Agathe Charpagne of the University of Illinois at Urbana-Champaign, and Donovan Leonard of Oak Ridge National Laboratory.
This research was supported, in part, by the U.S. Office of Naval Research.
Watch this video from Thomas to see a visual of some of the heat treating advances.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
MTC Powder Solutions received a hot isostatic press (HIP) that will extend the onsite size parameters of the Powder Metallurgy Near-Net Shape (PM-NNS) HIP components for the oil and gas, chemical, nuclear, and power generation industries.
Quintus Technologies HIP System Source: Quintus Technologies
Quintus Technologies, a HIP provider with North American locations, installed the press QIH 286L M URC® to accommodate the core components for many different mission-critical applications. MTC Powder Solutions will use the system with a work zone of more than 11 ft. high to increase productivity with components, having improved fatigue strength and extended service life.
Dr. Magnus Nyström managing director MTC Powder Solutions Source: LinkedIn
“We see a lot of opportunity in the areas of renewables, civil nuclear, small nuclear reactors, and the food industry,” reveals Dr. Magnus Nyström, managing director at MTC Powder Solutions. “In many of these sectors, the projects are becoming increasingly challenging in terms of higher pressures and more corrosive environments, and there is a strong desire for implementing PM HIP where traditional manufacturing technologies such as forgings and castings fall short.”
Jan Söderström CEO Quintus Technologies
"We have seen the need for hot isostatic pressing increase steadily,” says Jan Söderström, CEO of Quintus. He continues, "The push for faster fabrication and lead times favors PM HIP technology as its freedom-of-design benefit can remove costly fabrication processes such as welds and/or machining."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
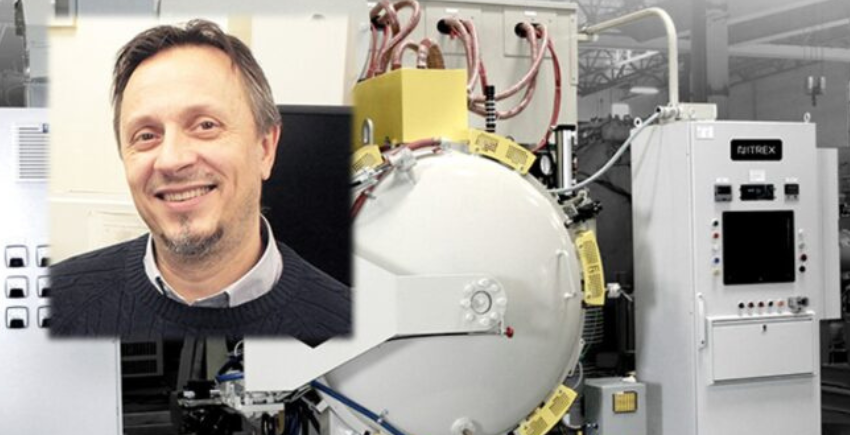
General Atomics has heat treated the seventh and final module for a large superconducting magnet for ITER, a multi-national science experiment, with a vacuum furnace from a heat treat furnace supplier in Pennsylvania.
In order to convert the 6 km long stainless-steel-jacketed coil of Niobium-Tin conductors into superconductors for the ITER (International Thermonuclear Experimental Reactor) experiment, each of these 4-meter by 2-meter 110-ton solenoid sections had to be heat treated for five weeks, exceeding 650°C (1202°F) at its peak. The heat treatment served to alloy the Niobium and Tin strands together into Nb3Sn, which becomes a superconductor when chilled with liquid helium to 4 Kelvin.
No such heat-treating furnaces existed, so General Atomics turned to SECO/VACUUM, a SECO/WARWICK Group company in Meadville, PA, to build a heat-treating furnace large enough to fit these solenoids and packed with all the technology needed to meet the strict quality control standards of this experiment.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
"SECO/WARWICK Group did a great job designing in backup systems and robust design," commented Nikolai Norausky, program manager at General Atomics. "Any time we had questions or needed maintenance they were there to help."
The vacuum furnace that the supplier provided had to perform multiple tasks, including to bake off residual impurities from coil fabrication and to anneal internal stresses introduced at different stages of part fabrication. “General Atomics put so much time and money into these coils we really didn’t have any room for error," added Peter Zawistowski, managing director of SECO/VACUUM, "so nearly every component had to be doubly redundant."
Explore the experiment in Heat Treat Today original content article.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Imagine this: A huge lab facility nestled in the south of France . . . teams of scientists and technicians striving to bring carbon-free energy solutions to the world . . . "replicating the high-energy fusion reaction that powers the sun and stars." To complete the project, what heat treat solution is needed? Read more in thisTechnical Tuesday to find out.
This article by Rafal Walczak,product manager at SECO/VACUUM, will be published in Heat TreatToday's December 2022 Medical & Energy print edition.
For this case study, we will discuss how SECO/VACUUM built a highly specialized custom heat treating furnace used in the construction of the central component of a large, multinational science experiment.
The Experiment
Contact us with your Reader Feedback!
ITER (standing for International Thermonuclear Experimental Reactor and meaning "the way" in Latin) is the largest high-energy science experiment ever conducted. At a giant lab facility in southern France 35 countries, hundreds of vendors, and thousands of scientists and technicians are collaborating on a device to demonstrate the feasibility of clean, safe, carbon-free energy production by replicating the high-energy fusion reaction that powers the sun and stars.
Figure 1. ITER Laboratory at the Cadarache research center in southern France Source: ITER Organization
There are no solid materials that can touch, much less contain, such a high-energy reaction without immediately vaporizing. Instead, this super-hot cloud of plasma must be contained by a special configuration of magnets called a tokamak, which can trap charged particles in a toroidal or donut-shape cloud. This tokamak has 10 times more plasma containment volume than any other tokamak ever built.
The term "tokamak" comes to us from a Russian acronym that stands for "toroidal chamber with magnetic coils" (тороидальная камера с магнитными катушками).
The Magnet
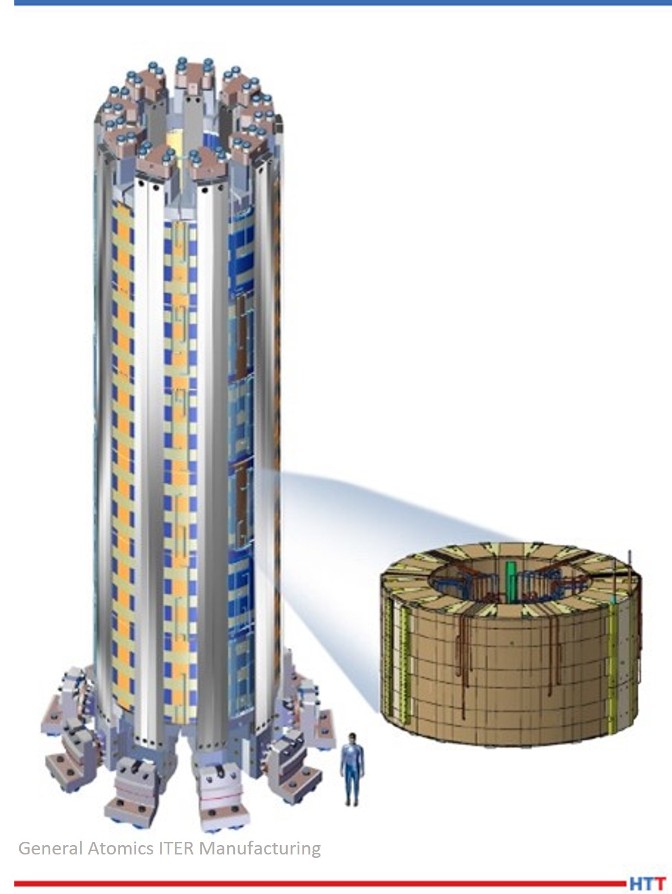
Figure 2. ITER central solenoid and one isolated solenoid module Source: General Atomics ITER Manufacturing
General Atomics’ Magnet Technologies Center near San Diego, CA was contracted to build the ITER tokamak’s large central magnet, the most powerful superconducting magnet ever built, strong enough to lift an aircraft carrier. Other magnets in the tokamak serve to contain the plasma. The central solenoid is an oscillating magnet responsible for inducing current in the plasma cloud similar to how an induction stove heats a pan, except it is heating the plasma to 15 times the temperature of the surface of the sun. Far too large to be constructed and transported in one piece, the 12-meter-tall, 4-meter-wide coil of wires must be built in six 2-meter-tall modules to be joined once they are all on site at the lab. A seventh module will be built as a spare.
Kenneth Khumthong, technical lead for final testing and fabrication certification for ITER Central Solenoid at GA, described the tests on each module of the magnet, saying, "We run a battery of tests on each and every module subjecting them to voltages as high as 30,000 volts and powering them with as much current as 40,000 amps. This is done to ensure that every module meets all of ITER’s specifications prior to shipping them out to France.”
Embrittlement vs. Field Strength Tradeoff
Other superconducting electromagnets in the ITER tokamak will be made using coils of relatively durable niobium-titanium alloy. Past experiments have demonstrated that magnetic fields greater than 12 Tesla disrupt the superconducting properties of Nb3Ti. The ITER central solenoid, however, must sustain magnetic field strengths above 13 Tesla. For this reason, the central solenoid coils must instead use niobium-tin as its superconducting wire, which more reliably maintains superconducting properties in such high magnetic fields but is also more brittle and too fragile to bend after reaction to Nb3Sn. In order to accommodate for the brittle wire, General Atomics had to first coil the wire and jacket into their final shape before heat treating the metals into their superconducting, albeit brittle, alloy Nb3Sn.
The Wire
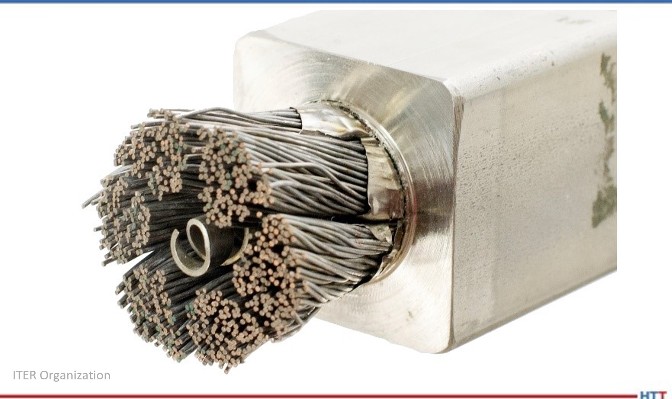
Figure 3. A dissection of the central solenoid conductor strands, central spiral, and structural jacket Source: ITER Organization
Niobium-tin wire strands react to become Nb3
Copper strands serve as traditional conductors to safely dissipate stored energy when the superconductivity experiences a disruption. The copper strands do not react with the niobium-tin.
A central spiral maintains a hollow channel to circulate liquid helium to chill the Nb3Sn wires to 4°K, below their superconducting temperature of 12°
Creating such strong magnetic fields inside a coil of wire will also tear apart the coil of wire itself if that wire is not supported inside a high strength jacket. The ITER central solenoid wire bundle is about 38.5 mm diameter, housed inside a 50 x 50 mm stainless steel jacket.
Total maximum current in the superconductor wire is 48,000 amps.
Worldwide niobium production increased six-fold for several years just to meet the niobium demands of the ITER project.
The Heat Treating Furnace
Figure 4. Technicians ensure proper placement before lowering heat treat furnace Source: General Atomics ITER Manufacturing
In order to convert the niobium-tin metal conductors into superconductors, each of these 4 meter by 2 meter 110 ton solenoid sections must be heat treated for five weeks, exceeding 1200°F (650°C) at its peak. The heat treatment serves to alloy the niobium and tin together into Nb3Sn, which becomes a superconductor when chilled with liquid helium to 4°Kelvin. No such heat treating furnaces existed, so General Atomics turned to SECO/VACUUM to build a custom heat treating furnace large enough to fit these solenoids and packed with all the technology needed to meet the strict quality control standards of this monumental experiment.
Five inch wide metal band heaters ring around the walls of the furnace with nearly 900kW of heating power. Covering 50% of the walls, they provide a very uniform heat. This is brought about by the following seven steps.
The Heat Treating Sequence
In addition to alloying the niobium-tin wires, the furnace also serves to remove the stresses in the stainless steel jacket housing the superconducting wire and to bake off any residual contaminants prior to reaching reaction temperature.
1. Complete a quality control test: Vacuum seal the untreated solenoid coil in the room temperature furnace and charge the inside of the conductor jacket with 30 bar high pressure helium to test for leaks after forming and welding.
Monitor furnace atmosphere with ultra-high sensitivity mass-spectrometer helium detectors.
2. Purge with argon gas while slowly ramping up heat.
This drives off hydrocarbons and oxygen before system reaches reaction temperatures.
Monitor furnace atmosphere with gas chromatograph to find impurities from residual oils and lubricants leftover from manufacturing process.
Monitor and control argon circulation and exchange with mass flow sensors and circulation blowers that penetrate the furnace lid with ferrofluidic feedthrough seals around the blower motor shafts.
3. Maintain at 1058°F (570°C) for about 10 days. Confirm stabilized temperature and pure atmosphere.
4. Proceed to 1202°F (650°C) for four days. This is the actual reaction phase that achieves the primary objective of converting the niobium-tin into the superconducting alloy Nb3
5. Very slowly and uniformly ramp back down to room temperature to avoid additional stresses in the coil.
6. Complete another quality control test: Evacuate the argon and once again vacuum seal the solenoid coil in the room temperature furnace and recharge with 30 bar high pressure helium to test for leaks after heat treating. Monitor atmosphere for the presence of helium, which would indicate a leak in the coil.
7. Only then is it ready for the post-heat treating stages of wrapping with insulation and encasing in epoxy resin for rigidity.
Options, Upgrades, Special Features
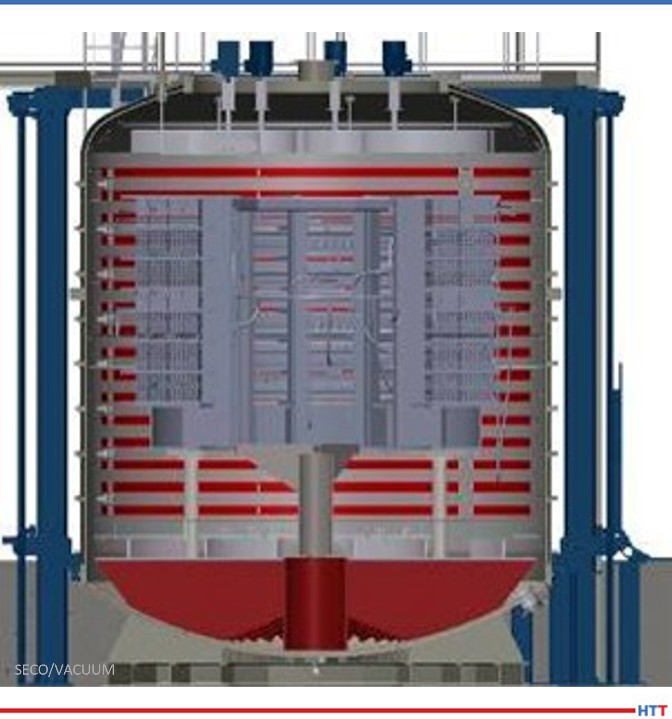
Figure 5. Cutaway illustration showing the furnace construction Source: SECO/VACUUM
There was no room for error. SECO/VACUUM collaborated with the engineers at General Atomic to create a heat treat furnace that can assure temperature variation within the coil never varies by more than 18°F (10°C) anywhere in the furnace at any time in the five-week cycle and achieves near-perfect repeatability for all seven modules.
They accomplished this with quadruple-redundant control thermocouples and feeding temperature data from 150 points in the coil into the control computers. To shield against impurities, the furnace is first evacuated to a vacuum pressure of 0.001 Torr, and then purged with pure argon to drive out any residual oxygen or hydrocarbons that could contaminate the purity of the superconductor. Monitoring the argon atmosphere for impurities are redundant mass spectrometers. The argon is circulated by seven convection fans to heat the solenoid assembly evenly. Each of these fans must be driven through ferrofluidic feedthrough seals which allow the rotating shafts to operate through the furnace walls without compromising the vacuum seal of the furnace.
Consult, Collaborate, and Partner with SECO/VISORY
General Atomics first began discussing this project with Rafał Walczak, the product manager at SECO/VACUUM, in early 2010. Both teams spent over two years on conceptual discussions, preliminary designs, and process simulations before SECO was even awarded the contract. Once SECO was on board, it took another two years of design, fabrication, and installation before the furnace could be put into operation. SECO/VACUUM built it to handle a lifetime of use without error so they could be sure that it would work flawlessly for the seven cycles that it actually had to run.
The SECO/VISORY Heat Treat Advisory Council is a team of SECO/VACUUM heat treat experts and consultants with diverse thermal experience and process knowledge who are available to help companies solve their specific heat treat equipment challenges.
About the Author: Rafal Walczak is the product manager at SECO/VACUUM. Rafal joined SECO/WARWICK Group as a service engineer in Vacuum Furnaces Division soon after graduation from Technical University of Zielona Góra in 2002. Since 2008, he has been involved in vacuum furnace sales in Europe and the USA. The combination of his technical background and field service experience help him provide outstanding support to his SECO/VACUUM customers. For more information, contact Rafal at Rafal.Walczak@SecoVacUSA.com.
Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Sometimes our editors find items that are not exactly "heat treat" but do deal with interesting developments in one of our key markets: aerospace, automotive, medical, energy, or general manufacturing. To celebrate getting to the “fringe” of the weekend, Heat TreatToday presents today’s Heat Treat Fringe Friday press release about how BCI Steel and Nextracker LLC are using new and reshored equipment to produce solar tracker equipment.
Nextracker LLC, a provider of utility-scale solar trackers, and BCI Steel, a Pittsburgh-based steel fabricator, announced the reopening of the historic Bethlehem steel manufacturing factory in nearby Leetsdale to produce solar tracker equipment for large-scale solar power plants.
The steel processing plant will incorporate both BCI Steel’s new and reshored equipment shipped to the U.S. from factories in Malaysia and Brazil. Solar tracker products produced at the factory will serve rapidly growing solar markets in Pennsylvania, Indiana, New York, and Ohio.
“BCI is proud to advance Pittsburgh’s legacy as the heart of America’s steel industry,” said Matt Carroll, CEO of BCI Steel. “This partnership with Nextracker showcases . . . unlocks additional domestic solar capacity with our low-cost manufacturing.”
This is the third solar tracker fabrication line Nextracker has commissioned with a steel manufacturing partner in 2022 as part of its commitment to rebuilding America’s steel and solar supply chains. With additional capacity in Pittsburgh, Nextracker is building out 10 GW of “Made in America” manufacturing capacity — enough to power 7.5 million homes. Earlier this year, Nextracker opened a green steel tracker production line in Texas with JM Steel, and another dedicated steel production line in Arizona with Atkore. Under this reshoring initiative, Nextracker has already procured over 100,000 tons of U.S.-made steel so far this year, enough for approximately 5 GW of solar trackers.
"This investment," commented Dan Shugar, CEO and founder of Nextracker, "will increase the resilience of the U.S. solar supply chain and bring manufacturing jobs, equipment, and capacity back to America."
The newly reopened Pittsburgh factory is situated with close proximity to river and rail transport in a location steeped in manufacturing history. The factory lies on the same grounds where steel fabricators built materials for tank landing ships (LSTs) during WWII.
The dedication ceremony was attended by top dignitaries and leaders from some of the world’s largest clean energy companies, including the CEO of EDPR Sandhya Ganapathy and the Chief Operating Officer of Lightsource bp Ann Davies.
A global leader in power technologies purchased a vacuum furnace from a North American furnace provider. The equipment will be used for specialized nuclear operations.
Peter Zawistowski Managing Director SECO/VACUUM TECHNOLOGIES, USA Source: secowarwick.com
SECO/VACUUM, a SECO/WARWICK Group company, was awarded the order for the 2-bar Vector®, a single chamber high-pressure quench vacuum furnace. It will be used for a variety of heat treating processes, including hardening of tool steels as well as high vacuum sintering and annealing. The furnace design will achieve deep vacuum levels, allowing the customer to process materials for nuclear applications. The new Vector will replace an older furnace, adding significantly more capabilities and process flexibility.
"I’m very proud of how our SECO/VISORY group managed this relationship," noted Peter Zawistowski, managing director of SECO/VACUUM. "Our product management and engineering staff collaborated with the customer’s engineering and commercialization teams for over a year to develop a proposal for the specialized capabilities they required."
Find heat treating products and services when you search on Heat Treat Buyers Guide.com






 Find heat treating products and services when you search on Heat Treat Buyers Guide.com
Find heat treating products and services when you search on Heat Treat Buyers Guide.com