A firearms maker from New York looking for a more spacious location for its business recently announced it will expand its manufacturing, including heat treating capabilities, to Thomasville, Georgia.
Although most well known for its magazines for small arms and rifles, Check-Mate Industries, currently located in Long Island, New York, is a metal stamping and tool and die manufacturer for medical, automotive, aerospace, and a variety of other industries.
Check-Mate Industries began the search for a new home for the industry after the owner died in 2014. After visiting Thomasville, his widow, Regina Viewig, though impressed with what she saw, was not prepared to take the big step of moving the company without confirmation. A friend reminded her that the southern Georgia town’s name included the name of her late husband, Thomas. That was the sign Vieweg needed.
Photo credit and caption: WALB.com / Georgia Gov. Nathan Deal speaking to crowd, behind him are Check-Mate Industries representatives as well as local and state economic representatives, including, State Representative Darlene Taylor; Pat Wilson, a commissioner with Georgia Department of Economic Development; Shelly Zorn, Thomasville PDA executive director; Joseph DeBello, Check-Mate president and chief operating officer; Jacquelyn Santoro, Director, Checkmate Industries; and Regina Viewig
A global leader in materials science recently celebrated the grand opening of its new multi-million dollar development center which will pioneer research into carbon materials and technologies.
Neil Sharkey, Vice President for Research at Penn State
Morgan Advanced Materials has opened the doors to its Carbon Science Center of Excellence (CoE) research and development facility at Penn State University. The CoE, which is a collaboration between the manufacturer and the university, will focus on carbon-based materials used in a wide range of industries and engineering applications, including aerospace, healthcare, industrial, power generation and more.
Among many projects, the company is working on electrified rail products including carbon current collectors used at the top of train carriages to connect to overhead wires.
“The work undertaken at our facility with Morgan will be truly revolutionary,” said Neil Sharkey, Vice President for Research at Penn State. “The electrified rail carbon strips that Morgan is already working on, for example, will change how train transport works, making it both safer and more reliable, and decreasing downtime. Our partnership with Morgan places us at the forefront of developing new methodologies, in line with Morgan’s mission and values as well as our own. Their existing expertise and insights will help our researchers and students turn new ideas into commercially viable solutions. The Center itself is a huge attraction for other businesses to join the Innovation Park, furthering job creation and economic development in Pennsylvania.”
Located at the Penn State Innovation Park, Morgan’s CoE is close to the university staff, students and facilities. Penn State’s reputation as a world-renowned institution for carbon and materials science-focused research and its collaborative approach to working with business was key when choosing a partner for the project. The partnership brings together resources, experience, and knowledge from both sides, with researchers and scientists on site, many of whom have existing ties to Penn State.
Despite specializing in carbon science materials, the CoE will be utilized by Morgan’s wider businesses and, to date, has also become the home of research projects for the company’s Thermal Ceramics, Technical Ceramics, and Braze Alloys businesses.
“We’re incredibly proud to have launched this ground-breaking Center of Excellence with Penn State,” said Mike Murray, Chief Technology Officer at Morgan Advanced Materials. “It marks an important milestone in both organizations’ history, as we both strive for excellence and understanding of the properties and uses of carbon. With brilliant science minds on our doorstep, we hope the synergies created between us can accelerate our engineering and solutions for our customers, while benefitting more and more industries going forward.”
“Our Centers of Excellence ensure Morgan remains at the forefront of materials development on a global scale,” said Pete Raby, Chief Executive Officer at Morgan Advanced Materials. “In addition to helping us to create world-leading materials, our partnership with Penn State also allows us to recruit some of the best talent in carbon science and provide unrivaled training to our technologists and engineers.”
Photo credit and caption: INVENT PENN STATE / From left to right: Vern Squier, president and CEO of the Chamber of Business & Industry of Centre County; Andrew Goshe, global technical director at Morgan Advanced Materials; Neil Sharkey, Penn State vice president for research; Pete Raby, CEO at Morgan Advanced Materials; Phil Armstrong, CoE lead at Morgan Advanced Materials; and Nick Jones, Penn State executive vice president and provost, celebrate the opening of the Carbon Science Research Centre for Excellence with a ribbon-cutting ceremony.
A Texas-based steel distributor recently restarted its facility in Mingo Junction, Ohio, after being idle for 3,545 days.
The JSW USA plant is now a melt and manufacture mill, the largest Connsteel Tenova EFA in North America. The first slab was cast on December 14, 2018.
John Hritz, President and CEO of JSW USA
“Today, we are making history,” said John Hritz, President and CEO of JSW USA. “I would like to congratulate the entire Ohio team on this great success. Together, we will be making hundreds of new jobs in Mingo Junction.”
JSW USA also announced that it is in the design process to install another EAF in Ohio and is beefing up its Baytown, Texas, mill with additional melt and manufacture equipment. Once the company completes both of the EAFs in Ohio and a third in Texas, JSW USA will become a 3-million-ton fflat-rolledmill, a 1-million-ton plate mill, and a 500,000-ton pipe mill.
“When all is said and done, JSW USA will be producing the highest quality, lowest cost steel products in the country, whether they’re made in Texas or here in Ohio,” said Hritz. “This is all about installing the best technology in the world here in the US and creating secure jobs for decades to come in our industry.”
A Texas-based steel products manufacturer with EAF capacity that produces a diverse line of high-quality value-added steel products was recently acquired by a global industrial alliance and added to the latter’s resources, energy, transportation, and infrastructure group.
Liberty Steel USA’s acquisition of Keystone Consolidated Industries, Inc. (KCI) from Contran Corporation, creates one of the country’s largest producers of wire rod. Liberty Steel USA is part of the GFG Alliance; a global group of energy, mining, metals, engineering, logistics, and financial services businesses, headquartered in London. Sanjeev Gupta is the Executive Chairman.
GFG North American CIO Grant Quasha
Keystone Steel and Wire, a division of KCI, has a 100+ year history in the steel and steel products business. The deal includes Keystone’s top-producing wire rod facility, which houses a 1.1mt capacity electric arc furnace (EAF), and an MBQ/SBQ bar mill.
Liberty Steel USA will have up to 1.8mtpa of EAF melting capacity, 2mtpa of wire rod rolling capacity, significant value-added downstream businesses and over 1,300 employees. The combined company will have operations in Illinois, Ohio, South Carolina, New Mexico, Texas, and Georgia.
“KCI and its businesses offer Liberty the chance to merge our existing U.S. steel business with one of the country’s most productive wire rod operations,” said GFG North American CIO Grant Quasha. “Combined with Liberty Steel Georgetown, KCI will increase our downstream capabilities, create critical synergies, add strong management and provide better value and products for customers as we advance our U.S. steel business to our 5mt pa goal.”
Main photo caption: GFG North American Chief Investment Officer Grant Quasha and Executive Chairman Sanjeev Gupta
Induction Hardening Tips: Equipment Selection for Scan Hardening, Part 3
This is the third installment of a multi-part column on equipment selection for induction heat treatment. Part 1, Dr. Valery Rudnev On . . . Induction Hardening Tips: Equipment Selection for Scan Hardening, covered types of scanners, scan hardening system setup, quenching challenges, maximizing process flexibility, and computer modeling. In Part 2, Dr. Valery Rudnev discussed another critical aspect of induction scan hardening: inductor design subtleties and a comparison of different fabrication techniques (brazing vs. CNC
machining vs. 3D printing).
In this installation, Dr. Rudnev focuses on Moveable Inductor versus Moveable Part.
Moveable Inductor versus Moveable Part
As stated in one of the previous installments of this column, when a scan processing mode is chosen, either the inductor or the part or both may be moved during the heating and quenching. This installment discusses the applicability of those approaches (movable inductor vs. movable part), as well as pros and cons associated with both techniques.
Figure 1. An example of scan hardening of track shoes for earth-moving machines that often specify deep hardness case depths (up to the 24 mm).
The choice to move the inductor or to move the part is primarily based on required production rate as well as on the size, weight, and geometry of the component compared to the size, weight, and geometry of the inductor: in other words, it depends on which of the two is easier to move.
Weight is an important factor because the movement can occur several hundred times each day and, in some cases of high production, even several thousand times per day. For example, during induction surface hardening of track shoes for earth-moving machines that often specify deep hardness case depths (up to 24 mm), it is much easier to move the inductor around the workpiece instead of moving the track shoes, the weight of which can exceed several thousand pounds. (Figure 1)
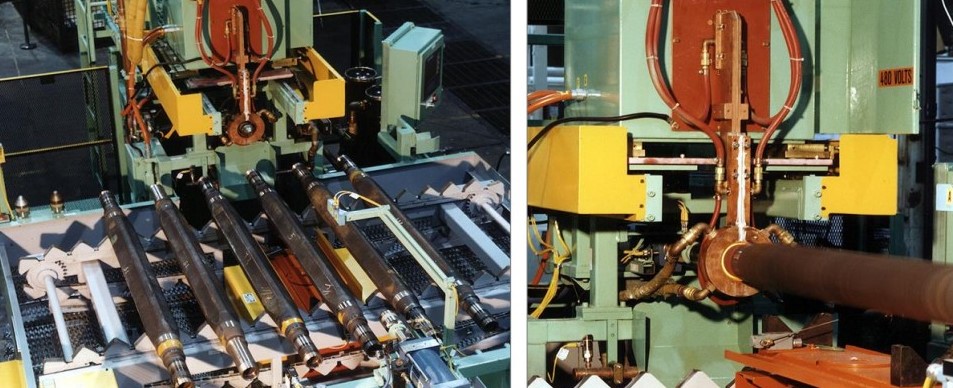
When moving the inductor, both flexible cables and hoses are used or the inductor is hard-bused to the transformer and the transformer or heat station moves with the inductor. In some cases, the power supply itself may be moved at a moderate rate to scan a stationary workpiece [1]. Another example of moving the inductor is surface hardening of trailer axles. (Figure 2)
Figure 2. (Left image) Horizontal scanner to induction harden both ends of a trailer axle. A walking beam system was incorporated into the machine for part transfer. At the heating station, the axle is lifted off the beam and the power supply and inductor are indexed to position for scan hardening. After the completion of surface hardening of one end, the axle is then lifted off the transfer mechanism and rotated 180° to induction harden the opposite end. Heavy-duty precision shafting and bearings are used for stability and consistency. (Right image) shows a close-up of a movable inductor to scan harden trailer axle ends. Heating time is less than 8 s per axle end.
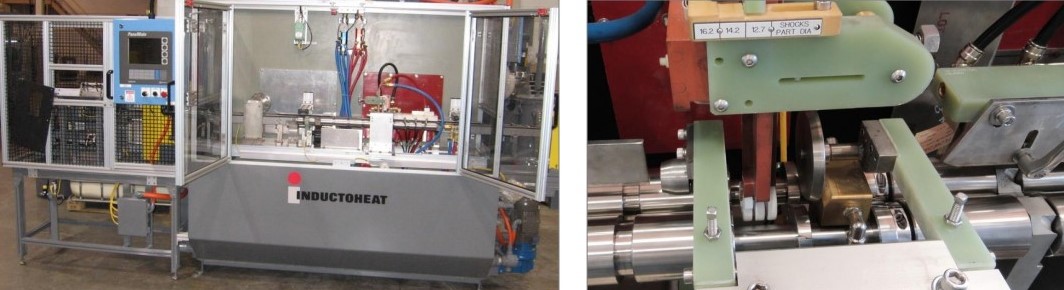
The length of the part to be heated is also an important consideration When a component is of moderate weight, it is obviously preferable to move the part rather than the inductor. For example, it is much easier and more cost-effective to design a hardening system that anticipates moving a workpiece that weighs less than 0.25 kg (<0.5 lb) rather than moving an entire power supply, as it is shown in Figure 3.
Figure 3. Horizontal scanner that provides a maximum scan rate up to 200 mm/s (8 in./s). (Courtesy of Inductoheat Inc., an Inductotherm Group company.)
In other cases, it may not be practical to move very large and elongated components. It would consume too much floor space to move the part through a stationary inductor. In the case of low production rates, the best choice might be to move the inductor, but the length of the high-frequency power leads could become a problem with respect to voltage drop and power loss. In this case, it is preferable to move the inductor with the power supply attached. Then, the moving cables are operating at a low frequency (50–60 Hz) with lower voltage drop and power loss. In the case of high production, continuous horizontal systems may be more suitable.
The consideration of the length of the leads (e.g., cables or buses) from the power source to the inductor is important. They should be as short as possible to conserve energy and to allow the power source to operate properly without reaching any limits (for example, voltage limit). If these leads are too long, the inductance increase can be so significant that it may result in a substantial power loss and voltage drop. The voltage drop in the leads may even exceed the voltage at inductor’s terminals. Long leads could net an excessive total needed power, a measurable reduction in energy efficiency, and potential concerns regarding the process repeatability owing to the possibility of an appreciable inductance change of the flexible leads during their motion, that in some cases may negatively impact process repeatability.
Whether moving the inductor or moving the part, the induction system can be designed to be efficient and robust in order to ensure smooth and consistent operation and the production of quality parts.
I recommend Reference #1 to readers interested in further reading on this subject.
References
V. Rudnev, D. Loveless, R. Cook, Handbook of Induction Heating, 2nd Edition, CRC Press, 2017.
Dr. Valery Rudnev, FASM, IFHTSE Fellow, is the Director of Science & Technology, Inductoheat Inc., and a co-author of Handbook of Induction Heating (2nd ed.), along with Don Loveless and Raymond L. Cook. The Handbook of Induction Heating, 2nd ed., is published by CRC Press. For more information click here.
A thermal processing equipment manufacturer based in Maumee, Ohio, recently supplied a batch integral quench furnace for a metal treating company in Raleigh, North Carolina, that services the automotive, aerospace and defense sectors, as well as general manufacturing.
East Carolina Metal Treating’s (ECMT) purchase of the Allcase® Batch Integral Quench Furnace from Surface® Combustion Inc. is a repeat order. Identical to the previously commissioned Allcase furnace, the new equipment is configured to process 36” wide by 48” long by 36” high workloads that weigh up to 4,000 lbs. In addition, Surface has supplied two air cool stations, a scissors lift table, and two stationary load tables that integrate with an existing IQ line.
The new Allcase works seamlessly with ECMT’s existing charge car, tempers, and washer, following the incorporation of a purchaser specified controls system to match the existing UPC controls on the initial order, and features a Vertical Radiant Tube Heating System with direct spark ignition and flame monitoring, recuperated burners and plunge cooling. A maintenance platform with access stairs allows for fast and easy maintenance. An integrated Top Cool Chamber was provided to further expand process applications, a hallmark of the Allcase furnace which was invented for the greatest range of thermal processing; all case-hardening and non-case hardening applications under controlled atmospheres.
“As always our team did a great job but a special shout out to the Surface Combustion and UPC Teams involved in this project. This was our first project with Surface and their reputation holds true as expected,” said Jamie Ramm, president of ECMT.
Heat TreatToday Technical Tuesday contributor, Dr. Valery Rudnev, FASM, IFHTSE Fellow, “Professor Induction”, and Director of Science and Technology at Inductoheat, Inc, is the featured speaker of an ASM International Materials Solutions webinar titled “Simple Solutions for Common Induction Heating Challenges: Lessons Learned”.
Dr. Rudnev will present this webinar on Thursday, January 24, 2019, 2 pm, and address:
Induction hardening of powertrain transmission and engine components
Failure analysis
How to avoid cracking in induction hardening
Subtleties of heating parts with holes, fillets, and other geometrical irregularities
Re-hardening (re-austenitization) of previously hardened parts
Novel inverters that allow instant and independent adjustment of both frequency and power
Selected challenges when applying induction tempering
Reducing process sensitivity and improving robustness and flexibility of induction systems.
Note: Attendees will earn a professional development hour for attending the webinar.
This webinar is sponsored by Inductoheat, Inc. For more information and to register, click here.
A North American steel and steel products manufacturer recently announced plans to build a state-of-the-art plate mill with heat treating included in its range of processing.
Leon Topalian, Nucor’s Executive Vice President of Beam and Plate products
Nucor Corporation, based in Charlotte, North Carolina, will invest $1.35 billion to build the mill, which will be based in the U.S. Midwest and produce cut-to-length, coiled, heat-treated, and discrete plate ranging from 60 to 160 inches wide, and in gauges from 3/16 of an inch to 14 inches in thickness, enabling Nucor to supply plate products that the Company does not currently offer.
“By building this state-of-the-art plate mill in the Midwest – the largest plate-consuming area in the United States – we will enhance our ability to serve our customers in the region while also furthering our goal of meeting all the steel needs of our customers around the country,” said Leon Topalian, Nucor’s Executive Vice President of Beam and Plate products. “We expect to select a site for the new mill early this year. Our team is poised and ready to take the next step in advancing our position in steel plate products.”
Nucor’s Board of Directors has approved an investment of $1.35 billion to build the mill, which is expected to be fully operational in 2022 and will be capable of producing 1.2 million tons per year of steel plate products.
John Ferriola, Chairman, CEO & President of Nucor
“This investment is consistent with our drive to continue delivering sustainable, profitable growth and superior returns for shareholders,” said John Ferriola, Chairman, CEO & President of Nucor. “Together with the significant share repurchases completed in 2018, the Board’s decision to fund this high-return opportunity demonstrates our commitment to balanced capital allocation. We have a strong foundation to build upon as we advance our goal of leading in every market in which we compete.”
Nucor currently operates plate mills in North Carolina, Alabama, and Texas.
Two major international steel corporations recently announced plans to invest in existing steel mills in along the northwest Indiana lakeshore, as part of collective bargaining agreements reached with the United Steelworkers union.
ArcelorMittal, based in Luxembourg, and Pittsburgh-based U.S. Steel together will invest $5.6 billion into their U.S. operations in an effort to ensure that the local mills remain sustainable, including Gary Works, U.S. Steel’s largest mill.
During the day-to-day operation of heat treat departments, many habits are formed and procedures followed that sometimes are done simply because that’s the way they’ve always been done. One of the great benefits of having a community of heat treaters is to challenge those habits and look at new ways of doing things. Heat TreatToday‘s 101 Heat TreatTips, tips and tricks that come from some of the industry’s foremost experts, were initially published in the FNA 2018 Special Print Edition, as a way to make the benefits of that community available to as many people as possible. This special edition is available in a digital format here.
In today’s Technical Tuesday, we continue an intermittent series of posts drawn from the 101 tips. The category for this post is Quenching, and today’s tips–#8, #38, and #81–are from three different sources: Dan Herring, “The Heat Treat Doctor®”, of The Herring Group; Combustion Innovations; and Super Systems, Inc.
Heat TreatTip #8
14 Quench Oil Selection Tips
Dan Herring, “The Heat Treat Doctor®”, of The Herring Group
Here are a few of the important factors to consider when selecting a quench oil.
Part Material – chemistry & hardenability
Part loading – fixturing, girds, baskets, part spacing, etc.
Part geometry and mass – thin parts, thick parts, large changes in section size
Distortion characteristics of the part (as a function of loading)
Stress state from prior (manufacturing) operations
Oil type – characteristics, cooling curve data
Oil speed – fast, medium, slow, or marquench
Oil temperature and maximum rate of rise
Agitation – agitators (fixed or variable speed) or pumps
Effective quench tank volume
Quench tank design factors, including number of agitators or pumps, location of agitators, size of agitators, propellor size (diameter, clearance in draft tube), internal tank baffling (draft tubes, directional flow vanes, etc.), flow direction, quench elevator design (flow restrictions), volume of oil, type of agitator (fixed v. 2 speed v. variable speed), maximum (design) temperature rise, and heat exchanger type, size, heat removal rate in BTU/hr & instantaneous BTU/minute.
Keep water out of your oil quench. A few pounds of water at the bottom of an IQ quench tank can cause a major fire. Be hyper-vigilant that no one attempts to recycle fluids that collect on the charge car.
According to Super Systems, Inc., there are one of three problems to consider if your quench is just not cutting it. Although SSI focuses more on atmosphere control systems, when parts come out soft, the problem isn’t always the atmosphere – sometimes it’s the quench. Here are three things to consider regarding your quench:
First, check the composition of the quench media. Is it up to spec? Does it need to be refreshed?
Is the quench receiving adequate agitation to thoroughly quench the load?
Is the quench at the right temperature? If the bath is too warm when the load enters, quenching won’t go well!
Photo credit: Heat Treat Today FNA 2018; Super Systems, Inc.
If you have any questions, feel free to contact the expert who submitted the Tip or contact Heat TreatTodaydirectly. If you have a heat treat tip that you’d like to share, please send to the editor, and we’ll put it in the queue for our next Heat TreatTipsissue.